S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Deutz TCD2012Document96 paginiDeutz TCD2012MinaSaeed93% (14)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Astm G 142 PDFDocument8 paginiAstm G 142 PDFJORGE ARTURO TORIBIO HUERTAÎncă nu există evaluări
- SM Si10-417 A Service Diagnosis Tcm135-167552 SDocument292 paginiSM Si10-417 A Service Diagnosis Tcm135-167552 Sp_jankoÎncă nu există evaluări
- ASHRAE STD 62,1 - TRANE MANUAL - Std62 PDFDocument93 paginiASHRAE STD 62,1 - TRANE MANUAL - Std62 PDFCks RamanÎncă nu există evaluări
- Filtration BasicsDocument6 paginiFiltration Basicsaushad3mÎncă nu există evaluări
- IES Tutorial 2011Document19 paginiIES Tutorial 2011Daniel SalinasÎncă nu există evaluări
- Data Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTDocument8 paginiData Sheet For Allowable Nozzle Load - SP1-110-9850-00-PI-DTbabak mirÎncă nu există evaluări
- Overview of Aseptic Fill - Finish Manufacturing - BioRealty, IncDocument11 paginiOverview of Aseptic Fill - Finish Manufacturing - BioRealty, Inckulbhushan singh100% (1)
- 323dl Sistema Electrico PDFDocument2 pagini323dl Sistema Electrico PDFامین پارساÎncă nu există evaluări
- CH Engineering Interview Questions Answers GuideDocument25 paginiCH Engineering Interview Questions Answers Guidejk100% (1)
- Identification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects AnalysisDocument8 paginiIdentification & Mitigation of Potential Failures of Automotive Hvac Air Management System Using Failure Mode & Effects Analysisashishmechengg31Încă nu există evaluări
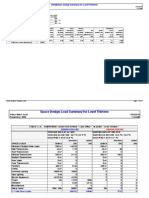
- Ventilation Sizing Summary For Level ThirteenDocument3 paginiVentilation Sizing Summary For Level ThirteenSameera LakmalÎncă nu există evaluări
- DEEL 4 - Gas Heat PumpsDocument173 paginiDEEL 4 - Gas Heat PumpsHugo Fernando SolisÎncă nu există evaluări
- Uk A2w Price List 16 - LRDocument20 paginiUk A2w Price List 16 - LRRadoman KuburovicÎncă nu există evaluări
- Carel mC2Document68 paginiCarel mC2Yo YoÎncă nu există evaluări
- Service Manual MIV V4 Mini DM12-01.01.03enDocument85 paginiService Manual MIV V4 Mini DM12-01.01.03enexperthvachomeÎncă nu există evaluări
- Air Handling UnitDocument8 paginiAir Handling UnitSN Shuhada ZakariaÎncă nu există evaluări
- C12200Document3 paginiC12200xgiorg100% (1)
- Air System Sizing Summary For FF-AHU-03 With Heat/humidifierDocument1 paginăAir System Sizing Summary For FF-AHU-03 With Heat/humidifiermechmohsin4745Încă nu există evaluări
- CR017Document136 paginiCR017ingefaceÎncă nu există evaluări
- 2217EDocument12 pagini2217EshirishÎncă nu există evaluări
- Towards Environmentally Responsive ArchitectureDocument7 paginiTowards Environmentally Responsive ArchitectureLawal oluyinkaÎncă nu există evaluări
- Ornl TM 728 Molten Salt Reactor. Design and Operations Report, PT 1Document569 paginiOrnl TM 728 Molten Salt Reactor. Design and Operations Report, PT 1MisterSpacerockÎncă nu există evaluări
- Annotated Bibliography MLADocument2 paginiAnnotated Bibliography MLARick CookÎncă nu există evaluări
- 626 9802 CG PDFDocument23 pagini626 9802 CG PDFLuis Humberto R. SegoviaÎncă nu există evaluări
- CHP-and Power PlantsDocument9 paginiCHP-and Power Plantschakerr6003Încă nu există evaluări
- Poster - NORSOK Standards For Use in The Oil and Gas Industry - Nov. 2015 PDFDocument1 paginăPoster - NORSOK Standards For Use in The Oil and Gas Industry - Nov. 2015 PDFnaveen_86Încă nu există evaluări
- Shell-And-Tube Heat Exchangers: Standard Series and Customer Oriented SolutionsDocument24 paginiShell-And-Tube Heat Exchangers: Standard Series and Customer Oriented SolutionsZewdu TsegayeÎncă nu există evaluări
- DoubtsDocument4 paginiDoubtsvarunmalik87Încă nu există evaluări
- Medical Center of New Orleans Charity Hospital Executive Summary Feasibility StudyDocument62 paginiMedical Center of New Orleans Charity Hospital Executive Summary Feasibility StudyHunter CapableÎncă nu există evaluări