S-ar putea să vă placă și
- PQR SAW ProcessDocument1 paginăPQR SAW Processdevendrasingh202133% (3)
- PQR Gmaw3gDocument4 paginiPQR Gmaw3gdevendrasingh2021100% (3)
- Wps p91 - BhelDocument2 paginiWps p91 - BhelAshish Gupta100% (4)
- WPS GTAW Stainless SteelDocument2 paginiWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- WPSDocument6 paginiWPSNur Wijianto100% (1)
- 03 WPS PQR For FCAWDocument3 pagini03 WPS PQR For FCAWBrijesh Yadav100% (1)
- WQTDocument1 paginăWQTRamkunwar YadavÎncă nu există evaluări
- WPS 2014-002 006 - 6G PipeDocument3 paginiWPS 2014-002 006 - 6G PipejeswinÎncă nu există evaluări
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSDocument2 paginiSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPSsuria qaqcÎncă nu există evaluări
- GTAW Welding Procedure SpecificationDocument3 paginiGTAW Welding Procedure SpecificationVimin Prakash100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Document10 paginiWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Welder Performance Qualification-Interactive Form QW-484ADocument1 paginăWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- WPS MigDocument3 paginiWPS MigAJOJOY00960% (5)
- Wps Gmaw SawDocument2 paginiWps Gmaw Sawupedro26Încă nu există evaluări
- Wps SmawDocument1 paginăWps SmawFedericoC67% (3)
- Welder Qualification Test Certificate for Mohan ReddyDocument2 paginiWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- Fit-Up & Welding ReportDocument11 paginiFit-Up & Welding ReportRachel Flores71% (7)
- WPSDocument3 paginiWPSKhurram Burjees100% (1)
- Gtaw WPQDocument3 paginiGtaw WPQMuhammadShabbirÎncă nu există evaluări
- WPS GmawDocument2 paginiWPS Gmawasikur100% (6)
- PQRDocument2 paginiPQRSreenivas Kamachi Chettiar100% (1)
- ASME IX Sample WPS GTAW SMAWDocument1 paginăASME IX Sample WPS GTAW SMAWDeepak ShrivastavÎncă nu există evaluări
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 paginiIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- WELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELDocument4 paginiWELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELAldeline SungahidÎncă nu există evaluări
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 paginiWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniÎncă nu există evaluări
- WPS PQR A36.20Document5 paginiWPS PQR A36.20gchaves504100% (2)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 paginiWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Wps For Aluminium WeldingDocument8 paginiWps For Aluminium Weldingvishal bailur50% (2)
- WPS 316 LDocument4 paginiWPS 316 Llaz_k100% (2)
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 paginiMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajÎncă nu există evaluări
- For Fillet Weld Joint Project:Production ManifoldDocument1 paginăFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 paginiAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehÎncă nu există evaluări
- WPQR Welding Procedure Qualification RecordsDocument3 paginiWPQR Welding Procedure Qualification Recordsramesh rajaÎncă nu există evaluări
- WPS TITLEDocument2 paginiWPS TITLERichard Periyanayagam86% (14)
- WPS Format For AWS D1.1 - PQR - SMAWDocument3 paginiWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
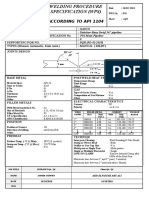
- Welding Procedure Specification (WPS) : According To Api 1104Document1 paginăWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 paginiWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberÎncă nu există evaluări
- WPS Multi GMAW FCAW PDFDocument2 paginiWPS Multi GMAW FCAW PDFwentroprem75% (4)
- Wps - Asme Ix - Gtaw - PipaDocument5 paginiWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraÎncă nu există evaluări
- Indcon Projects Electrode Qualification Procedure IOCL Gas PipelineDocument11 paginiIndcon Projects Electrode Qualification Procedure IOCL Gas PipelineAkhilesh Kumar67% (3)
