S-ar putea să vă placă și
- Damy S 2017 PHD ThesisDocument200 paginiDamy S 2017 PHD ThesisIrina GabrielaÎncă nu există evaluări
- Marketing Myopia Is The Failure To Define An OrganizationDocument3 paginiMarketing Myopia Is The Failure To Define An OrganizationSorceress5Încă nu există evaluări
- Interpretive SimulationDocument16 paginiInterpretive Simulationapi-538268507Încă nu există evaluări
- Entertainment Media IndustryDocument5 paginiEntertainment Media IndustryYalongChenÎncă nu există evaluări
- Extending The Marketing Myopia Concept To Promote Strategic AgilityDocument11 paginiExtending The Marketing Myopia Concept To Promote Strategic AgilityLakmal HimbutugodaÎncă nu există evaluări
- FYP ThesisDocument82 paginiFYP ThesisClarence CheongÎncă nu există evaluări
- Case Segway CaseDocument16 paginiCase Segway CaseRazeenaÎncă nu există evaluări
- Case SummaryDocument6 paginiCase SummaryHaojing Erica XieÎncă nu există evaluări
- Research Statement HSEDocument1 paginăResearch Statement HSESergey HusnetdinovÎncă nu există evaluări
- Thesis ProposalDocument10 paginiThesis ProposalAtitat RattanachataÎncă nu există evaluări
- Tata Steel Case StudyDocument2 paginiTata Steel Case StudySourabh NandaÎncă nu există evaluări
- Marketing Myopia - Doc FinalDocument8 paginiMarketing Myopia - Doc FinalAdisha Sirithunga0% (1)
- Marketing Myopia - Learnings From Kodak FailureDocument12 paginiMarketing Myopia - Learnings From Kodak Failuredeepak yadavÎncă nu există evaluări
- Critique: Why Bad Projects Are So Hard To KillDocument9 paginiCritique: Why Bad Projects Are So Hard To KillTeri AbelÎncă nu există evaluări
- Case Study FTC Versus Whole Foods and Wild OatsDocument2 paginiCase Study FTC Versus Whole Foods and Wild OatsmalkixpÎncă nu există evaluări
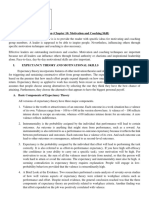
- Reflection Chapter 10Document5 paginiReflection Chapter 10Da NoÎncă nu există evaluări
- Article Critique - Marketing MyopiaDocument5 paginiArticle Critique - Marketing MyopiaLeightonÎncă nu există evaluări
- Marketing Myopia With ExamplesDocument17 paginiMarketing Myopia With ExamplesChanakaÎncă nu există evaluări
- MBA ThesisDocument90 paginiMBA ThesisRam KumarÎncă nu există evaluări
- ZarareportDocument7 paginiZarareportBalachandar LingappanÎncă nu există evaluări
- M.SC - Chemistry .RevisedDocument32 paginiM.SC - Chemistry .Revisedswapnil kaleÎncă nu există evaluări
- Wild Oats Case AnalysisDocument9 paginiWild Oats Case Analysisblockeisu0% (1)
- Report of Business Research MethodologyDocument32 paginiReport of Business Research MethodologyTamal Ghosh100% (1)
- Chapter 8-Identifying Market Segments and Targets-PHILIP OMAR FAMULARCANODocument7 paginiChapter 8-Identifying Market Segments and Targets-PHILIP OMAR FAMULARCANOPHILIP OMAR FAMULARCANOÎncă nu există evaluări
- Marketing MyopiaDocument5 paginiMarketing MyopiaBryan Chege MwauraÎncă nu există evaluări
- Tata SteelDocument28 paginiTata SteelmuzammilÎncă nu există evaluări
- Tata Group ReportDocument7 paginiTata Group ReportNikhil Nadiminti100% (1)
- MKT 481Document23 paginiMKT 481Hashib ArmanÎncă nu există evaluări
- Rational of The Study Executive SummaryDocument26 paginiRational of The Study Executive SummaryKutter PutterÎncă nu există evaluări
- People & Organizations Assignment 03Document3 paginiPeople & Organizations Assignment 03chaniluÎncă nu există evaluări
- Research ProposalDocument3 paginiResearch Proposalapi-372127240100% (1)
- Asian Paints CSRDocument3 paginiAsian Paints CSRbraveheartkennyÎncă nu există evaluări
- Strategic Corporate Social ResponsibilityDocument16 paginiStrategic Corporate Social Responsibilityayeshaacademicuk20Încă nu există evaluări
