S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
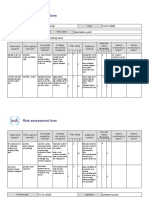
- Risk Assessment Project Iosh - MsDocument2 paginiRisk Assessment Project Iosh - MsSanjeev Kumar75% (32)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- I10 Workshop Manual - ADocument292 paginiI10 Workshop Manual - ANorthstartechnology Company82% (11)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Roadmap: B1+ Students' Book Audio ScriptsDocument44 paginiRoadmap: B1+ Students' Book Audio ScriptsThanh Dat Phan100% (4)
- Drypix 6000 12eDocument501 paginiDrypix 6000 12eraj_meditech100% (1)
- HK USP CompactDocument56 paginiHK USP CompactJonathan CrenshawÎncă nu există evaluări
- Material Specifications: Low Carbon Steel, Hot Rolled Sheet and StripDocument5 paginiMaterial Specifications: Low Carbon Steel, Hot Rolled Sheet and Striptim0% (1)
- Hardie Reveal Panel Installation Instructions 1597005Document29 paginiHardie Reveal Panel Installation Instructions 1597005David TorskeÎncă nu există evaluări
- Material Control Procedure - TemplateDocument5 paginiMaterial Control Procedure - TemplateHernandito Rahmat KusumaÎncă nu există evaluări
- Energy and FluctuationDocument10 paginiEnergy and Fluctuationwalid Ait MazouzÎncă nu există evaluări
- Prince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyDocument1 paginăPrince Hydraulics Wolverine Adjustable Flow Control Valve Offered by PRC Industrial SupplyPRC Industrial SupplyÎncă nu există evaluări
- hw10 PDFDocument10 paginihw10 PDFTahok24Încă nu există evaluări
- Asms 02 0033Document6 paginiAsms 02 0033Delfia AkiharyÎncă nu există evaluări
- Kitchen Colour Ide1Document6 paginiKitchen Colour Ide1Kartik KatariaÎncă nu există evaluări
- Starlift MetricDocument2 paginiStarlift MetricCralesÎncă nu există evaluări
- Jurnal Semi FowlerDocument6 paginiJurnal Semi FowlerHartina RolobessyÎncă nu există evaluări
- 1 s2.0 S0092867422011734 MainDocument29 pagini1 s2.0 S0092867422011734 MainIoanna NikdimaÎncă nu există evaluări
- Soul Wars - Wrath of EverchosenDocument107 paginiSoul Wars - Wrath of EverchosenRyan BelandÎncă nu există evaluări
- Afm Udc A320-500Document600 paginiAfm Udc A320-500melitiyaprorok100% (1)
- CON21 6th EditionDocument65 paginiCON21 6th EditionDavid WeeÎncă nu există evaluări
- TNB Ar2011Document334 paginiTNB Ar2011Duncan LeeÎncă nu există evaluări
- Biology F4 Review Summary NoteDocument117 paginiBiology F4 Review Summary NoteSocdal AbdiÎncă nu există evaluări
- Telmisartan, ISMNDocument8 paginiTelmisartan, ISMNDenise EspinosaÎncă nu există evaluări
- Ycaj CHILLERDocument108 paginiYcaj CHILLERAbhilash Joseph100% (2)
- Mechanical Smoke Ventilation Calculations For Basement (Car Park)Document7 paginiMechanical Smoke Ventilation Calculations For Basement (Car Park)Mahmoud Abd El-KaderÎncă nu există evaluări
- Unipoxy LiningDocument3 paginiUnipoxy LiningDien Thoai Nguyen HuuÎncă nu există evaluări
- Grade 7 Information Writing: The Bulldog: A Dog Like No OtherDocument5 paginiGrade 7 Information Writing: The Bulldog: A Dog Like No Otherapi-202727113Încă nu există evaluări
- Natural Topography of PakistanDocument25 paginiNatural Topography of Pakistansatayish100% (1)
- CCNP 300 410 ENARSI NetworkTUT 26 5 2021Document104 paginiCCNP 300 410 ENARSI NetworkTUT 26 5 2021Olga BradyÎncă nu există evaluări
- Morality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordDocument3 paginiMorality Speaks of A System of Behavior in Regards To Standards of Right or Wrong Behavior. The WordTHEO DOMINIC REQUERME SILVOSAÎncă nu există evaluări
- Chapter Eight - Vapour Compression CycleDocument37 paginiChapter Eight - Vapour Compression Cyclealhusseny100% (1)