S-ar putea să vă placă și
- Grinding With Tube MillDocument43 paginiGrinding With Tube MillrecaiÎncă nu există evaluări
- Osm Engineering: Pneumatic Conveying Pvt. LTDDocument22 paginiOsm Engineering: Pneumatic Conveying Pvt. LTDJoe Estes80% (5)
- Rectangular Silos Interaction of Structure and Stored Bulk SolidDocument262 paginiRectangular Silos Interaction of Structure and Stored Bulk Solidsandigric100% (6)
- Principles of Ruminant Production and Health Herd ManagementDocument16 paginiPrinciples of Ruminant Production and Health Herd ManagementHermione MalfoyÎncă nu există evaluări
- Atox 45 Raw Mill Critical Interlock SheetDocument6 paginiAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunÎncă nu există evaluări
- Nabard DPR Feed Proccessing PlantDocument31 paginiNabard DPR Feed Proccessing Plantsrscribd1075% (4)
- Atox 20 Coal Mill Critical Interlock SheetDocument6 paginiAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunÎncă nu există evaluări
- VDZ Cement Manufacturing Course FlyerDocument4 paginiVDZ Cement Manufacturing Course FlyerfaheemqcÎncă nu există evaluări
- Ash Handling Systen in A Power PlantDocument33 paginiAsh Handling Systen in A Power PlantScyrucs Singh100% (1)
- ASh Silo Sizing CalculationDocument7 paginiASh Silo Sizing CalculationDurjoy Chakraborty100% (3)
- Equipment Dossier R0Document50 paginiEquipment Dossier R0Kenny RuizÎncă nu există evaluări
- 03 Ball Mill EDMDocument47 pagini03 Ball Mill EDMrecai100% (1)
- KEP Presentation NCJWDocument28 paginiKEP Presentation NCJWfilu786Încă nu există evaluări
- Technical Specification of VSK PDFDocument28 paginiTechnical Specification of VSK PDFmaran.suguÎncă nu există evaluări
- Knowledge Sharing Training On Grinding Operation by Alok VermaDocument29 paginiKnowledge Sharing Training On Grinding Operation by Alok VermaBir SinghÎncă nu există evaluări
- CFsiloloreslowres PDFDocument8 paginiCFsiloloreslowres PDFtaghdirimÎncă nu există evaluări
- Rescue Plan For Confined SpaceDocument26 paginiRescue Plan For Confined SpaceSARFARAZ KHANÎncă nu există evaluări
- False Air CalcDocument2 paginiFalse Air CalcVijay Bhan100% (1)
- Myanmar Cement-1Document14 paginiMyanmar Cement-1Mohammed AbdoÎncă nu există evaluări
- Studies of Cement Mill CircuitDocument3 paginiStudies of Cement Mill CircuitRobson de Freitas Werling100% (1)
- Ball Mill OptimiztionDocument8 paginiBall Mill OptimiztionShakil AhmadÎncă nu există evaluări
- Dinesh Agrawal: Dry-ProcessDocument19 paginiDinesh Agrawal: Dry-ProcessSantanu PachhalÎncă nu există evaluări
- 4 - False Air Profile Dry Preheater KilnDocument1 pagină4 - False Air Profile Dry Preheater KilnSundara SubramaniyanÎncă nu există evaluări
- BasicCementChem - CIL2Document30 paginiBasicCementChem - CIL2D'izmi D'barcaÎncă nu există evaluări
- GGBFS Opeartion ManualDocument41 paginiGGBFS Opeartion ManualPushpendra Kumar KushwahaÎncă nu există evaluări
- Tromp Curve Example PDFDocument3 paginiTromp Curve Example PDFThaigroup Cement100% (1)
- Kiln Instruction (Shargh)Document65 paginiKiln Instruction (Shargh)hamid hoorshad100% (1)
- High Air To Cloth Ratio Bag FilterDocument2 paginiHigh Air To Cloth Ratio Bag Filterayaskant751001Încă nu există evaluări
- Pneumatic TechnikDocument16 paginiPneumatic TechnikFarid AhmedÎncă nu există evaluări
- VRM OKoookuuiiiiljjjjyggyyDocument8 paginiVRM OKoookuuiiiiljjjjyggyyRakaÎncă nu există evaluări
- Process Costing LafargeDocument23 paginiProcess Costing LafargeGbrnr Ia AndrntÎncă nu există evaluări