- Bhargavkumar - Case Study Wk2 Microsoft Defends Its EmpireDocument8 paginiBhargavkumar - Case Study Wk2 Microsoft Defends Its Empirebhargav patelÎncă nu există evaluări
- MethodologyDocument15 paginiMethodologyFiena AzmiÎncă nu există evaluări
- Chapter 1 Units and StandardsDocument26 paginiChapter 1 Units and Standardsra malÎncă nu există evaluări
- Dan PriceDocument12 paginiDan Priceapi-301221395Încă nu există evaluări
- Iadr SwotDocument11 paginiIadr SwotDivyavadan MateÎncă nu există evaluări
- Capital Structure Decisions in Financial ManagementDocument52 paginiCapital Structure Decisions in Financial ManagementAnkit LakhaniÎncă nu există evaluări
- Product InnovationDocument29 paginiProduct InnovationMugluu HassanÎncă nu există evaluări
- Gopaljee: Transforming Traditional Supply Chains: BY Undhad BhargavDocument9 paginiGopaljee: Transforming Traditional Supply Chains: BY Undhad BhargavYandex PrithuÎncă nu există evaluări
- Pestel AnalysisDocument3 paginiPestel AnalysisfatimaÎncă nu există evaluări
- Barista Coffee Company Limited: - Group B2Document6 paginiBarista Coffee Company Limited: - Group B201202Încă nu există evaluări
- CastrolDocument11 paginiCastrolSaurabh AmbaselkarÎncă nu există evaluări
- MBA Thesis of Tan Shwu Shyan 2010 Green Purchase BehaviorDocument39 paginiMBA Thesis of Tan Shwu Shyan 2010 Green Purchase BehaviorJason ChongÎncă nu există evaluări
- Supply Chain Management Solution For Hindustan UnileverDocument3 paginiSupply Chain Management Solution For Hindustan UnileverSannel SunnyÎncă nu există evaluări
- WK1 Optimal Warehouse Design Literature Review and Case Study ApplicationDocument13 paginiWK1 Optimal Warehouse Design Literature Review and Case Study ApplicationElie Abi JaoudeÎncă nu există evaluări
- Variance Analysis of Kohinur Chemical 01Document7 paginiVariance Analysis of Kohinur Chemical 01SharifMahmud50% (2)
- Presentation On Leadership Quality of Mahatma Gandhi:: By: Hasnain TariqDocument9 paginiPresentation On Leadership Quality of Mahatma Gandhi:: By: Hasnain TariqSabitkhattakÎncă nu există evaluări
- Critical Success Factors Affecting ProjectDocument17 paginiCritical Success Factors Affecting ProjectJuanPablo Saavedra GuerinÎncă nu există evaluări
- The Art of Influencing:: Negotiation SkillsDocument11 paginiThe Art of Influencing:: Negotiation SkillsalghazaliktdÎncă nu există evaluări
- PPG-Self Directed Workforce Company OverviewDocument3 paginiPPG-Self Directed Workforce Company OverviewKrishÎncă nu există evaluări
- Xavier Institute of Management, Bhubaneswar - MBA (BM) 2019-2021 Term Iii Marketing Management - IIIDocument8 paginiXavier Institute of Management, Bhubaneswar - MBA (BM) 2019-2021 Term Iii Marketing Management - IIISidhant NayakÎncă nu există evaluări
- Drowling Mountain ResortDocument6 paginiDrowling Mountain ResortrsriramtceÎncă nu există evaluări
- Class Notes, Flash Cards 3-Ring BinderDocument6 paginiClass Notes, Flash Cards 3-Ring Binderkumarmm1234Încă nu există evaluări
- Waste Water Recycling System-Effluent SystemDocument15 paginiWaste Water Recycling System-Effluent SystemVishal NakraniÎncă nu există evaluări
- 250lph RO QuoteDocument9 pagini250lph RO Quotekarthikeyan100% (1)
- MTPCL - WTP O&m ManualDocument62 paginiMTPCL - WTP O&m Manualm_ganesh1983100% (4)
- Water Treatment Plant: Case StudiesDocument16 paginiWater Treatment Plant: Case Studieskesavaganesan58100% (2)
- Des Case PML Manual DigitalDocument195 paginiDes Case PML Manual DigitalFraz Ahmad0% (1)
- ProjectDocument15 paginiProjectAnil Singh Chauhan100% (1)
- Ana Lúcia de Lima, Claudio J. A. Mota, Daniella R. Fernandes, Bianca P. Pinto - Levulinic Acid - A Sustainable Platform Chemical For Value-Added Products-Wiley (2023)Document219 paginiAna Lúcia de Lima, Claudio J. A. Mota, Daniella R. Fernandes, Bianca P. Pinto - Levulinic Acid - A Sustainable Platform Chemical For Value-Added Products-Wiley (2023)董芳儒Încă nu există evaluări
