S-ar putea să vă placă și
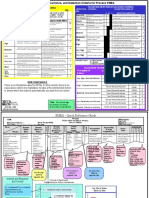
- PFMEA Reference CardDocument2 paginiPFMEA Reference Cardkeyoor_pat100% (2)
- Suggested Pfmea Evaluation CriteriaDocument2 paginiSuggested Pfmea Evaluation Criteriatrfcprop100% (1)
- CBIP Publication No 295Document422 paginiCBIP Publication No 295Pravin Narkhede100% (7)
- Root Cause TemplateDocument19 paginiRoot Cause TemplateFiroz Khan100% (3)
- P30 Drivetrain Repair - Sports CarDocument104 paginiP30 Drivetrain Repair - Sports CarAllan Cancino100% (1)
- Error Proofing TechniquesDocument38 paginiError Proofing TechniquesDeepali ParmarÎncă nu există evaluări
- FMEA TemplateDocument5 paginiFMEA TemplateLeonardoViannaÎncă nu există evaluări
- Icm U1d7 Simplifying Exponential Expressions 1Document2 paginiIcm U1d7 Simplifying Exponential Expressions 1kazamÎncă nu există evaluări
- Sampling PlansDocument16 paginiSampling PlanssamadmsinÎncă nu există evaluări
- Severity, Occurrence, and Detection Criteria For Design FMEADocument2 paginiSeverity, Occurrence, and Detection Criteria For Design FMEAtejashraj93Încă nu există evaluări
- How To Troubleshoot Ecu Controlled Systems: Repair Manual SystemDocument17 paginiHow To Troubleshoot Ecu Controlled Systems: Repair Manual SystemOscar AcevedoÎncă nu există evaluări
- Multiple Choice QuestionsDocument12 paginiMultiple Choice QuestionsSarath Bhushan Kaluturi85% (13)
- PFMEA Ranking Table Rating Criteria Action GuidelineDocument10 paginiPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoÎncă nu există evaluări
- Building a Successful Board-Test StrategyDe la EverandBuilding a Successful Board-Test StrategyEvaluare: 4 din 5 stele4/5 (1)
- Pe Pipelines Pressure Testing Handbook En805Document26 paginiPe Pipelines Pressure Testing Handbook En805Alin Dumitru100% (1)
- PFMEA Reference Card PDFDocument2 paginiPFMEA Reference Card PDFRajesh Yadav100% (6)
- PFMEADocument10 paginiPFMEAsmallik3100% (1)
- Galileo Basic CommandsDocument9 paginiGalileo Basic Commandsbharatstar85% (13)
- Mercer 9100Document16 paginiMercer 9100dtmgoÎncă nu există evaluări
- Fmeca: Failure Modes, Effects and Criticality AnalysisDocument30 paginiFmeca: Failure Modes, Effects and Criticality AnalysisGledson Diniz100% (1)
- FMEADocument10 paginiFMEAlibyanleopardÎncă nu există evaluări
- FMEADocument7 paginiFMEAnishuÎncă nu există evaluări
- Practical Approaches to Method Validation and Essential Instrument QualificationDe la EverandPractical Approaches to Method Validation and Essential Instrument QualificationÎncă nu există evaluări
- Chapter 5 Final A5 EditDocument8 paginiChapter 5 Final A5 EditkINGÎncă nu există evaluări
- TestStand Computer MotherboardDocument8 paginiTestStand Computer MotherboardGeorge RobuÎncă nu există evaluări
- Advanced Process Control: Beyond Single Loop ControlDe la EverandAdvanced Process Control: Beyond Single Loop ControlÎncă nu există evaluări
- MeasureDocument51 paginiMeasureAshwani KumarÎncă nu există evaluări
- Properties of C-Purlins Adopted From Aisc Steel Construction Manual 13Th EditionDocument51 paginiProperties of C-Purlins Adopted From Aisc Steel Construction Manual 13Th EditionD MÎncă nu există evaluări
- Poka Yoke: WE School P.G.E-Biz 2009-11Document7 paginiPoka Yoke: WE School P.G.E-Biz 2009-11urvithakkar86Încă nu există evaluări
- Control ChartDocument50 paginiControl ChartAnand Dubey0% (1)
- BUILDING SERVICES-I Sanitary Fixtures, Fittings & Wellness-1Document48 paginiBUILDING SERVICES-I Sanitary Fixtures, Fittings & Wellness-1Vidya Hitti100% (2)
- PFMEA EncodeDocument4 paginiPFMEA EncodeBooniz-bonice EliasÎncă nu există evaluări