- Ceramic Ball in Cement IndustryDocument6 paginiCeramic Ball in Cement IndustryMauricio PortillaÎncă nu există evaluări
- TL Van Hanh Roller MillDocument117 paginiTL Van Hanh Roller MillDương Quang KhánhÎncă nu există evaluări
- Ten Steps To An Effective Bin Design - AIChEDocument8 paginiTen Steps To An Effective Bin Design - AIChEhwang2Încă nu există evaluări
- VRM C SimulatorDocument19 paginiVRM C SimulatorIrshad HussainÎncă nu există evaluări
- Chapter 6-Bunkers & Silos PDFDocument20 paginiChapter 6-Bunkers & Silos PDFFiraol TayeÎncă nu există evaluări
- Manufacturing Workforce Training Production: Operation Area(s) : Category: Module/Sub-Module: Presentation Name: DateDocument28 paginiManufacturing Workforce Training Production: Operation Area(s) : Category: Module/Sub-Module: Presentation Name: DateManekGorisÎncă nu există evaluări
- Medium Storage Silos C 101460023 EngDocument7 paginiMedium Storage Silos C 101460023 EngBruno100% (1)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 paginiCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiÎncă nu există evaluări
- Questionnaire For Pyroprocessing ModificationDocument8 paginiQuestionnaire For Pyroprocessing ModificationVijay BhanÎncă nu există evaluări
- Jaypee Cement Plant Grinding Uniit-3Document27 paginiJaypee Cement Plant Grinding Uniit-3sunil kumar patelÎncă nu există evaluări
- Pneumatic Conveying Solutions PelletronDocument20 paginiPneumatic Conveying Solutions Pelletroncandhare100% (1)
- Bab 2 Raw Mill System DG VRMDocument80 paginiBab 2 Raw Mill System DG VRMJoko DewotoÎncă nu există evaluări
- PE Pyroprocessing Day 4 Volatilisation Balance Calculation: June 2004Document18 paginiPE Pyroprocessing Day 4 Volatilisation Balance Calculation: June 2004recaiÎncă nu există evaluări
- Type of SurfaceDocument31 paginiType of SurfaceD N SHARMAÎncă nu există evaluări
- Burners - ACMCDocument19 paginiBurners - ACMCMuhammad ZaghloulÎncă nu există evaluări
- Optimisation of The Rotary KilnDocument34 paginiOptimisation of The Rotary KilnSampathkumar Mtech100% (3)
- CFsilo A4Document8 paginiCFsilo A4arcelitasÎncă nu există evaluări
- Bulk Solids HandlingDocument20 paginiBulk Solids HandlingAnonymous Cxriyx9HIX100% (1)
- Bab 2 Raw Mill System DG VRMDocument80 paginiBab 2 Raw Mill System DG VRMJoko DewotoÎncă nu există evaluări
- Amrit Cement Industrial ReportDocument38 paginiAmrit Cement Industrial Reportmanish mohan upadhyayÎncă nu există evaluări
- Cement Process ChemistryDocument72 paginiCement Process ChemistryGiequat100% (1)
- Jaypee Cement Project ReportDocument29 paginiJaypee Cement Project ReportPurnendu MishraÎncă nu există evaluări
- Process Operation Manual For Clinker Burning SystemDocument109 paginiProcess Operation Manual For Clinker Burning SystemGebrehiwot Esayas100% (1)
- ResumeDocument3 paginiResumeHari Prathap ReddyÎncă nu există evaluări
- Per Banding An Desain Fls Pfister FeederDocument5 paginiPer Banding An Desain Fls Pfister Feederde_chemenx2540Încă nu există evaluări
- HASLER Coalvit-400 For Fine CoalDocument37 paginiHASLER Coalvit-400 For Fine CoalĐi Để ĐếnÎncă nu există evaluări
- Kiln Eval Line IDocument1 paginăKiln Eval Line IRaji SuriÎncă nu există evaluări
- Collaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurDocument4 paginiCollaboration Cuts Costs and Increases Capacity by 35%: CASE: India Cements Limited, ChilamkurjmpbarrosÎncă nu există evaluări
- CoolerDocument3 paginiCoolerRizwanKhanÎncă nu există evaluări
