S-ar putea să vă placă și
- Electrolux Loja Oficial Com Os Melhores Eletrodomésticos Do MercadoDocument1 paginăElectrolux Loja Oficial Com Os Melhores Eletrodomésticos Do MercadoAlan RodrigoÎncă nu există evaluări
- Codigo de FalhasDocument25 paginiCodigo de FalhasCicero Melo100% (1)
- NBR 8133Document5 paginiNBR 8133Elias VaninÎncă nu există evaluări
- Stihl Fs 160Document116 paginiStihl Fs 160Ricardo Oscar FiegelÎncă nu există evaluări
- Supercut Modelo Antigo A 2021Document36 paginiSupercut Modelo Antigo A 2021William Lopes FortunaÎncă nu există evaluări
- Medidores de Grandezas ElétricasDocument30 paginiMedidores de Grandezas Elétricassenha123Încă nu există evaluări
- Quantitativo SPDADocument1 paginăQuantitativo SPDAsarah said100% (1)
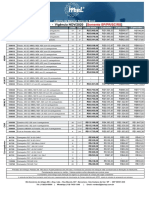
- Tabelas de Preco IMBEL NOV20 SP 1603738759Document1 paginăTabelas de Preco IMBEL NOV20 SP 1603738759SandrãoStaelÎncă nu există evaluări
- Cni TruckDocument50 paginiCni TruckAbner Souza Dos SantosÎncă nu există evaluări
- Tabela Lubrificação CVLDocument1 paginăTabela Lubrificação CVLAsstecnica Guarautodiesel100% (1)
- Chumbadores AncoraDocument2 paginiChumbadores AncoraEsquadrias NiquelliÎncă nu există evaluări
- Adry FichaDocument2 paginiAdry FichaKalel RodriguesÎncă nu există evaluări
- Catalogo 406 PDFDocument336 paginiCatalogo 406 PDFThiago Fredy67% (3)
- Catalogo de Pecas pps05417Document88 paginiCatalogo de Pecas pps05417Luis AndersonÎncă nu există evaluări
- PST 9 M973 ImbelDocument16 paginiPST 9 M973 ImbelFelipe Meneses100% (1)
- MRT 60mm Tec Mat 2020Document99 paginiMRT 60mm Tec Mat 2020Guilherme HallÎncă nu există evaluări
- Lista de Móveis, Eletrodomésticos e ObjetosDocument4 paginiLista de Móveis, Eletrodomésticos e ObjetosWagner JesusÎncă nu există evaluări
- WSM M5091, M5111 PorDocument987 paginiWSM M5091, M5111 PorGabriel GrazielaÎncă nu există evaluări
- Licenca Federativa e Manual Exame AptidaoDocument24 paginiLicenca Federativa e Manual Exame AptidaoNiskel’a ArtistÎncă nu există evaluări
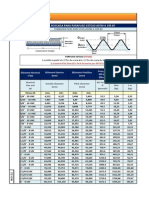
- MU32 Barras Roscadas para Parafusos Estojo Astm A 193 b7 TecemDocument1 paginăMU32 Barras Roscadas para Parafusos Estojo Astm A 193 b7 TecemIeustaquio MenezesÎncă nu există evaluări
- Rossi Armas - LivroDocument67 paginiRossi Armas - LivroKaue VetoraziÎncă nu există evaluări
- Fuzil de Assalto AK 47Document52 paginiFuzil de Assalto AK 47Marcos Daniel Schmidt GarofaloÎncă nu există evaluări
- Plantadeira 2117Document240 paginiPlantadeira 2117LEONEL100% (2)
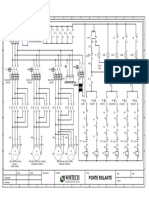
- Diagrama Ponte RolanteDocument1 paginăDiagrama Ponte RolanteRaylunaky100% (3)
- Lista de Material 4º Ano - 2020Document2 paginiLista de Material 4º Ano - 2020Bruna ChinagliaÎncă nu există evaluări
- Relatório Da Prática Da 1 Unidade - Lorena MartinsDocument4 paginiRelatório Da Prática Da 1 Unidade - Lorena MartinsLorena MartinsÎncă nu există evaluări
- Lista Macdon - Maio 2023Document2 paginiLista Macdon - Maio 2023Força Do CampoÎncă nu există evaluări
- Manual PÇS Amb Rev-1Document25 paginiManual PÇS Amb Rev-1Samuel RodriguesÎncă nu există evaluări
- Orlamento CertoDocument5 paginiOrlamento Certomiguel alves netoÎncă nu există evaluări
- Virabrequim - Especificações de RetíficaDocument2 paginiVirabrequim - Especificações de RetíficaGuilherme CastroÎncă nu există evaluări