S-ar putea să vă placă și
- KRIBHCO SHYAM FERTILISERS LTD AMMONIA PLANT PROCESS OVERVIEWDocument51 paginiKRIBHCO SHYAM FERTILISERS LTD AMMONIA PLANT PROCESS OVERVIEWSabeeh Faruqui100% (1)
- Piping and Vessels Flushing and Cleaning ProceduresDocument37 paginiPiping and Vessels Flushing and Cleaning Proceduresbakhtyar21100% (1)
- Gbhe Secondary Reformers - Theory and Operation WSVDocument32 paginiGbhe Secondary Reformers - Theory and Operation WSVJayant Swami100% (1)
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 paginiCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rÎncă nu există evaluări
- 2500 MTPD of Ammonia From Naphtha: Nfc-Iet MultanDocument120 pagini2500 MTPD of Ammonia From Naphtha: Nfc-Iet MultanKashan Aslam100% (2)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 paginiTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíÎncă nu există evaluări
- Optimizing a New 3-Bed Ammonia ConverterDocument12 paginiOptimizing a New 3-Bed Ammonia ConverterGrootÎncă nu există evaluări
- KRIBHCO SHYAM FERTILISERS LTD AMMONIA PROCESS OVERVIEWDocument51 paginiKRIBHCO SHYAM FERTILISERS LTD AMMONIA PROCESS OVERVIEWSaad Khan89% (9)
- Ammonia Plant DescriptionDocument41 paginiAmmonia Plant Descriptionhussainbeds75% (4)
- Ammonia - Heat & Mat. BalanceDocument30 paginiAmmonia - Heat & Mat. BalanceRajeshkumar ElangoÎncă nu există evaluări
- AmmoniaDocument9 paginiAmmoniaAditya Anugerah Putra100% (1)
- Hysys ManualDocument26 paginiHysys ManualvasdevharishÎncă nu există evaluări
- Synthesis, Ammonia and Methanol PlantsDocument8 paginiSynthesis, Ammonia and Methanol PlantsscuitinosÎncă nu există evaluări
- Ammonia Plant Analyse PinchDocument30 paginiAmmonia Plant Analyse Pinchdalila AMMARÎncă nu există evaluări
- Catalyst ProgramDocument12 paginiCatalyst ProgramSon Ngoc Tran100% (1)
- 2014q A AmmoniaDocument18 pagini2014q A AmmoniachunkyÎncă nu există evaluări
- Secondary Reformer Refractory - Dry - Out - OpDocument10 paginiSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoÎncă nu există evaluări
- Ammonia Plant Material Balance PresentationDocument66 paginiAmmonia Plant Material Balance Presentationsagar dasgupta100% (1)
- Conversion of SulfinolSM To BASF's aMDEADocument12 paginiConversion of SulfinolSM To BASF's aMDEAAna Carolina AbrantesÎncă nu există evaluări
- Ammonia SynthesisDocument43 paginiAmmonia Synthesissorincarmen88100% (2)
- Ammonia ProductionDocument7 paginiAmmonia ProductionPanchdev Kumar0% (1)
- KBR - Ammonia Specific ExamplesDocument16 paginiKBR - Ammonia Specific Examplesqwerty9123460% (5)
- Thermal OxidizerDocument10 paginiThermal Oxidizervivekpatel1234Încă nu există evaluări
- Ammonia-Urea Industry in BangladeshDocument28 paginiAmmonia-Urea Industry in BangladeshHumayun Rashid Khan100% (1)
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocument9 paginiFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rÎncă nu există evaluări
- 03 Primary Reformer - Theory and OperationDocument28 pagini03 Primary Reformer - Theory and OperationKvspavan KumarÎncă nu există evaluări
- Secondary ReformerDocument50 paginiSecondary Reformerwaheed_bhatti50% (2)
- Chemical Engineering and Processing: Process Intensi FicationDocument10 paginiChemical Engineering and Processing: Process Intensi FicationManuel CorredorÎncă nu există evaluări
- 01 A Malhotra - KBR PurifierTM Technology and Project Execution Options For Ammonia PlantsDocument15 pagini01 A Malhotra - KBR PurifierTM Technology and Project Execution Options For Ammonia PlantsDerek MorseÎncă nu există evaluări
- Optimize Gas Sweetening With MDEADocument35 paginiOptimize Gas Sweetening With MDEAAnonymous bHh1L1Încă nu există evaluări
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocument21 pagini3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- Tkis AmmoniaDocument28 paginiTkis AmmoniaAhmed Nagy100% (1)
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 paginiGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyÎncă nu există evaluări
- DUAL process modified Solvay produces sodium bicarbonateDocument6 paginiDUAL process modified Solvay produces sodium bicarbonateMatias AÎncă nu există evaluări