- 6sigma - Control PhaseDocument130 pagini6sigma - Control Phasesathya_145Încă nu există evaluări
- Detection Table - AIAG-VDA Process FMEADocument1 paginăDetection Table - AIAG-VDA Process FMEARaajha MunibathiranÎncă nu există evaluări
- Cisco CCNA 640-607 CompleteDocument30 paginiCisco CCNA 640-607 CompleteAnkit OswalÎncă nu există evaluări
- Semi-Markov Models: Control of Restorable Systems with Latent FailuresDe la EverandSemi-Markov Models: Control of Restorable Systems with Latent FailuresÎncă nu există evaluări
- User Manual For Standard F200 Analyzer: Manufactured byDocument64 paginiUser Manual For Standard F200 Analyzer: Manufactured byAbderrahmen ACHOU100% (1)
- Work Instruction For Error ProofingDocument4 paginiWork Instruction For Error ProofingBALAJI100% (1)
- Detection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionDocument1 paginăDetection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionaslamÎncă nu există evaluări
- Severity Ranking (Sev) : Score Criteria 10 9 8 7 6 5 4 3 2 1Document2 paginiSeverity Ranking (Sev) : Score Criteria 10 9 8 7 6 5 4 3 2 1Sushil Kr ChaurasiaÎncă nu există evaluări
- Copia de FORMATO AmefDocument2 paginiCopia de FORMATO AmefDavid SaucedoÎncă nu există evaluări
- Fmea TableDocument4 paginiFmea TableAfzal RÎncă nu există evaluări
- PFMEA AIAG VDA Detection Rating PDFDocument1 paginăPFMEA AIAG VDA Detection Rating PDFRamdas PaithankarÎncă nu există evaluări
- Detection ScaleDocument1 paginăDetection ScaleSergio LoayzaÎncă nu există evaluări
- Detection RankingDocument1 paginăDetection RankingAbinash KumarÎncă nu există evaluări
- Severity Evaluation CriteriaDocument2 paginiSeverity Evaluation CriteriakhmortezaÎncă nu există evaluări
- The 7 Steps of Process-FMEA: Step 1: Planning and PreparationDocument2 paginiThe 7 Steps of Process-FMEA: Step 1: Planning and PreparationTarun PrabhakarÎncă nu există evaluări
- Table P3 For Detection RatingDocument2 paginiTable P3 For Detection RatingAhmad Bin Ismail KhanÎncă nu există evaluări
- Fmea Detection TableDocument1 paginăFmea Detection TableR.BalasubramaniÎncă nu există evaluări
- FMEA Ranking RRDocument1 paginăFMEA Ranking RRclementiÎncă nu există evaluări
- FMEA Rating ScaleDocument2 paginiFMEA Rating ScaleSridharan VenkatÎncă nu există evaluări
- Failure Mode and Effect AnalysisDocument25 paginiFailure Mode and Effect AnalysislokelooksÎncă nu există evaluări
- QCAR QuizDocument4 paginiQCAR QuizVenkat ReddyÎncă nu există evaluări
- Installation VH20Document21 paginiInstallation VH20Cuong VuÎncă nu există evaluări
- The 4 Components of ZDQDocument37 paginiThe 4 Components of ZDQMuhammad Gullraiz ChohanÎncă nu există evaluări
- BTH 780 Reliability Engineering: Topic: Maintenance, Maintainability & AvailabilityDocument38 paginiBTH 780 Reliability Engineering: Topic: Maintenance, Maintainability & AvailabilityNeuky ElsÎncă nu există evaluări
- How To Monitor Performance in Proficiency Testing: MR Philip BriggsDocument3 paginiHow To Monitor Performance in Proficiency Testing: MR Philip BriggsAdmer Rey C. DablioÎncă nu există evaluări
- 4200 Performance Verification Manual 2020.2.0Document14 pagini4200 Performance Verification Manual 2020.2.0Ana Gabriela OjedaÎncă nu există evaluări
- Mistake Proofing Information N ExampleDocument4 paginiMistake Proofing Information N ExampleeddiekuangÎncă nu există evaluări
- Analisis de Modalidades Y Efectos de Fallas Potenciales (Amef)Document19 paginiAnalisis de Modalidades Y Efectos de Fallas Potenciales (Amef)Juana RivasÎncă nu există evaluări
