S-ar putea să vă placă și
- Proceso de mecanización por arranque de viruta. FMEH0109De la EverandProceso de mecanización por arranque de viruta. FMEH0109Evaluare: 5 din 5 stele5/5 (1)
- Velocidad de Corte de TaladradoDocument6 paginiVelocidad de Corte de TaladradoWiliams Lazo ZuñigaÎncă nu există evaluări
- Clase1-Torneado CónicoDocument57 paginiClase1-Torneado CónicoRenzo Palacios72% (43)
- Informe Refrentado y CilindradoDocument9 paginiInforme Refrentado y CilindradoXavi ArmijosÎncă nu există evaluări
- Cepillos de CodoDocument8 paginiCepillos de CodoCarlos ZuñigaÎncă nu există evaluări
- Tabla de Velocidad de CorteDocument5 paginiTabla de Velocidad de CorteAntonio DelgadoÎncă nu există evaluări
- Parametros de CorteDocument27 paginiParametros de CorteJuan Gerundas100% (1)
- La división mediante el cabezal divisor: procesos y cálculosDocument19 paginiLa división mediante el cabezal divisor: procesos y cálculosHernán Fuentes50% (2)
- Cuestionario Sobre El TornoDocument2 paginiCuestionario Sobre El TornoDaki Cabascango100% (2)
- AvellanadoDocument4 paginiAvellanadoBrayan Auvert67% (3)
- Torneado ExcentricoDocument12 paginiTorneado Excentricozippote67% (6)
- Desbaste ConicoDocument9 paginiDesbaste ConicoCarlos PilatasigÎncă nu există evaluări
- Tiempos de MecanizadoDocument21 paginiTiempos de Mecanizadotxarlitxan100% (3)
- Montajes de La Pieza en El TornoDocument4 paginiMontajes de La Pieza en El TornoLuisGabrielQuispeJuarezÎncă nu există evaluări
- Montajes para TornoDocument3 paginiMontajes para TornoReyes José Luis25% (4)
- Desarrollo Guia de RoscadoDocument16 paginiDesarrollo Guia de Roscadozuly olaya100% (1)
- Torneado de Conos: Ángulo de Inclinación del Carro PortaherramientasDocument9 paginiTorneado de Conos: Ángulo de Inclinación del Carro PortaherramientasWilliamCanro0% (2)
- Cabezal Divisor FresadoraDocument10 paginiCabezal Divisor Fresadoraanon_666921458Încă nu există evaluări
- Mecanizado de Superficies Cónicas y Agujeros de CentradoDocument33 paginiMecanizado de Superficies Cónicas y Agujeros de CentradoCarlos Arturo Lasso Vásquez40% (5)
- Maquinas Rectificadoras FinalDocument31 paginiMaquinas Rectificadoras FinalHoracho Del Castillo Hermoza50% (2)
- Montajes de La Pieza en El TornoDocument4 paginiMontajes de La Pieza en El TornoTatis Sierra85% (34)
- Fresado: Herramientas y procesos básicosDocument43 paginiFresado: Herramientas y procesos básicosMario Eduardo Toledo ChavezÎncă nu există evaluări
- Semana 10 - Fresado de Superficies Planas e Inclinadas PDFDocument24 paginiSemana 10 - Fresado de Superficies Planas e Inclinadas PDFJamil LozanoÎncă nu există evaluări
- Normas de seguridad en fresadoDocument5 paginiNormas de seguridad en fresadoHerlis Esmith Mija TacureÎncă nu există evaluări
- Cuestionario Fresadora PDFDocument4 paginiCuestionario Fresadora PDFMishel LópezÎncă nu există evaluări
- CuestionarioDocument2 paginiCuestionarioanon_653709434Încă nu există evaluări
- Conos y ConicidadDocument12 paginiConos y ConicidadDaniel Campos Ovando87% (15)
- Preguntas de FresadoraDocument8 paginiPreguntas de FresadoraLcÎncă nu există evaluări
- Introduccion para Guia Tambores GraduadosDocument10 paginiIntroduccion para Guia Tambores GraduadosFabian Rodrigo Sanchez Binimelis13% (8)
- El Trazado Manual en El Mantenimiento Mecánico IndustrialDocument3 paginiEl Trazado Manual en El Mantenimiento Mecánico Industrialjelexalozano50% (4)
- Afilado cuchilla tornoDocument4 paginiAfilado cuchilla tornoKatty Pinto78% (9)
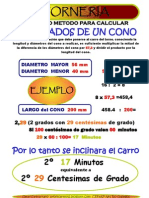