- Wps For Carbon Steel THK 7.11 GtawDocument1 paginăWps For Carbon Steel THK 7.11 GtawAli MoosaviÎncă nu există evaluări
- Joint Detail (Qw-402)Document2 paginiJoint Detail (Qw-402)Nitesh Patel100% (3)
- WPS, PQR & WPQ - Duplex 2205Document20 paginiWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- GMAW welding parameters for SS400 pipeDocument2 paginiGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- WPS & PQRDocument46 paginiWPS & PQRJohn Candidate CIns88% (8)
- PQRDocument2 paginiPQRalokbdasÎncă nu există evaluări
- Fit-Up Inspection Report PDFDocument1 paginăFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- WPS Api 1104Document3 paginiWPS Api 1104miguelÎncă nu există evaluări
- Fcaw 16 THKDocument5 paginiFcaw 16 THKparesh2387Încă nu există evaluări
- WPS - D1.1Document1 paginăWPS - D1.1Nam_HitechÎncă nu există evaluări
- WPS GTAW Stainless SteelDocument4 paginiWPS GTAW Stainless SteelAnand NarayananÎncă nu există evaluări
- PREQUALIFIED STRUCTURAL WELDING PROCEDURE SPECIFICATIONSDocument12 paginiPREQUALIFIED STRUCTURAL WELDING PROCEDURE SPECIFICATIONSwalitedisonÎncă nu există evaluări
- MRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDocument5 paginiMRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDeepak100% (1)
- PQR-WPS-WPQR XXX Rev 0Document6 paginiPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Weld Joint 1Document81 paginiWeld Joint 1rajibali27100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 paginiBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaÎncă nu există evaluări
- Welding Procedure Specification-1Document8 paginiWelding Procedure Specification-1Suresh Rathod100% (1)
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 paginiPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarÎncă nu există evaluări
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Document2 paginiWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyÎncă nu există evaluări
- BK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldDocument2 paginiBK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldHarkesh RajputÎncă nu există evaluări
- Offer List Vinayak Transo Limited: Date: 22-04-2021Document1 paginăOffer List Vinayak Transo Limited: Date: 22-04-2021devendrasingh2021Încă nu există evaluări
- Offer List Vinayak Transo Limited: Date: 22-04-2021Document1 paginăOffer List Vinayak Transo Limited: Date: 22-04-2021devendrasingh2021Încă nu există evaluări
- Non Confirming IssuesDocument1 paginăNon Confirming Issuesdevendrasingh2021Încă nu există evaluări
- Sr. No. Sample Name Cast Number Sample Size Thickness Observations (MM) 1 2 3 4 5 6 7 8 9 10 Average ThicknessDocument1 paginăSr. No. Sample Name Cast Number Sample Size Thickness Observations (MM) 1 2 3 4 5 6 7 8 9 10 Average Thicknessdevendrasingh2021Încă nu există evaluări
- Non Confirming IssuesDocument1 paginăNon Confirming Issuesdevendrasingh2021Încă nu există evaluări
- Non Confirming IssuesDocument1 paginăNon Confirming Issuesdevendrasingh2021Încă nu există evaluări
- Non Confirming IssuesDocument1 paginăNon Confirming Issuesdevendrasingh2021Încă nu există evaluări
- Non Confirming IssuesDocument1 paginăNon Confirming Issuesdevendrasingh2021Încă nu există evaluări
- Disclosure To Promote The Right To InformationDocument18 paginiDisclosure To Promote The Right To InformationRatnakumarChittoorÎncă nu există evaluări
- Standard Testing Procedure - Tensile TestingDocument3 paginiStandard Testing Procedure - Tensile Testingdevendrasingh2021100% (1)
- (A) Dimensions: (D) Cupping TestDocument5 pagini(A) Dimensions: (D) Cupping Testanon_115606397100% (7)
- Comparision of Steel PropertyDocument2 paginiComparision of Steel Propertydevendrasingh2021Încă nu există evaluări
- Comparision of Steel PropertyDocument2 paginiComparision of Steel Propertydevendrasingh2021Încă nu există evaluări
- Welder Id SampleDocument1 paginăWelder Id Sampledevendrasingh202157% (7)