- CPHQ ControlDocument26 paginiCPHQ ControlibmÎncă nu există evaluări
- Lecture 6 - FMEADocument6 paginiLecture 6 - FMEACherie DiazÎncă nu există evaluări
- Amef - Risk AnalysisDocument8 paginiAmef - Risk AnalysisUSUIEÎncă nu există evaluări
- Test Result Status 13 Apr 17:02 Aulispro Something To TestDocument5 paginiTest Result Status 13 Apr 17:02 Aulispro Something To Testhulk87Încă nu există evaluări
- Basics of A Five Point CalibrationDocument2 paginiBasics of A Five Point Calibrationavandetq15Încă nu există evaluări
- Updates Dec09 AIAG FMEA-Ranking-TablesDocument3 paginiUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- Failure Modes and Effect Analysis of Electro-Pneumatics SystemDocument9 paginiFailure Modes and Effect Analysis of Electro-Pneumatics SystemmutluÎncă nu există evaluări
- FMEA TemplateDocument6 paginiFMEA TemplateHiếu Trần100% (1)
- DFMEArefcard PDFDocument2 paginiDFMEArefcard PDFIgor PÎncă nu există evaluări
- Software Error Detection through Testing and AnalysisDe la EverandSoftware Error Detection through Testing and AnalysisÎncă nu există evaluări
- Intelligent Technologies for Automated Electronic SystemsDe la EverandIntelligent Technologies for Automated Electronic SystemsÎncă nu există evaluări
- Electromagnetic FlowmeterDocument10 paginiElectromagnetic FlowmeterAjjay KumarÎncă nu există evaluări
- Syllogism IIDocument8 paginiSyllogism IIanon_293252604100% (1)
- Manual - Book-Vektor Ablerex - MsiiDocument24 paginiManual - Book-Vektor Ablerex - MsiiIndonesian's LOVEÎncă nu există evaluări
- g-12 p-1 TestDocument5 paginig-12 p-1 TestDev SethiÎncă nu există evaluări
- A Mathematical Model For The Spatiotemporal Epidemic Spreading of COVID19Document13 paginiA Mathematical Model For The Spatiotemporal Epidemic Spreading of COVID19Barbara BusanelloÎncă nu există evaluări
- IMO 2019 NotesDocument13 paginiIMO 2019 NotesAndrei346Încă nu există evaluări
- Important Gate Topics For Mechanical Engineering (Me) - Mechanical Gate Basic ConceptsDocument9 paginiImportant Gate Topics For Mechanical Engineering (Me) - Mechanical Gate Basic ConceptsSatheesh ChandranÎncă nu există evaluări
- Paper 1: Year 9 Mathematics TestDocument32 paginiPaper 1: Year 9 Mathematics TestMa XóÎncă nu există evaluări
- Biology Final Exam - Print - QuizizzDocument5 paginiBiology Final Exam - Print - QuizizzrubelliteÎncă nu există evaluări
- H61M HVSDocument55 paginiH61M HVSXì DầuÎncă nu există evaluări
- Traffic Flow Theory and Delay - Part6Document5 paginiTraffic Flow Theory and Delay - Part6Sai Kumar0% (1)
- Edge Crush Test-Tappi-2007Document13 paginiEdge Crush Test-Tappi-2007김강형Încă nu există evaluări
- Thermowax Issues Reparation Autochoke Som fastnat-GCV140-160-190Document6 paginiThermowax Issues Reparation Autochoke Som fastnat-GCV140-160-190coyote556Încă nu există evaluări
- Datos JeanDocument8 paginiDatos JeanJean Carlo GuarenasÎncă nu există evaluări
- Multimeter Parts and Functions PDFDocument15 paginiMultimeter Parts and Functions PDFmarkÎncă nu există evaluări
- P521 OrderForm - V18 - 09 - 2014Document11 paginiP521 OrderForm - V18 - 09 - 2014Pakde NdokÎncă nu există evaluări
- Line Matching Unit For PLC: Features and ApplicationsDocument2 paginiLine Matching Unit For PLC: Features and ApplicationsLaurentiuÎncă nu există evaluări
- Of Intrinsic Validity - A Study On The Relevance of Pūrva Mīmā SāDocument29 paginiOf Intrinsic Validity - A Study On The Relevance of Pūrva Mīmā SāDanillo Costa LimaÎncă nu există evaluări
- RN Nemo Outdoor 7 6 0 7 30th June 2015Document55 paginiRN Nemo Outdoor 7 6 0 7 30th June 2015yatishjainkotaÎncă nu există evaluări