S-ar putea să vă placă și
- J. P. Louw, Eugene Albert Nida-Greek-English Lexicon of The New Testament - Based On Semantic Domains. 1-United Bible Societies (1999) PDFDocument1.049 paginiJ. P. Louw, Eugene Albert Nida-Greek-English Lexicon of The New Testament - Based On Semantic Domains. 1-United Bible Societies (1999) PDFRicardo AlanisÎncă nu există evaluări
- Assignment 01 v3Document3 paginiAssignment 01 v3Ricardo AlanisÎncă nu există evaluări
- MIT14 74s09 Pset01Document4 paginiMIT14 74s09 Pset01Ricardo AlanisÎncă nu există evaluări
- Guide To Convective Heat TransferDocument84 paginiGuide To Convective Heat TransferRicardo Alanis100% (1)
- Formation of Organic Nano ParticlesDocument10 paginiFormation of Organic Nano ParticlesRicardo AlanisÎncă nu există evaluări
- A Study On The Design of Recuperative Burner (1998)Document12 paginiA Study On The Design of Recuperative Burner (1998)Ricardo AlanisÎncă nu există evaluări
- Nixtamalization Quality CornDocument5 paginiNixtamalization Quality CornRicardo AlanisÎncă nu există evaluări
- Formation of Organic Nano ParticlesDocument10 paginiFormation of Organic Nano ParticlesRicardo AlanisÎncă nu există evaluări
- Bucknells Cogeneration Power PlantDocument28 paginiBucknells Cogeneration Power PlantOmar Ahmed ElkhalilÎncă nu există evaluări
- My NotesDocument1 paginăMy NotesRicardo AlanisÎncă nu există evaluări
- A Thousand Years of Energy Use in The United KingdomDocument2 paginiA Thousand Years of Energy Use in The United KingdomRicardo Alanis0% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5783)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Ad BLUEDocument61 paginiAd BLUEFrancisco Santiago Gallardo100% (3)
- Gas Turbine Inlet & Exhaust SystemsDocument11 paginiGas Turbine Inlet & Exhaust SystemsAminul Haque SaikiaÎncă nu există evaluări
- Tempo Msds AusDocument8 paginiTempo Msds AusRenaldi RamadhaniÎncă nu există evaluări
- Infra-View LitDocument2 paginiInfra-View LitGavinsiauÎncă nu există evaluări
- Allison Butts - Capitulo V Termoquimica-99-115Document23 paginiAllison Butts - Capitulo V Termoquimica-99-115Lorena SuarezÎncă nu există evaluări
- Ente 201900976Document13 paginiEnte 201900976Fernando Henrique CardosoÎncă nu există evaluări
- Opportunities For Renewable Electricity Utilization in Coal To Liqu - 2022 - EneDocument14 paginiOpportunities For Renewable Electricity Utilization in Coal To Liqu - 2022 - EneGhagas PrabaswaraÎncă nu există evaluări
- USNCO 2021 (Tanpa Jawaban)Document8 paginiUSNCO 2021 (Tanpa Jawaban)Propa PramodhaÎncă nu există evaluări
- Steel IndustryDocument15 paginiSteel IndustryVikashYadavÎncă nu există evaluări
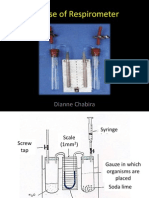
- Measuring Oxygen Consumption and Carbon Dioxide Production with a RespirometerDocument16 paginiMeasuring Oxygen Consumption and Carbon Dioxide Production with a RespirometerdchabiraÎncă nu există evaluări
- NFL NANGAL Urea Plant Process & SpecsDocument35 paginiNFL NANGAL Urea Plant Process & SpecsAkhil AklÎncă nu există evaluări
- Oxy Fuel CombustionDocument18 paginiOxy Fuel CombustionLmaoÎncă nu există evaluări
- Nsejs 2018 Exam Solutions Paper Code - JS511 PDFDocument35 paginiNsejs 2018 Exam Solutions Paper Code - JS511 PDFArti KumariÎncă nu există evaluări
- 2022 - New Frontiers in Sustainable Cements Improving The Performance of Carbonated Reactive MgO Concrete Via Microbial Carbonation Process - NguyenDocument20 pagini2022 - New Frontiers in Sustainable Cements Improving The Performance of Carbonated Reactive MgO Concrete Via Microbial Carbonation Process - Nguyentomvn169Încă nu există evaluări
- Experimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidDocument9 paginiExperimental Research On Rheological Properties and Proppant Transport Performance of GRF-CO2 Fracturing FluidIffat Waie MazleeÎncă nu există evaluări
- Sizing a Flare Stack and Calculating Flame Distortion from Wind VelocityDocument49 paginiSizing a Flare Stack and Calculating Flame Distortion from Wind VelocityBayu AjipÎncă nu există evaluări
- Garbage GuruDocument8 paginiGarbage Guruapi-505586865Încă nu există evaluări
- Environmental GeographyDocument35 paginiEnvironmental Geographylalagirl223Încă nu există evaluări
- 1 Thermo and Equil - Remedial - AnswerDocument6 pagini1 Thermo and Equil - Remedial - AnswerNur Afiqah Mohd ZakiÎncă nu există evaluări
- CHPracquiz CSEC Chemistry Multiple Choice Test 1Document19 paginiCHPracquiz CSEC Chemistry Multiple Choice Test 1Atharva SatputeÎncă nu există evaluări
- Gpa 1167 - 83Document23 paginiGpa 1167 - 83Snehashis BoseÎncă nu există evaluări
- Hydrogen ProductionDocument14 paginiHydrogen ProductionAbid YusufÎncă nu există evaluări
- Technical report CO2 effectsDocument2 paginiTechnical report CO2 effectsFaiqa MalikÎncă nu există evaluări
- F4 BIO2 Year End 2022 AnswersDocument9 paginiF4 BIO2 Year End 2022 AnswersArsyad DanishÎncă nu există evaluări
- CC Y C" #$ %&'' (!') ' +Document11 paginiCC Y C" #$ %&'' (!') ' +pinky_marian17100% (3)
- Accepted Manuscript: J. of Supercritical FluidsDocument43 paginiAccepted Manuscript: J. of Supercritical FluidsMargarita CaceresÎncă nu există evaluări
- JBL 7 Steps For AquariumDocument17 paginiJBL 7 Steps For AquariumVlatka TomićÎncă nu există evaluări
- Alternative Methods For Mold Spoilage Control in Bread and Bakery ProductsDocument14 paginiAlternative Methods For Mold Spoilage Control in Bread and Bakery Productstendai shumbaÎncă nu există evaluări
- Essential Oil Extraction TechniquesDocument10 paginiEssential Oil Extraction TechniquesnityaÎncă nu există evaluări
- PC PDFDocument3 paginiPC PDFNeel PatelÎncă nu există evaluări