S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Proddocspdf 2 261Document80 paginiProddocspdf 2 261B.k. BirtiaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- DCMotorDrives Lecture1&2Document30 paginiDCMotorDrives Lecture1&2B.k. BirtiaÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hager Pricelist Wef 22 June 2010 1Document36 paginiHager Pricelist Wef 22 June 2010 1B.k. BirtiaÎncă nu există evaluări
- Seal of BushingDocument6 paginiSeal of BushingB.k. BirtiaÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Power System Protection: S.A.SomanDocument34 paginiPower System Protection: S.A.SomanB.k. BirtiaÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Appendix 1 PHY094 - QuizDocument2 paginiAppendix 1 PHY094 - QuizIzzatiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
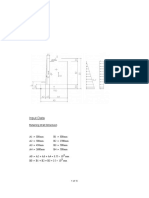
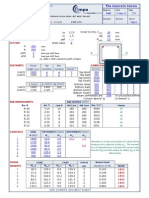
- MathCAD - Retaining Wall FoundationDocument6 paginiMathCAD - Retaining Wall FoundationValentinÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Sri Chaitanya Kukatpally: Akshara PublicationsDocument16 paginiSri Chaitanya Kukatpally: Akshara PublicationsAvinash ReddyÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- 1 - Units and Measurements, Errors and Dimensional AnalysisDocument18 pagini1 - Units and Measurements, Errors and Dimensional AnalysisSivakumar Sarma100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Fem Analysis of Buckling: Jerzy Pamin E-Mail: Jpamin@L5.Pk - Edu.PlDocument40 paginiFem Analysis of Buckling: Jerzy Pamin E-Mail: Jpamin@L5.Pk - Edu.PlEmanuel FelisbertoÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- PHYSICSDocument24 paginiPHYSICS21SO204 AnvithaÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- NMR Lec 6Document15 paginiNMR Lec 6Walid EbaiedÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Phan Mem FBDocument919 paginiPhan Mem FBAnonymous DNb6yWERfBÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Quantum Mechanical Explanation For Dark Energy, Cosmic Coincidence, Flatness, Age, and Size of The UniverseDocument8 paginiQuantum Mechanical Explanation For Dark Energy, Cosmic Coincidence, Flatness, Age, and Size of The UniverseAsemSalehÎncă nu există evaluări
- Potential and Kinetic EnergyDocument27 paginiPotential and Kinetic EnergyCza VerwinÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Rr10302 Applied MechanicsDocument12 paginiRr10302 Applied MechanicsSRINIVASA RAO GANTAÎncă nu există evaluări
- Fundamentals of Space-Vector TheoryDocument16 paginiFundamentals of Space-Vector Theoryni60Încă nu există evaluări
- Acs Chemmater 9b03775Document13 paginiAcs Chemmater 9b03775Modasser HossainÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Voltage TransformerDocument20 paginiVoltage TransformerRK K100% (3)
- Exercise 23 - Hyperchem 8 04 Cndo-2 Calculations Electron Density and Dipole Moment in MoleculesDocument5 paginiExercise 23 - Hyperchem 8 04 Cndo-2 Calculations Electron Density and Dipole Moment in Moleculesapi-2351871890% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Unit Ii. Nuclear Chemistry Learning Objectives: at The End of This Chapter, The Student Will Be Able ToDocument11 paginiUnit Ii. Nuclear Chemistry Learning Objectives: at The End of This Chapter, The Student Will Be Able ToIvyy Joyce BuanÎncă nu există evaluări
- Ceva's TheoremDocument4 paginiCeva's TheoremKalpesh GuptaÎncă nu există evaluări
- TCC53 Column DesignDocument18 paginiTCC53 Column DesignVasileios Manginas100% (3)
- Comissioning and Verification of 10 MV Elekta Synergy Platform Linac Photon BeamDocument9 paginiComissioning and Verification of 10 MV Elekta Synergy Platform Linac Photon BeamAbdurraouf AghilaÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Chapter 1 Introduction To Engineering EconomyDocument8 paginiChapter 1 Introduction To Engineering EconomyJason AdiaÎncă nu există evaluări
- Physics 2008 P2Document11 paginiPhysics 2008 P2Rishi Gopie100% (3)
- Dynamic Force Analysis 2Document41 paginiDynamic Force Analysis 2Prem sharmaÎncă nu există evaluări
- Fan Reverse EngineeringDocument14 paginiFan Reverse Engineeringapi-332478778Încă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Different Hypotheses For The Origin of MonsoonDocument2 paginiDifferent Hypotheses For The Origin of Monsoonsantanu40580100% (1)
- Gyromagnetic Ratio WikiDocument4 paginiGyromagnetic Ratio Wikibugoff7000% (1)
- Transmission Electron Microscpe (TEM) : Basic PrinciplesDocument16 paginiTransmission Electron Microscpe (TEM) : Basic PrinciplesSaurabhBhardwajÎncă nu există evaluări
- Numerical Analysis and Simulation of PlasticityDocument317 paginiNumerical Analysis and Simulation of Plasticitysrikanthrajaram18100% (1)
- Experiment 5: Factors Affecting Reaction Rate: International University, Vietnam National University - HCMC 1Document8 paginiExperiment 5: Factors Affecting Reaction Rate: International University, Vietnam National University - HCMC 1NaHuynJungÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)