S-ar putea să vă placă și
- Kiln StabilityDocument6 paginiKiln Stabilityraobabar21Încă nu există evaluări
- Divasil: General InformationDocument1 paginăDivasil: General Informationmahreza189Încă nu există evaluări
- 1-X Lift Liner CatalogueDocument6 pagini1-X Lift Liner Cataloguemahreza189Încă nu există evaluări
- 1 - Grinding Media Catalogue PDFDocument14 pagini1 - Grinding Media Catalogue PDFmahreza189Încă nu există evaluări
- Didomur B52V-03 M: General InformationDocument1 paginăDidomur B52V-03 M: General Informationmahreza189Încă nu există evaluări
- New Developments in Monolithic ProductsDocument59 paginiNew Developments in Monolithic Productsmahreza189100% (1)
- Kiln Shell CoolingDocument4 paginiKiln Shell CoolingjmpbarrosÎncă nu există evaluări
- 1-X Win CatalogueDocument6 pagini1-X Win Cataloguemahreza189Încă nu există evaluări
- 6-SD Reference ListDocument5 pagini6-SD Reference Listmahreza189Încă nu există evaluări
- High-temperature refractory brick made from magnesia-chromite raw materialsDocument1 paginăHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Încă nu există evaluări
- Energy and PowerDocument69 paginiEnergy and PowerFahadullah Khan AfridiÎncă nu există evaluări
- High-strength refractory concrete with silica glass and sol bondingDocument1 paginăHigh-strength refractory concrete with silica glass and sol bondingmahreza189Încă nu există evaluări
- Irjet V2i151 PDFDocument9 paginiIrjet V2i151 PDFmahreza189Încă nu există evaluări
- Refractory brick composition and propertiesDocument1 paginăRefractory brick composition and propertiesmahreza189Încă nu există evaluări
- High-temperature refractory brick made from magnesia-chromite raw materialsDocument1 paginăHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Încă nu există evaluări
- General InformationDocument1 paginăGeneral Informationmahreza189Încă nu există evaluări
- Compac Sol B82-6: General InformationDocument1 paginăCompac Sol B82-6: General Informationmahreza189Încă nu există evaluări
- General InformationDocument1 paginăGeneral Informationmahreza189Încă nu există evaluări
- COMPAC SOL A100-15 Refractory CastableDocument1 paginăCOMPAC SOL A100-15 Refractory Castablemahreza189Încă nu există evaluări
- Comprit A91g 6Document1 paginăComprit A91g 6mahreza189Încă nu există evaluări
- Compac Sol F53G-6: General InformationDocument1 paginăCompac Sol F53G-6: General Informationmahreza189Încă nu există evaluări
- High-strength refractory concrete with silica glass and sol bondingDocument1 paginăHigh-strength refractory concrete with silica glass and sol bondingmahreza189Încă nu există evaluări
- Compac Sol F53 6Document1 paginăCompac Sol F53 6mahreza189Încă nu există evaluări
- Carsit Sol A10mb 15 PDFDocument1 paginăCarsit Sol A10mb 15 PDFmahreza189Încă nu există evaluări
- Compac shot F49-6 refractory concreteDocument1 paginăCompac shot F49-6 refractory concretemahreza189Încă nu există evaluări
- Compac Shot B84 3Document1 paginăCompac Shot B84 3mahreza189Încă nu există evaluări
- Compac Shot F49S-6: General InformationDocument1 paginăCompac Shot F49S-6: General Informationmahreza189Încă nu există evaluări
- Compac Shot B84 3Document1 paginăCompac Shot B84 3mahreza189Încă nu există evaluări
- Compac shot F49-6 refractory concreteDocument1 paginăCompac shot F49-6 refractory concretemahreza189Încă nu există evaluări
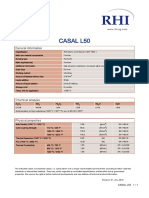
- Casal L50: General InformationDocument1 paginăCasal L50: General Informationmahreza189Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 300G IM SettingsSheets 20160122Document27 pagini300G IM SettingsSheets 20160122zeljkoradaÎncă nu există evaluări
