S-ar putea să vă placă și
- Clasificación Del Acero y Sus Aleaciones. Lagunes Rivera RaulDocument15 paginiClasificación Del Acero y Sus Aleaciones. Lagunes Rivera RaulRaul lagunesÎncă nu există evaluări
- Procesos de Manufactura en Metalurgía de PolvosDocument18 paginiProcesos de Manufactura en Metalurgía de PolvosYaird MalakaraÎncă nu există evaluări
- Tratamientos Térmicos y TermoquimicosDocument10 paginiTratamientos Térmicos y TermoquimicosAntonio Mont RoÎncă nu există evaluări
- Breve Historia de La ForjaDocument4 paginiBreve Historia de La ForjaMontse González CruzÎncă nu există evaluări
- Solución CUESTIONARIO MATERIALES USADOS EN MANUFACTURADocument15 paginiSolución CUESTIONARIO MATERIALES USADOS EN MANUFACTURAJunior Alexander Ortiz ArenasÎncă nu există evaluări
- Tipos de llamas en la soldadura a gasDocument3 paginiTipos de llamas en la soldadura a gasCarlos Antonio Osorio0% (1)
- Metal no férricosDocument15 paginiMetal no férricosAngel SeptÎncă nu există evaluări
- Diagrama de Fase Hierro-Carbono ProcesosDocument12 paginiDiagrama de Fase Hierro-Carbono Procesosleidy hernandezÎncă nu există evaluări
- Tipos de Hornos para Tratamientos TermicosDocument3 paginiTipos de Hornos para Tratamientos TermicosChus Miguel ZepedaÎncă nu există evaluări
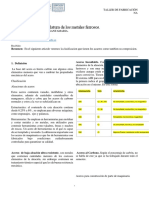
- Taller de MetalurgiaDocument10 paginiTaller de MetalurgiaWilmer Albeiro100% (1)
- Tipos de Materiales de Aporte para La Soldadura2Document26 paginiTipos de Materiales de Aporte para La Soldadura2Oscar Guerrero100% (1)
- INTRODUCCIÓNDocument20 paginiINTRODUCCIÓNAlfredo Pires CalviñoÎncă nu există evaluări
- Hornos de CrisolDocument13 paginiHornos de CrisolIan Brian Ordoñez100% (2)
- Soldadura Por Arco Eléctrico Con Electrodo Revestido PDFDocument31 paginiSoldadura Por Arco Eléctrico Con Electrodo Revestido PDFAnonymous tI6cgOO7NAÎncă nu există evaluări
- Aplicaciones Del HierroDocument3 paginiAplicaciones Del HierroJose Aliaga50% (2)
- Hierros Fundidos2Document54 paginiHierros Fundidos2Diana VanessaÎncă nu există evaluări
- Diagrama Fe-CDocument12 paginiDiagrama Fe-CHadri Yam LunacÎncă nu există evaluări
- Propiedades Mecánicas y Físicas de Loas MaterialesDocument5 paginiPropiedades Mecánicas y Físicas de Loas Materialesivanzuki50% (6)
- Tratamientos Termoquímicos Del AceroDocument11 paginiTratamientos Termoquímicos Del AceroSérgio Enrique Lara RgzÎncă nu există evaluări
- Tema 6 Metales y Aleaciones No FerrosasDocument61 paginiTema 6 Metales y Aleaciones No FerrosasLuis Jaime GonzalezÎncă nu există evaluări
- Produccion de Arrabio y Proceso de AceracionDocument17 paginiProduccion de Arrabio y Proceso de AceracionRamiro O CFÎncă nu există evaluări
- Ciencia de Los Materiales Resumen Capitulo Ii: Estructura Atomica CallisterDocument53 paginiCiencia de Los Materiales Resumen Capitulo Ii: Estructura Atomica CallisterAbel Caballero Lovon100% (1)
- Trabajo en Caliente PDFDocument9 paginiTrabajo en Caliente PDFNathalie HernandezÎncă nu există evaluări
- Materiales Metálicos: Propiedades Físicas, Mecánicas, Térmicas, Eléctricas, Químicas y ReológicasDocument2 paginiMateriales Metálicos: Propiedades Físicas, Mecánicas, Térmicas, Eléctricas, Químicas y ReológicasThe FrankÎncă nu există evaluări
- Texto Capitulo 5 Teoria de AleacionesDocument7 paginiTexto Capitulo 5 Teoria de Aleacionesjose alvaresÎncă nu există evaluări
- Procesos TermoquimicosDocument10 paginiProcesos TermoquimicosCarlos Ricardo Dominguez ReyesÎncă nu există evaluări
- 2b. Obtención Del Hierro y El Acero-Siderurgia-CompletoDocument10 pagini2b. Obtención Del Hierro y El Acero-Siderurgia-CompletoFochiyHachiÎncă nu există evaluări
- GuiaIdentificación de Metales2019-1semDocument13 paginiGuiaIdentificación de Metales2019-1semCarolina Arias Estrada100% (2)
- Proceso de AceracionDocument47 paginiProceso de AceracionCarlos Barrera HernandezÎncă nu există evaluări
