S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Mig Gmaw Welding 1Document26 paginiMig Gmaw Welding 1HAZEL BELLOÎncă nu există evaluări
- SMAW BasicsDocument28 paginiSMAW BasicssanjibkrjanaÎncă nu există evaluări
- OVERLAY WELD KG & RUN TIME ESTIMATIONDocument32 paginiOVERLAY WELD KG & RUN TIME ESTIMATIONDenial Basanovic100% (1)
- Documents - Pub - Advanced Welding TechnologyDocument60 paginiDocuments - Pub - Advanced Welding TechnologybalamuruganÎncă nu există evaluări
- Sunstone-2021-Product-Catalog v20211004Document30 paginiSunstone-2021-Product-Catalog v20211004Race Automotive ElectronicsÎncă nu există evaluări
- Lab Exp Manual Workshop 2018 19Document32 paginiLab Exp Manual Workshop 2018 19Babeet JaatÎncă nu există evaluări
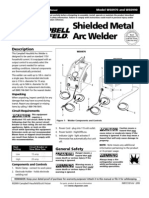
- Campbell Hausfeld 70 Amp Stick WelderDocument36 paginiCampbell Hausfeld 70 Amp Stick Welderb0beiii100% (1)
- Dakshin Dinajpur TP ListDocument5 paginiDakshin Dinajpur TP ListDeb D Creative StudioÎncă nu există evaluări
- Cim Module 4Document21 paginiCim Module 4Shashank ShastriÎncă nu există evaluări
- Clause Out of Z662 For AttachmentsDocument1 paginăClause Out of Z662 For AttachmentsRandy SauderÎncă nu există evaluări
- A514 Grade S Brochure 06-25-08Document2 paginiA514 Grade S Brochure 06-25-08anjangandak2932Încă nu există evaluări
- List of Welding StandardsDocument5 paginiList of Welding StandardsSandip Das100% (1)
- Difference Between Single Point and Multi Point Cutting ToolDocument10 paginiDifference Between Single Point and Multi Point Cutting ToolP. Morales EdgarÎncă nu există evaluări
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 paginiNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosÎncă nu există evaluări
- Technical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerDocument23 paginiTechnical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerjuanÎncă nu există evaluări
- Russ Welding StandartDocument225 paginiRuss Welding StandartNGUYEN VINHÎncă nu există evaluări
- Workshop Practice Guide for Manufacturing FundamentalsDocument32 paginiWorkshop Practice Guide for Manufacturing Fundamentalsmanipsg100% (2)
- GMAW 20 MCQ With AnswerDocument2 paginiGMAW 20 MCQ With AnswerHarminder Kumar60% (5)
- Striking ArcDocument96 paginiStriking ArcJohn Wilner DirectoÎncă nu există evaluări
- Fabrication of Hastelloy Corrosion-Resistant AlloysDocument40 paginiFabrication of Hastelloy Corrosion-Resistant AlloysAli VarmazyarÎncă nu există evaluări
- Welding TerminologyDocument4 paginiWelding TerminologyShahid HussainÎncă nu există evaluări
- Analysis of The Flux Consumption and Metal Transfer For Tandem Submerged Arc Welding Process Under Iso Heat Input ConditionsDocument6 paginiAnalysis of The Flux Consumption and Metal Transfer For Tandem Submerged Arc Welding Process Under Iso Heat Input ConditionsShivam SinghÎncă nu există evaluări
- Sav 4740Document72 paginiSav 4740tlidiaÎncă nu există evaluări
- Double V Weld CalculationDocument8 paginiDouble V Weld CalculationHgagselim SelimÎncă nu există evaluări
- What Is The Difference Between Welding TransformerDocument33 paginiWhat Is The Difference Between Welding TransformerAkhilesh KumarÎncă nu există evaluări
- Construction Solutions: Maximize Productivity. Optimize Weld Quality. Improve Your Bottom LineDocument12 paginiConstruction Solutions: Maximize Productivity. Optimize Weld Quality. Improve Your Bottom LineAlberto LobonesÎncă nu există evaluări
- Arc Welding: Assignment in Ce12Document5 paginiArc Welding: Assignment in Ce12Analyn NatividadÎncă nu există evaluări
- Sanden Vikas NewDocument67 paginiSanden Vikas NewNaved KhanÎncă nu există evaluări
- Top 10 Welding Processes ExplainedDocument9 paginiTop 10 Welding Processes ExplainedMunem ShahriarÎncă nu există evaluări
- WELD-A Welding Guide For Beginners - Beginner Welding GuideDocument11 paginiWELD-A Welding Guide For Beginners - Beginner Welding GuidepeterÎncă nu există evaluări