- To Civil Engineering: RoadsDocument30 paginiTo Civil Engineering: Roadshemant kumarÎncă nu există evaluări
- Djdusty VideolistDocument302 paginiDjdusty VideolistgonduÎncă nu există evaluări
- FinePrint pdfFactory Pro Trial Version PDF CreationDocument40 paginiFinePrint pdfFactory Pro Trial Version PDF CreationTUAN NGUYEN VANÎncă nu există evaluări
- Electronics QuestionnaireDocument4 paginiElectronics QuestionnaireRenie FedericoÎncă nu există evaluări
- SM-800.11 TypeM Plus ValvesDocument13 paginiSM-800.11 TypeM Plus ValvesAdel AhmedÎncă nu există evaluări
- PDF Ebook Pickle Things by Marc Brown Download BookDocument5 paginiPDF Ebook Pickle Things by Marc Brown Download BookCorissÎncă nu există evaluări
- Sparc t8 2 Ds 3864232 PDFDocument6 paginiSparc t8 2 Ds 3864232 PDFanhtuan29Încă nu există evaluări
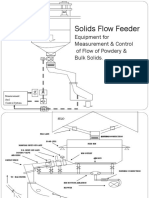
- Solids Flow Feeder Equipment for Precise Measurement & ControlDocument7 paginiSolids Flow Feeder Equipment for Precise Measurement & ControlAbhishek DuttaÎncă nu există evaluări
- Business Analyst Interview QuestionsDocument49 paginiBusiness Analyst Interview Questionsmital patel100% (4)
- Gordon M. Pugh Davidg - RasmussenDocument2 paginiGordon M. Pugh Davidg - RasmussenKuroKy KrausserÎncă nu există evaluări
- Fluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusDocument22 paginiFluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusAsim WazirÎncă nu există evaluări
- Mario Stifano Graphic Designer CVDocument1 paginăMario Stifano Graphic Designer CVmariostifanoÎncă nu există evaluări
- Huffman & ShannonDocument30 paginiHuffman & ShannonDhamodharan SrinivasanÎncă nu există evaluări
- Abrasive Cleaning SystemDocument4 paginiAbrasive Cleaning SystemSulfikar SalimÎncă nu există evaluări
- 8 Bit Invaders RulesDocument4 pagini8 Bit Invaders RulesRollo MirfinoÎncă nu există evaluări
- How To Read Architect DrawingDocument32 paginiHow To Read Architect DrawingKutty Mansoor50% (2)
- Precast Concrete Septic Tank 5000dsDocument1 paginăPrecast Concrete Septic Tank 5000dsMarco Vega TaipeÎncă nu există evaluări
- CCNA - Exploration Network Fundamentals - ENetwork Practice Final ExamDocument26 paginiCCNA - Exploration Network Fundamentals - ENetwork Practice Final Exambrone8Încă nu există evaluări
- Centrifugal PumpsDocument20 paginiCentrifugal PumpsPiccollo640780% (5)
- Nmo & DmoDocument29 paginiNmo & DmoJessica Julien100% (1)
- Guide to Rubber Expansion JointsDocument7 paginiGuide to Rubber Expansion JointsHu HenryÎncă nu există evaluări
- 4-way switch wiring diagram for a 2 pickup guitarDocument1 pagină4-way switch wiring diagram for a 2 pickup guitarNebojša JoksimovićÎncă nu există evaluări
- Stepper Motor 57HS8430A4D8 / NEMA 23 3ADocument2 paginiStepper Motor 57HS8430A4D8 / NEMA 23 3AMuhammad Ghiyats MukminÎncă nu există evaluări
- Datasheet - SP 275K INH String InvDocument1 paginăDatasheet - SP 275K INH String Invsharib26Încă nu există evaluări
- Aqm Mallcom ReportDocument12 paginiAqm Mallcom ReportHarshita TiwariÎncă nu există evaluări
- Cisco CCIE CCNP RS Study Flashcards Ver 49Document102 paginiCisco CCIE CCNP RS Study Flashcards Ver 49niboozÎncă nu există evaluări
- Parts List CMX1402Document36 paginiParts List CMX1402Jayden BarnesÎncă nu există evaluări
- Definitions of CEC2017 Benchmark Suite Final Version UpdatedDocument34 paginiDefinitions of CEC2017 Benchmark Suite Final Version Updatedpc100% (1)
- 1281 - Fire Extinguisher and Fire Safety Products Brochure S - tcm431-48382Document16 pagini1281 - Fire Extinguisher and Fire Safety Products Brochure S - tcm431-48382Cv. muda karya jayaÎncă nu există evaluări