- Good PDFDocument3 paginiGood PDFDarshna SoniÎncă nu există evaluări
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Document3 paginiChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- DT Series Digital TachometerDocument3 paginiDT Series Digital TachometerMamani JesusÎncă nu există evaluări
- IGUS TW-01 PatinesDocument20 paginiIGUS TW-01 Patinesjorge7702Încă nu există evaluări
- Em 1110-2-2901Document206 paginiEm 1110-2-2901Naveen RÎncă nu există evaluări
- B.SC Physiscs 5th 6th SemDocument24 paginiB.SC Physiscs 5th 6th SemYashaswiniÎncă nu există evaluări
- The 13 Most Important Numbers in The Universe - James D. Stein's Cosmic NumbersDocument10 paginiThe 13 Most Important Numbers in The Universe - James D. Stein's Cosmic NumbersEmerson Novais OliveiraÎncă nu există evaluări
- Dr. Sapana Garg - 16-2-18Document10 paginiDr. Sapana Garg - 16-2-1816_dev5038Încă nu există evaluări
- INTRO To ORGANIC CHEMISTRYDocument60 paginiINTRO To ORGANIC CHEMISTRYNailah KaharÎncă nu există evaluări
- IntegralDocument4 paginiIntegralprasenjitsayantanÎncă nu există evaluări
- Paranoid 2Document10 paginiParanoid 2ownfowdfnopiÎncă nu există evaluări
- Hartford Evaluation Pipeline Design FactorsDocument94 paginiHartford Evaluation Pipeline Design FactorspiolinwallsÎncă nu există evaluări
- Holling, Goldberg - 1971 - Ecology and PlanningDocument11 paginiHolling, Goldberg - 1971 - Ecology and PlanningShreyas SrivatsaÎncă nu există evaluări
- 7300en LubricationDocument18 pagini7300en Lubricationik43207Încă nu există evaluări
- Chapter 1 - Essential Ideas 64: Exercise 1.78Document1 paginăChapter 1 - Essential Ideas 64: Exercise 1.78Dennoh OlengoÎncă nu există evaluări
- Analysis of Strength of Pervious Concrete by Adding Rice Husk Ash and Glass FibreDocument5 paginiAnalysis of Strength of Pervious Concrete by Adding Rice Husk Ash and Glass FibreR HarshavardhanaÎncă nu există evaluări
- ALS Recommended Holding Times and Preservations For WatersDocument3 paginiALS Recommended Holding Times and Preservations For WatersasdfÎncă nu există evaluări
- Science 8 Unit 3 Light and Optics Final Review BookletDocument44 paginiScience 8 Unit 3 Light and Optics Final Review BookletShayne NicoleiÎncă nu există evaluări
- Casein in Milk - WordDocument16 paginiCasein in Milk - Wordgovind rajpurohit75% (4)
- Astm D 2797 - 85 R99Document5 paginiAstm D 2797 - 85 R99phaindika100% (1)
- Lead Acid vs. Lithium-Ion Battery ComparisonDocument5 paginiLead Acid vs. Lithium-Ion Battery ComparisonRasbihari SharmaÎncă nu există evaluări
- Khodaie Et Al-ACI Spring 2016Document13 paginiKhodaie Et Al-ACI Spring 2016erosÎncă nu există evaluări
- Manufacturing Technologies: Technological HistoryDocument8 paginiManufacturing Technologies: Technological HistoryKema Technowaka0% (1)
- BELZONA 1111 Product Specification SheetDocument2 paginiBELZONA 1111 Product Specification Sheetsibi_s_rajÎncă nu există evaluări
- The Use of Electrical Resistivity As NDT Method For PDFDocument94 paginiThe Use of Electrical Resistivity As NDT Method For PDFeid elsayedÎncă nu există evaluări
- 1921 - Timoshenko - On The Correction For Shear of The Diferential Equation For Transverse VibrationsDocument3 pagini1921 - Timoshenko - On The Correction For Shear of The Diferential Equation For Transverse VibrationsJuan Karlos Alberca AlfaroÎncă nu există evaluări
- Influence of Blanching On Antioxidant, Nutritional and Physical Properties of Bamboo ShootDocument11 paginiInfluence of Blanching On Antioxidant, Nutritional and Physical Properties of Bamboo ShootSharin Julia Krista SuniÎncă nu există evaluări