- Linde AmmoniaDocument47 paginiLinde AmmoniaPranam BhumbarÎncă nu există evaluări
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringDe la EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringÎncă nu există evaluări
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDocument8 paginiImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreÎncă nu există evaluări
- Topsoe Steam Reforming CatDocument6 paginiTopsoe Steam Reforming CatKhairul HadiÎncă nu există evaluări
- Gastech2015 - WSA Case StudyDocument1 paginăGastech2015 - WSA Case StudyIlham HakimÎncă nu există evaluări
- KFCL Ammonia Production Training ReportDocument32 paginiKFCL Ammonia Production Training Reportrohit100% (1)
- Methanol TechnologyDocument8 paginiMethanol TechnologybltzkrigÎncă nu există evaluări
- Autothermal Reforming Syngas 2010 PaperDocument20 paginiAutothermal Reforming Syngas 2010 PaperAkmal_Fuadi100% (1)
- Feedstocks and Raw Materials: Ammonia PlantDocument40 paginiFeedstocks and Raw Materials: Ammonia PlantSaad Khan100% (3)
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageDocument10 paginiRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageHussain FakhruddinÎncă nu există evaluări
- Ammonia PlantDocument16 paginiAmmonia Plantganeshan67% (6)
- On Purpose Propylene Production UOPDocument29 paginiOn Purpose Propylene Production UOPWiroon Tanthapanichakoon CharlesÎncă nu există evaluări
- Ammonia Technology TodayDocument22 paginiAmmonia Technology Todayrvnesari100% (3)
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDocument34 paginiProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- Ammonia Plant Fundamentals PDFDocument27 paginiAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- ATR Haldor TopsoeDocument12 paginiATR Haldor Topsoepraveenk_13100% (1)
- NH3 Syn FlowsheetDocument56 paginiNH3 Syn Flowsheetpepepopooo100% (1)
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 paginiProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloÎncă nu există evaluări
- Reformer Presentation: Key Aspects and Case StudiesDocument43 paginiReformer Presentation: Key Aspects and Case Studiessagarlambariya123456Încă nu există evaluări
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 paginiHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 paginiLessons Learned With Ammonia Synthesis CatalystssugumarÎncă nu există evaluări
- Workshop On Energy Efficiency and CO2 ReductionDocument124 paginiWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvÎncă nu există evaluări
- Methanol Plant Experience in RussiaDocument14 paginiMethanol Plant Experience in RussiaFer MugrabiÎncă nu există evaluări
- Introduction to Petroleum Chemicals: Based on Lectures Given at the Manchester College of Science and TechnologyDe la EverandIntroduction to Petroleum Chemicals: Based on Lectures Given at the Manchester College of Science and TechnologyH. SteinerÎncă nu există evaluări
- Ammonia TechnologyDocument13 paginiAmmonia TechnologyBai Singh100% (4)
- 4000 MTPD Ammonia Plant PaperDocument8 pagini4000 MTPD Ammonia Plant PaperJose DenizÎncă nu există evaluări
- 100 Years of Ammonia Synthesis: A Review of DevelopmentsDocument10 pagini100 Years of Ammonia Synthesis: A Review of DevelopmentsGrootÎncă nu există evaluări
- Topsøe Hydrogen Technology - Energy Efficient and Flexible SolutionsDocument8 paginiTopsøe Hydrogen Technology - Energy Efficient and Flexible Solutionsdavid alonzo100% (1)
- Latest Developments in Ammonia Production TechnologyDocument21 paginiLatest Developments in Ammonia Production TechnologyAnonymous msVFza100% (3)
- Topsoe Sorensen Cost Efficient Methanol Production Mar17Document24 paginiTopsoe Sorensen Cost Efficient Methanol Production Mar17Helix100% (1)
- Casale Advanced Ammonia TechnologiesDocument35 paginiCasale Advanced Ammonia TechnologiesMaribel ParragaÎncă nu există evaluări
- HTCR Vs HTERDocument7 paginiHTCR Vs HTERlaquetengoÎncă nu există evaluări
- Noble 1H 2021 PresentationDocument22 paginiNoble 1H 2021 PresentationdaunresourcesÎncă nu există evaluări