- Torneria Calculo de ConosDocument1 paginăTorneria Calculo de ConosTHOR 201371% (7)
- Cuestionario de TornoDocument24 paginiCuestionario de TornoManuel Cervantes100% (2)
- Cepillos de codo: maquinado conDocument4 paginiCepillos de codo: maquinado conMiguel Ángel MartinezÎncă nu există evaluări
- TORNO Velocidad J Avance y Profundidad de CorteDocument17 paginiTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Roscado EXPOSICIONDocument26 paginiRoscado EXPOSICIONAndres100% (1)
- Tipos de Cilindrado y Refrentado INTECAPDocument5 paginiTipos de Cilindrado y Refrentado INTECAPMaJo ArchilaÎncă nu există evaluări
- Cuestionario FresadoraDocument4 paginiCuestionario FresadoraGeovanny Michilena67% (6)
- FresadoDocument119 paginiFresadoJosé Manuel Molina67% (3)
- Torno ParaleloDocument37 paginiTorno ParaleloMaximiliano Rodrigo Cabestrero74% (38)
- Tema 1.cabezal Divisor PDFDocument35 paginiTema 1.cabezal Divisor PDFVictor JoelÎncă nu există evaluări
- Tipos de Cilindrado y RefrentadoDocument5 paginiTipos de Cilindrado y RefrentadoMaJo Archila100% (3)
- Hoja de Proceso CNCDocument4 paginiHoja de Proceso CNCAnonymous hTGKGfJDA100% (1)
- Balanceo de La Muela AbrasivaDocument10 paginiBalanceo de La Muela AbrasivaGaby's Guzmán60% (5)
- El Plato DivisorDocument30 paginiEl Plato DivisorPam Muñiz100% (1)
- Aparato divisor universal: métodos y aplicacionesDocument14 paginiAparato divisor universal: métodos y aplicacionesSam Hernandez50% (4)
- RectificadoDocument23 paginiRectificadoJosu SarraoaÎncă nu există evaluări
- Informe Rueda DentadaDocument8 paginiInforme Rueda DentadaLuis Ponce Zambrano100% (1)
- Tarea de FresaDocument16 paginiTarea de FresaLuis Reyes Meregildo67% (24)
- Cálculo y Construcción de EngranajesDocument82 paginiCálculo y Construcción de EngranajesgabrielÎncă nu există evaluări
- Metodos de Division (Recto)Document8 paginiMetodos de Division (Recto)Alan Vallejos Cerda0% (1)
- Trabajo Procesos de ManufacturaDocument28 paginiTrabajo Procesos de ManufacturacarlosespinozaaÎncă nu există evaluări
- Fundamentos de MecanizadoDocument10 paginiFundamentos de MecanizadoivetteÎncă nu există evaluări
- El TaladradoDocument12 paginiEl TaladradoJuan Crispin ToledoÎncă nu există evaluări
- Potencia o Fuerza de Corte en El TorneadoDocument4 paginiPotencia o Fuerza de Corte en El TorneadoFREDDY SAMUEL ALEGRE LOPEZÎncă nu există evaluări
- Velocidad de Corte y CorrelacionDocument8 paginiVelocidad de Corte y CorrelacionkmaciaspÎncă nu există evaluări
- Cálculos torneadoDocument4 paginiCálculos torneadoPablo Alejandro Burgos ZavaletaÎncă nu există evaluări
- Velocidad de Corte en TornosDocument6 paginiVelocidad de Corte en TornosAndres LopezÎncă nu există evaluări
- Exposicion de Procesos de MecanizadoDocument13 paginiExposicion de Procesos de MecanizadoJohan Steven Rivera RomeroÎncă nu există evaluări
- Torno - 3 Movimientos y CalculosDocument4 paginiTorno - 3 Movimientos y CalculosPablo Alejandro Burgos ZavaletaÎncă nu există evaluări
- Psicrometría prácticaDocument7 paginiPsicrometría prácticaCarl JoviÎncă nu există evaluări
- Calculo de Barras y SoportesDocument18 paginiCalculo de Barras y SoportesMarcos100% (2)
- Ejercicio de Flujo de PotenciaDocument4 paginiEjercicio de Flujo de PotenciaSEBASTIAN DAVID PINTOR AHUMADAÎncă nu există evaluări
- Zumo de Naranja CrioconcentradoDocument21 paginiZumo de Naranja CrioconcentradoConsuelo Toro SayasÎncă nu există evaluări
- Procedimiento para Medir Indice de RefraccionDocument96 paginiProcedimiento para Medir Indice de RefraccionOrland ChableÎncă nu există evaluări
