S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Hand Book-GalvanizingDocument9 paginiHand Book-GalvanizingSreedhar Patnaik.M100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- What Is A Joint Health and Safety CommitteeDocument23 paginiWhat Is A Joint Health and Safety CommitteeSreedhar Patnaik.MÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Attachment - 1 Document No. 081113B-CL-303-R0 Permissible Elastic Bend Limit Calculation (48in Hassyan Gas Pipeline Location Class 4)Document4 paginiAttachment - 1 Document No. 081113B-CL-303-R0 Permissible Elastic Bend Limit Calculation (48in Hassyan Gas Pipeline Location Class 4)ISRAEL PORTILLOÎncă nu există evaluări
- White Rust PreventionDocument16 paginiWhite Rust PreventionSreedhar Patnaik.MÎncă nu există evaluări
- Salt Spray TestDocument13 paginiSalt Spray TestSreedhar Patnaik.M100% (1)
- Zinc Chloride Determination ProcedureDocument13 paginiZinc Chloride Determination ProcedureSreedhar Patnaik.MÎncă nu există evaluări
- Calculation of Liquid Heat Capacity of Petroleum Distillate FuelsDocument3 paginiCalculation of Liquid Heat Capacity of Petroleum Distillate Fuelsdennise8Încă nu există evaluări
- Chemical Analysis Procedures For Galvanizing PlantsDocument32 paginiChemical Analysis Procedures For Galvanizing PlantsSreedhar Patnaik.M100% (2)
- Microsoft Word - Slickline Mechanical CapibilitiesDocument7 paginiMicrosoft Word - Slickline Mechanical CapibilitiesRangga DraApÎncă nu există evaluări
- Flux - InformationDocument9 paginiFlux - InformationSreedhar Patnaik.M0% (1)
- ASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsDocument10 paginiASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsAarón Escorza MistránÎncă nu există evaluări
- Galvanizing Inspection Check PointsDocument2 paginiGalvanizing Inspection Check PointsSreedhar Patnaik.MÎncă nu există evaluări
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 paginiInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MÎncă nu există evaluări
- What ISO 9001, 9002, 9003,9004Document6 paginiWhat ISO 9001, 9002, 9003,9004Sreedhar Patnaik.M67% (3)
- Surface TreatmentDocument19 paginiSurface TreatmentSreedhar Patnaik.MÎncă nu există evaluări
- Machine Shop SafetyDocument9 paginiMachine Shop SafetySreedhar Patnaik.MÎncă nu există evaluări
- White-Rust On Galvanized SteelDocument2 paginiWhite-Rust On Galvanized SteelSreedhar Patnaik.MÎncă nu există evaluări
- Univan Hs PrimerDocument1 paginăUnivan Hs PrimerWorapat Puttakasem0% (1)
- Directory of Galvanizing Association DirectoryDocument8 paginiDirectory of Galvanizing Association DirectorySreedhar Patnaik.MÎncă nu există evaluări
- Avoid Surprises at The Kettle & Vents & Holes Desigine GuideDocument27 paginiAvoid Surprises at The Kettle & Vents & Holes Desigine GuideSreedhar Patnaik.MÎncă nu există evaluări
- Anti-Blast Preparation and Adding Procedure: Startup QuantitiesDocument2 paginiAnti-Blast Preparation and Adding Procedure: Startup QuantitiesSreedhar Patnaik.MÎncă nu există evaluări
- B-Gas-Question & Answer PaparsDocument62 paginiB-Gas-Question & Answer PaparsSreedhar Patnaik.MÎncă nu există evaluări
- HDG Steel Combined With Al-AlloyDocument9 paginiHDG Steel Combined With Al-AlloySreedhar Patnaik.MÎncă nu există evaluări
- What Is AnodisingDocument3 paginiWhat Is AnodisingSreedhar Patnaik.MÎncă nu există evaluări
- Surface Engineering For CorrosionDocument24 paginiSurface Engineering For CorrosionSreedhar Patnaik.MÎncă nu există evaluări
- Hot Dip GalvanizeDocument9 paginiHot Dip GalvanizeSreedhar Patnaik.MÎncă nu există evaluări