- wqt4 Gmaw 4gDocument2 paginiwqt4 Gmaw 4gdevendrasingh20210% (1)
- 3000 Most Common Words in EnglishDocument85 pagini3000 Most Common Words in Englishapi-575590272100% (1)
- Scedule Maintenance KBN Mill 2020Document9 paginiScedule Maintenance KBN Mill 2020slamet supriyadiÎncă nu există evaluări
- Xiaomi Mi Drone 4K User Manual GuideDocument47 paginiXiaomi Mi Drone 4K User Manual GuideΜιχάλης ΛαχανάςÎncă nu există evaluări
- Ancon Channel & Bolt FixingsDocument20 paginiAncon Channel & Bolt FixingsatiattiÎncă nu există evaluări
- (Math 6 WK 5 L9) - Problems Involving Addition and or Subtraction of DecimalsDocument43 pagini(Math 6 WK 5 L9) - Problems Involving Addition and or Subtraction of DecimalsRhea OciteÎncă nu există evaluări
- Technology and Livelihood Education: Agri - Fishery Arts (Agricultural Crops Production) Marketing Agricultural ProductsDocument14 paginiTechnology and Livelihood Education: Agri - Fishery Arts (Agricultural Crops Production) Marketing Agricultural Productslana del rey100% (1)
- Philippine Popular Culture in HEIsDocument9 paginiPhilippine Popular Culture in HEIsNokie TunayÎncă nu există evaluări
- Kuliah 1 - Konservasi GeologiDocument5 paginiKuliah 1 - Konservasi GeologiFerdianÎncă nu există evaluări
- Naaqs 2009Document2 paginiNaaqs 2009sreenÎncă nu există evaluări
- Margin Philosophy For Science Assessment Studies: EstecDocument11 paginiMargin Philosophy For Science Assessment Studies: EstecFeyippÎncă nu există evaluări
- Confirmation Form: Pillar Regional Conference (NCR)Document1 paginăConfirmation Form: Pillar Regional Conference (NCR)Llano Multi-Purpose CooperativeÎncă nu există evaluări
- Chemical Engineering Assignment SubmissionDocument10 paginiChemical Engineering Assignment SubmissionFahad KamranÎncă nu există evaluări
- ECE Laws and Ethics NotesDocument29 paginiECE Laws and Ethics Notesmars100% (1)
- AWS D1.5 PQR TitleDocument1 paginăAWS D1.5 PQR TitleNavanitheeshwaran SivasubramaniyamÎncă nu există evaluări
- How To Approach To Case Study Type Questions and MCQsDocument4 paginiHow To Approach To Case Study Type Questions and MCQsKushang ShahÎncă nu există evaluări
- Shop SupervisionDocument38 paginiShop SupervisionSakura Yuno Gozai80% (5)
- Action Plan On GadDocument1 paginăAction Plan On GadCherish Devora ArtatesÎncă nu există evaluări
- Final Term Quiz 2 On Cost of Production Report - Average CostingDocument4 paginiFinal Term Quiz 2 On Cost of Production Report - Average CostingYhenuel Josh LucasÎncă nu există evaluări
- HR MasterlistDocument6 paginiHR MasterlistLeychelle AnnÎncă nu există evaluări
- Transformer Oil Testing: Dissolved Gas AnalysisDocument18 paginiTransformer Oil Testing: Dissolved Gas AnalysisIkhsan LyÎncă nu există evaluări
- Individual Moving Range (I-MR) Charts ExplainedDocument18 paginiIndividual Moving Range (I-MR) Charts ExplainedRam Ramanathan0% (1)
- Okto Engineering Experience ShareDocument66 paginiOkto Engineering Experience Sharecengiz kutukcuÎncă nu există evaluări
- Quiz 1Document3 paginiQuiz 1JULIANNE BAYHONÎncă nu există evaluări
- U-PJT WASHER-MD SimpleUX WEB SSEC-01 EU EnglishDocument76 paginiU-PJT WASHER-MD SimpleUX WEB SSEC-01 EU EnglishszerenguettiÎncă nu există evaluări
- Maths Note P1 and P3Document188 paginiMaths Note P1 and P3Afeefa SaadatÎncă nu există evaluări
- Water Sampling and Borehole Inspection FormsDocument2 paginiWater Sampling and Borehole Inspection FormsSibanda MqondisiÎncă nu există evaluări
- Dewatering Well PointsDocument4 paginiDewatering Well Pointssalloum3Încă nu există evaluări
- The Influence of Teleworking On Performance and Employees Counterproductive BehaviourDocument20 paginiThe Influence of Teleworking On Performance and Employees Counterproductive BehaviourCHIZELUÎncă nu există evaluări
- Empowerment Technology - Week 2Document3 paginiEmpowerment Technology - Week 2yahgieÎncă nu există evaluări
- Tithi PRAVESHADocument38 paginiTithi PRAVESHAdbbircs100% (1)