- ACERO ALEADO: Características, propiedades y procesos de fabricaciónDocument26 paginiACERO ALEADO: Características, propiedades y procesos de fabricaciónFabian GarciaÎncă nu există evaluări
- CementaciónDocument5 paginiCementaciónJhonny tÎncă nu există evaluări
- Cap - 11 - Procesos de Fundición de MetalesDocument35 paginiCap - 11 - Procesos de Fundición de MetalesMerlínÎncă nu există evaluări
- Tratamiento TérmicoDocument5 paginiTratamiento TérmicoElmo VillaseñorÎncă nu există evaluări
- DurómetroDocument11 paginiDurómetro240593arÎncă nu există evaluări
- Metales FerrososDocument3 paginiMetales FerrososDavid GUZAN SANTAMARTAÎncă nu există evaluări
- Materiales No FerrososDocument12 paginiMateriales No FerrososMarco Antonio Carretes AnzuresÎncă nu există evaluări
- Ensayo de Charpy y de DurezaDocument24 paginiEnsayo de Charpy y de DurezaReynaldoCabezas100% (1)
- Análisis y Síntesis de Mecanismos ResumenDocument17 paginiAnálisis y Síntesis de Mecanismos ResumenGAM TZ- Tutos y Covers100% (1)
- Informe TIGDocument6 paginiInforme TIGFelipe Eduardo JimenezÎncă nu există evaluări
- Clasificación de AcerosDocument8 paginiClasificación de AcerosAdrián MejíaÎncă nu există evaluări
- TERMOPARESDocument7 paginiTERMOPARESGabriela ColosettiÎncă nu există evaluări
- Modulo 4 T1 Sistemas de Colada PDFDocument21 paginiModulo 4 T1 Sistemas de Colada PDFfedeÎncă nu există evaluări
- Historia y proceso de soldadura por electro escoriaDocument5 paginiHistoria y proceso de soldadura por electro escoriaPabloÎncă nu există evaluări
- Procesos de Fundición y Vacíado.Document69 paginiProcesos de Fundición y Vacíado.ReyKiremÎncă nu există evaluări
- Moldeo y ColadaDocument23 paginiMoldeo y ColadaJose Alejandro Orellana SolisÎncă nu există evaluări
- Clasificacion y Selección de Aceros 4Document13 paginiClasificacion y Selección de Aceros 4Candido Alberto Almeida HerreraÎncă nu există evaluări
- Tratamientos TermoquimicosDocument11 paginiTratamientos TermoquimicosCarlos DemesaÎncă nu există evaluări
- Propiedades y procesos de obtención de materiales ferrosos y no ferrososDocument26 paginiPropiedades y procesos de obtención de materiales ferrosos y no ferrososJENNIFER REYES NAALÎncă nu există evaluări
- TT NormalizadoDocument11 paginiTT NormalizadoWilmer Quezada MurilloÎncă nu există evaluări
- Procesos de Conformado Sin Arranque de Viruta U. 4Document10 paginiProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosÎncă nu există evaluări
- Tratamientos Termoquímicos IntroducciónDocument12 paginiTratamientos Termoquímicos IntroducciónTonny PerezÎncă nu există evaluări
- Electrodepósito de cobre en piezas metálicasDocument8 paginiElectrodepósito de cobre en piezas metálicasIsaac Sebastian A MÎncă nu există evaluări
- Cerámicos avanzados: alúmina, nitruro de silicio y carburo de silicioDocument6 paginiCerámicos avanzados: alúmina, nitruro de silicio y carburo de silicioJuanDiGil100% (1)
- 05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinDocument10 pagini05 Procesos Neumáticos de Aceración Bessemer y Siemens MartinChristian Huerta SolanoÎncă nu există evaluări
- Cómo Fundir AluminioDocument12 paginiCómo Fundir AluminioMary Luz Mamani ArcanaÎncă nu există evaluări
- Procesos de conformado sin arranque de virutaDocument17 paginiProcesos de conformado sin arranque de virutaMisael LopeezÎncă nu există evaluări
- Tratamientos Térmicos y Sus AplicacionesDocument12 paginiTratamientos Térmicos y Sus AplicacionesWilmer Alegria100% (1)
- Metalurgia Del ACERO para CertamenDocument36 paginiMetalurgia Del ACERO para CertamenRigobertoMedinaÎncă nu există evaluări
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe la EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosÎncă nu există evaluări
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe la EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoEvaluare: 5 din 5 stele5/5 (1)
- MprogintcDocument33 paginiMprogintcMaria MembreñoÎncă nu există evaluări