- Inspection & Testing of Galva-Products-Prepared by SreedharDocument5 paginiInspection & Testing of Galva-Products-Prepared by SreedharSreedhar Patnaik.MÎncă nu există evaluări
- Exp 10 - Exp 7 A Green Synthesis of Camphor UploadDocument4 paginiExp 10 - Exp 7 A Green Synthesis of Camphor UploadUyen V. NguyenÎncă nu există evaluări
- Carbon FoamDocument56 paginiCarbon FoamTam CheÎncă nu există evaluări
- HW 3Document2 paginiHW 3Christina HillÎncă nu există evaluări
- NiSlip 520ADocument8 paginiNiSlip 520ASTI InspiredÎncă nu există evaluări
- Antimicrobial FinishesDocument32 paginiAntimicrobial Finisheschahat anejaÎncă nu există evaluări
- Superoxide in Biology and MedicineDocument11 paginiSuperoxide in Biology and MedicineNvo SpektarÎncă nu există evaluări
- LOVIBOND Reagents Suited For HachDocument6 paginiLOVIBOND Reagents Suited For HachKacem BenaoumeurÎncă nu există evaluări
- MUY COMPLETO - CNC CNF Towards The Scale-Up Production of Cellulose Nanocomposites Using Melt ProcessingDocument63 paginiMUY COMPLETO - CNC CNF Towards The Scale-Up Production of Cellulose Nanocomposites Using Melt ProcessingDerek ZoolanderÎncă nu există evaluări
- CuproBraze 34Document2 paginiCuproBraze 34Vinod SaleÎncă nu există evaluări
- Tablas Lennar-JonesDocument3 paginiTablas Lennar-JonesMichel OrtegaÎncă nu există evaluări
- Industrial Manufacturing Process of Acrylonitrile: November 2014Document182 paginiIndustrial Manufacturing Process of Acrylonitrile: November 2014RasoulÎncă nu există evaluări
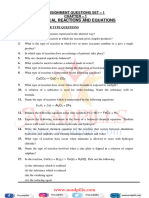
- Chemical Reactions and Equations Assignment Questions Set - 1Document6 paginiChemical Reactions and Equations Assignment Questions Set - 1kayace8055Încă nu există evaluări
- Spark TestingDocument23 paginiSpark TestingJad MacintoshÎncă nu există evaluări
- PH - Wikipedia, The Free EncyclopediaDocument11 paginiPH - Wikipedia, The Free EncyclopediaShikhar MahajanÎncă nu există evaluări
- 4 BrickDocument31 pagini4 BrickNardos GebruÎncă nu există evaluări
- Diffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationDocument38 paginiDiffusiophoresis Migration of Colloidal Particles in Gradients of Solute ConcentrationPrateek DwivediÎncă nu există evaluări
- What Is A Pollen AllergyDocument13 paginiWhat Is A Pollen AllergyHuria MalikÎncă nu există evaluări
- PH Calculation With CO2 AdditionDocument12 paginiPH Calculation With CO2 AdditionPraveen KhatriÎncă nu există evaluări
- Introduction To Chemistry 4th Edition Bauer Birk Marks Test BankDocument52 paginiIntroduction To Chemistry 4th Edition Bauer Birk Marks Test Bankcasey100% (21)
- Production of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesDocument13 paginiProduction of X-RAYS Using X-RAY Tube: Journal of Physics: Conference SeriesATWIJUKIRE DICKENSÎncă nu există evaluări
- Mil-B-007883 Brazing - Cancelled - See Cancellation NoteDocument26 paginiMil-B-007883 Brazing - Cancelled - See Cancellation NoteChris NenovÎncă nu există evaluări
- TSC Lec Plan PCM - JEE MainDocument20 paginiTSC Lec Plan PCM - JEE MainrajÎncă nu există evaluări
- Pds Hempel's Silicone Acrylic 56940 En-GbDocument2 paginiPds Hempel's Silicone Acrylic 56940 En-GbsenthilkumarÎncă nu există evaluări
- 02.01.23 SR - Star Co-Sc (Model-A & B) Jee Main Ctm-2 QPDocument20 pagini02.01.23 SR - Star Co-Sc (Model-A & B) Jee Main Ctm-2 QPTanay1 MitraÎncă nu există evaluări
- Q4 COT - Chemical ReactionsDocument3 paginiQ4 COT - Chemical ReactionsGelli Jean Tortosa-LluparÎncă nu există evaluări