- Guia ComplejosDocument3 paginiGuia ComplejosSeba MartinezÎncă nu există evaluări
- Muros de Contencion - TESIS PDFDocument148 paginiMuros de Contencion - TESIS PDFJhoel DuranÎncă nu există evaluări
- Determinación de ácido fosfórico en refrescos por titulación potenciométricaDocument13 paginiDeterminación de ácido fosfórico en refrescos por titulación potenciométricaYenny Castillo HoyleÎncă nu există evaluări
- Ensayo Física AplicadaDocument2 paginiEnsayo Física AplicadaMelanyÎncă nu există evaluări
- Transferencia de calor en tuberías y paredes aisladasDocument4 paginiTransferencia de calor en tuberías y paredes aisladasKevin GeraldÎncă nu există evaluări
- Reparación y cambio de calaminasDocument20 paginiReparación y cambio de calaminasLUIS VICTOR CORI ORTIZ100% (1)
- Prueba Parcial de Matematica II Medio, Factorizacion 2Document3 paginiPrueba Parcial de Matematica II Medio, Factorizacion 2Profe GabbyÎncă nu există evaluări
- Fundamentos de Alineacion!!Document3 paginiFundamentos de Alineacion!!Luis Arturo Salinas CarreonÎncă nu există evaluări
- Proyecto CARGADORDocument22 paginiProyecto CARGADORVinicio TigseÎncă nu există evaluări
- Practicas de Matlab - Sistemas LinealesDocument9 paginiPracticas de Matlab - Sistemas LinealesDaniel Diego HorcajueloÎncă nu există evaluări
- Sistemas Materiales. EjercitaciónDocument3 paginiSistemas Materiales. EjercitaciónCristina BenayÎncă nu există evaluări
- Métodos de fabricación de engranesDocument8 paginiMétodos de fabricación de engranesKevin Arturo Medina QuirozÎncă nu există evaluări
- LAB6 - Nivel - Flujo Deza Tito Omar-Rivadeneira MichaelDocument12 paginiLAB6 - Nivel - Flujo Deza Tito Omar-Rivadeneira MichaelOmarZhito DezaÎncă nu există evaluări
- Cálculos de velocidad, masa, peso, volumen y presión de fluidosDocument5 paginiCálculos de velocidad, masa, peso, volumen y presión de fluidosAnonymous 6meMTlÎncă nu există evaluări
- Verificación experimental modelo difusión calor unidimensionalDocument4 paginiVerificación experimental modelo difusión calor unidimensionalLider Samir Galeano MolinaÎncă nu există evaluări
- Diferenciación de FuncionesDocument71 paginiDiferenciación de FuncionesAMYNNXXXXÎncă nu există evaluări
- Eliminación Del Biofouling en Intercambiadores de Calor-Condensadores Que Minimicen El Impacto Ambiental en El Medio MarinoDocument742 paginiEliminación Del Biofouling en Intercambiadores de Calor-Condensadores Que Minimicen El Impacto Ambiental en El Medio MarinoYesenia Rojas Lillo0% (1)
- Influencia Del Tratamiento Térmico de Ablandamiento Sobre Uniones Soldadas de Aluminio AA6063 Por Proceso FSWDocument115 paginiInfluencia Del Tratamiento Térmico de Ablandamiento Sobre Uniones Soldadas de Aluminio AA6063 Por Proceso FSWMiguel CapassoÎncă nu există evaluări
- Extintores PortatilesDocument37 paginiExtintores PortatilesCI Amilcar50% (4)
- TALLER QUIMICA - Guía de Química Grado 11Document4 paginiTALLER QUIMICA - Guía de Química Grado 11Juan Humanez PosadaÎncă nu există evaluări
- Grupo I y II de La Tabla PeriodicaDocument5 paginiGrupo I y II de La Tabla PeriodicaAgguu CaloiaÎncă nu există evaluări
- Tecnologías de Produccion MiSwacoDocument72 paginiTecnologías de Produccion MiSwacoJuan Heredia100% (1)
- Segunda Ley de La TermodinamicaDocument3 paginiSegunda Ley de La TermodinamicaMichelle Baquedano MuroÎncă nu există evaluări
- Modelo corpuscular materiaDocument30 paginiModelo corpuscular materialeanabel77Încă nu există evaluări