- Pyrojet-Burner (34201)Document12 paginiPyrojet-Burner (34201)Long LêÎncă nu există evaluări
- VB 29 - 10Document5 paginiVB 29 - 10Kenny RuizÎncă nu există evaluări
- VRM Daily Stoppage DetailsDocument7 paginiVRM Daily Stoppage DetailsValipireddy NagarjunÎncă nu există evaluări
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 paginiVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuÎncă nu există evaluări
- Department:Production: Cement Mill Process Control and OperationDocument6 paginiDepartment:Production: Cement Mill Process Control and OperationZegera MgendiÎncă nu există evaluări
- Ball-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceDocument7 paginiBall-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceMin MCLÎncă nu există evaluări
- Greco - Flexiflame Burner Data Gathering Form: ObservationsDocument4 paginiGreco - Flexiflame Burner Data Gathering Form: ObservationsDilnesa EjiguÎncă nu există evaluări
- Conveying SystemDocument33 paginiConveying SystemYhaneÎncă nu există evaluări
- 03mill SlidesDocument21 pagini03mill SlidesNael El SayyadÎncă nu există evaluări
- Vertical Roller Mill Steps To Adjust When Temp VariesDocument2 paginiVertical Roller Mill Steps To Adjust When Temp VariesVijay BhanÎncă nu există evaluări
- Rotary Kiln Zones PDFDocument1 paginăRotary Kiln Zones PDFclauÎncă nu există evaluări
- Description of Raw Meal BlendingDocument9 paginiDescription of Raw Meal BlendingJoseph Novilla100% (1)
- CFS Controlled Flow Storage Silo: Highly Reliable Extraction Low Air and Specific Power ConsumptionDocument4 paginiCFS Controlled Flow Storage Silo: Highly Reliable Extraction Low Air and Specific Power ConsumptionSamehibrahemÎncă nu există evaluări
- Lecture No5Document20 paginiLecture No5Vishnu SrivastavaÎncă nu există evaluări
- 12 Auxiliary EquipamentDocument14 pagini12 Auxiliary EquipamentEdith Chavez LindosÎncă nu există evaluări
- NagrajDocument86 paginiNagrajsamarkhn73Încă nu există evaluări
- Martinplus Silo Solutions: Storage Vessel Cleaning Service and ProductsDocument8 paginiMartinplus Silo Solutions: Storage Vessel Cleaning Service and ProductstacosanchezbrayanÎncă nu există evaluări
- Roller Compacted ConcreteDocument34 paginiRoller Compacted ConcreteJerome PalmaÎncă nu există evaluări
- BHG - Transfer Chute Data SheetDocument2 paginiBHG - Transfer Chute Data Sheetacas35Încă nu există evaluări
- EARLAGE EM INGL+èSDocument4 paginiEARLAGE EM INGL+èSTiago G. LopesÎncă nu există evaluări
- Ash Handling SystemDocument16 paginiAsh Handling SystemashokÎncă nu există evaluări
- Introduction To Vessels and Vessel OrientationDocument15 paginiIntroduction To Vessels and Vessel OrientationSanjay PatelÎncă nu există evaluări
- JS-200 - Powder Storage CabinetDocument2 paginiJS-200 - Powder Storage CabinetInaamÎncă nu există evaluări
- Esdep Lecture Note (Wg15)Document23 paginiEsdep Lecture Note (Wg15)mabuhamdÎncă nu există evaluări
- Managing Forage in Silo BagsDocument4 paginiManaging Forage in Silo Bagsmisteryo10Încă nu există evaluări
- VB Series Italvibras VibratorsDocument16 paginiVB Series Italvibras VibratorsElv LarsÎncă nu există evaluări
- Solimar Fluidizer Data SheetDocument2 paginiSolimar Fluidizer Data SheetYugmeshÎncă nu există evaluări
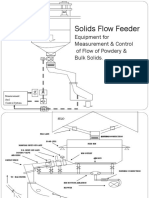
- SFFDocument7 paginiSFFAbhishek DuttaÎncă nu există evaluări
- I-10XX-A-DE-1100XXXX-TSD For Additive Handling System-00Document15 paginiI-10XX-A-DE-1100XXXX-TSD For Additive Handling System-00Rashid patel100% (1)