- Mundra Port & SEZ Ltd. Initiation ReportDocument19 paginiMundra Port & SEZ Ltd. Initiation ReportdaunresourcesÎncă nu există evaluări
- MbctbrochureDocument2 paginiMbctbrochuredaunresourcesÎncă nu există evaluări
- AEL PresentationDocument35 paginiAEL PresentationdaunresourcesÎncă nu există evaluări
- Coal Specification - ITMDocument1 paginăCoal Specification - ITMdaunresourcesÎncă nu există evaluări
- ITM Resources and Reserves As of 31 Dec 2008Document1 paginăITM Resources and Reserves As of 31 Dec 2008daunresourcesÎncă nu există evaluări
- Moratorium MapsDocument8 paginiMoratorium MapsdaunresourcesÎncă nu există evaluări
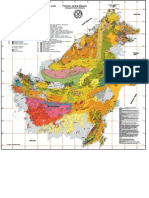
- Detailed Geological Map BorneoDocument1 paginăDetailed Geological Map Borneodaunresources100% (1)
- The Problem Set of The Four Rounds: ProblemsDocument29 paginiThe Problem Set of The Four Rounds: ProblemsabcdefÎncă nu există evaluări
- 2086 02 SP 6RP AfpDocument12 pagini2086 02 SP 6RP AfpahmedÎncă nu există evaluări
- Assignment 1 PDFDocument1 paginăAssignment 1 PDFADWAIT CR7Încă nu există evaluări
- Dwnload Full Nesters Microbiology A Human Perspective 9th Edition Anderson Test Bank PDFDocument35 paginiDwnload Full Nesters Microbiology A Human Perspective 9th Edition Anderson Test Bank PDFmabelbevisgr2100% (14)
- Operation Difficulties at LP Carbamate Condenser Due To CrystallizationDocument6 paginiOperation Difficulties at LP Carbamate Condenser Due To CrystallizationReyes Sanchez100% (1)
- Air Stripping of Ammonia From Pig Slurry: Characterisation and Feasibility As A Pre - or Post-Treatment To Mesophilic Anaerobic DigestionDocument12 paginiAir Stripping of Ammonia From Pig Slurry: Characterisation and Feasibility As A Pre - or Post-Treatment To Mesophilic Anaerobic DigestionEm là của anhÎncă nu există evaluări
- Reducing Iron Oxide With Ammonia A Sustainable Path To Green SteelDocument7 paginiReducing Iron Oxide With Ammonia A Sustainable Path To Green SteelMashhood MashhoodiÎncă nu există evaluări
- Chem Paper 1sDocument217 paginiChem Paper 1sJustin SmithÎncă nu există evaluări
- Chemistry 1 and 2 WRITE SHOPDocument73 paginiChemistry 1 and 2 WRITE SHOPMarjorie BrondoÎncă nu există evaluări
- FYDP Slide PresentationDocument51 paginiFYDP Slide PresentationNor Asyiqin Zainal AbidinÎncă nu există evaluări
- Chemical Process TechnologyDocument17 paginiChemical Process TechnologyNaik LarkaÎncă nu există evaluări
- Activity 2.5Document4 paginiActivity 2.5...Încă nu există evaluări
- Addis Ababa University: Institute of TechnologyDocument17 paginiAddis Ababa University: Institute of Technologyashe zinabÎncă nu există evaluări
- इंटरनेट मानक का महत्वDocument20 paginiइंटरनेट मानक का महत्वMineralOilÎncă nu există evaluări
- Amines, Reactions: Basic NucleophilicDocument37 paginiAmines, Reactions: Basic NucleophilicM. MoizÎncă nu există evaluări
- CEP Magazine - April 2022 - Renewable Ammonia For A Sustainable Energy FutureDocument13 paginiCEP Magazine - April 2022 - Renewable Ammonia For A Sustainable Energy FutureKHAN AQSAÎncă nu există evaluări
- Chemical SegregationDocument4 paginiChemical SegregationLudy GiantoÎncă nu există evaluări
- The-Chemistry-Of-Condensed-TanninsDocument28 paginiThe-Chemistry-Of-Condensed-TanninsIvan Fisgativa VillarragaÎncă nu există evaluări
- Coordination and organometallic chemistryDocument57 paginiCoordination and organometallic chemistryKeybateÎncă nu există evaluări
- Bansal Chemistry 1Document424 paginiBansal Chemistry 1Waseem0% (1)
- PIE_REV_WS_CHEMISTRY_Bonding Types and PropertiesDocument9 paginiPIE_REV_WS_CHEMISTRY_Bonding Types and PropertiesJes AnthonyÎncă nu există evaluări
- Chemistry Paper - Class 10 ICSEDocument4 paginiChemistry Paper - Class 10 ICSERahilÎncă nu există evaluări
- Nitrogen, Ammonia, TNT HR, 0 To 50, Salicylate Method 10031, 02-2009, 9th EdDocument6 paginiNitrogen, Ammonia, TNT HR, 0 To 50, Salicylate Method 10031, 02-2009, 9th EdRyan GuntherÎncă nu există evaluări
- Dwnload Full Biology How Life Works 2nd Edition Morris Test Bank PDFDocument35 paginiDwnload Full Biology How Life Works 2nd Edition Morris Test Bank PDFjosiahshawhm100% (15)