- PalindromoDocument1 paginăPalindromoXxGioMaRxXÎncă nu există evaluări
- Sesión 03 Metodo de La BiseccionDocument6 paginiSesión 03 Metodo de La BiseccionXxGioMaRxXÎncă nu există evaluări
- Primer BalotarioDocument5 paginiPrimer BalotarioXxGioMaRxXÎncă nu există evaluări
- Sesión 01 Series de Taylor y Maclaurin y Analisis de ErroresDocument6 paginiSesión 01 Series de Taylor y Maclaurin y Analisis de ErroresXxGioMaRxXÎncă nu există evaluări
- A0010 - 4de4 - MAI - ADMINISTRACION GENERAL PDFDocument36 paginiA0010 - 4de4 - MAI - ADMINISTRACION GENERAL PDFXxGioMaRxXÎncă nu există evaluări
- Balotario Examen Parcial Fìsica IIDocument1 paginăBalotario Examen Parcial Fìsica IIXxGioMaRxXÎncă nu există evaluări
- NTC9 PDFDocument13 paginiNTC9 PDFSantiago GarnicaÎncă nu există evaluări
- Metalurgia Del FeDocument13 paginiMetalurgia Del FeVeronica Yoko MoralesÎncă nu există evaluări
- Corrotec ProtectoDocument2 paginiCorrotec Protectodogbert2011Încă nu există evaluări
- Formato QW-482Document3 paginiFormato QW-482Jason PalmerÎncă nu există evaluări
- Accesorios Cobreybronce PDFDocument3 paginiAccesorios Cobreybronce PDFJhony Santisteban SuclupeÎncă nu există evaluări
- Sopletes CondorDocument17 paginiSopletes Condorosvaldo lopez100% (1)
- FT Aw Ferronilox 60Document2 paginiFT Aw Ferronilox 60franklinÎncă nu există evaluări
- EstaliaDocument104 paginiEstaliaCarlos FuentesÎncă nu există evaluări
- Investigacion Operativa Deber Parcial 2 PDFDocument18 paginiInvestigacion Operativa Deber Parcial 2 PDFmelaÎncă nu există evaluări
- Mecanismo Acción de Compuertas Verticales PlanasDocument4 paginiMecanismo Acción de Compuertas Verticales PlanasFranciscoBarrancoLopezÎncă nu există evaluări
- Dobladora ManualDocument56 paginiDobladora ManualFranciscoNietoTrejoÎncă nu există evaluări
- Aceros Al NíquelDocument2 paginiAceros Al NíquelDanilo AltamiranoÎncă nu există evaluări
- PVC Cat 06 Puerta-De-calleDocument46 paginiPVC Cat 06 Puerta-De-calleOscar VargasÎncă nu există evaluări
- TDS MX Ficha Técnica Malla DT ZN PDFDocument1 paginăTDS MX Ficha Técnica Malla DT ZN PDFjoeÎncă nu există evaluări
- Herramientas manuales de construcciónDocument9 paginiHerramientas manuales de construcciónHugo HdzÎncă nu există evaluări
- Clasificación de La Soldadura - Soldaduras de La Clasificacion A.W.SDocument8 paginiClasificación de La Soldadura - Soldaduras de La Clasificacion A.W.SingdianamartinezÎncă nu există evaluări
- Capitulo IDocument84 paginiCapitulo ILisa RobinsonÎncă nu există evaluări
- YLLATUPA LIMA, Marco LeninDocument25 paginiYLLATUPA LIMA, Marco LeninMarco Lenin YllatupaÎncă nu există evaluări
- Manual de Nomenclatur Final IIDocument34 paginiManual de Nomenclatur Final IIMelvin BeltetónÎncă nu există evaluări
- Precentacion Informe Sobre Valvula CheckDocument6 paginiPrecentacion Informe Sobre Valvula CheckJulian DavidÎncă nu există evaluări
- Calculo EstructuralDocument1 paginăCalculo EstructuralFelipe TunÎncă nu există evaluări
- Posticeria CapilarDocument74 paginiPosticeria CapilarTzitzi Casanova100% (4)
- Afilado de Brocas y BurilesDocument15 paginiAfilado de Brocas y Burilesluis diaz83% (6)
- Guia de Dilatacion LinealDocument4 paginiGuia de Dilatacion LinealEsteban Jimenez MartinezÎncă nu există evaluări
- Formato WpsDocument2 paginiFormato WpsDiego Yoel Pampa MamaniÎncă nu există evaluări
- Materiales para HerramientasDocument35 paginiMateriales para HerramientasXavier BedoyaÎncă nu există evaluări
- Fabricacion Del Cascabel de Panal Cetreria+ComDocument9 paginiFabricacion Del Cascabel de Panal Cetreria+Comjuanch011100% (1)
- Dobladora de TubosDocument10 paginiDobladora de TubosNelly ;Mercedes Tume CarhuatoctoÎncă nu există evaluări
- La Arquitectura Del Hierro y El CristalDocument40 paginiLa Arquitectura Del Hierro y El CristalNatalia Leiva50% (6)
- Metrado Graderias y Malla OlimpicaDocument8 paginiMetrado Graderias y Malla OlimpicaJorge Luis Cobeñas ChiroqueÎncă nu există evaluări