S-ar putea să vă placă și
- WCM en Tetra PakDocument37 paginiWCM en Tetra Pakjuanqui20Încă nu există evaluări
- WCM Project ITCJ - Fundamentos de InvestigacionDocument17 paginiWCM Project ITCJ - Fundamentos de InvestigacionCustom KinkeÎncă nu există evaluări
- Mantenimiento profesional: tipos, enfoques y estrategia óptimaDocument24 paginiMantenimiento profesional: tipos, enfoques y estrategia óptimaJuan Manuel JaurezÎncă nu există evaluări
- 1.3 Planeacion Estrategica HK V18Document20 pagini1.3 Planeacion Estrategica HK V18Karlita Marina Rengifo ReáteguiÎncă nu există evaluări
- Programa Lean Six SigmaDocument6 paginiPrograma Lean Six SigmaLuis Jacome CaceresÎncă nu există evaluări
- Basic DMAIC - Version 1.1 Español (Print) Parte IIDocument112 paginiBasic DMAIC - Version 1.1 Español (Print) Parte IIKatherine Garay ReuqueÎncă nu există evaluări
- El Premio SHingoDocument16 paginiEl Premio SHingoSandra Axiuhzin100% (1)
- Medición y mejora continuaDocument51 paginiMedición y mejora continuamarianaalvarezdelacad256Încă nu există evaluări
- Formato Análisis Falla - QC StoryDocument2 paginiFormato Análisis Falla - QC StoryZanyely de la CruzÎncă nu există evaluări
- QRM (Quick Response Manufacturing)Document5 paginiQRM (Quick Response Manufacturing)Xhu MoralesÎncă nu există evaluări
- 2018 Gestión Temprana de Equipos EEMDocument42 pagini2018 Gestión Temprana de Equipos EEMGustavo Ariel Calpanchay0% (1)
- Lean ADN TPS Trabajo EstandarizadoDocument38 paginiLean ADN TPS Trabajo EstandarizadoEdgardo HernandezÎncă nu există evaluări
- Introducción a Lean Manufacturing: Sistemas socio técnicosDocument48 paginiIntroducción a Lean Manufacturing: Sistemas socio técnicosLuis JerezÎncă nu există evaluări
- TAREA 6 Mantenimiento Autonomo, TPMDocument4 paginiTAREA 6 Mantenimiento Autonomo, TPMVania YerenaÎncă nu există evaluări
- TPM Completo PDFDocument169 paginiTPM Completo PDFjcmvalÎncă nu există evaluări
- Optimizar procesos con QFDDocument270 paginiOptimizar procesos con QFDCristican17847971Încă nu există evaluări
- Total Productive Maintenance TPM 2013Document48 paginiTotal Productive Maintenance TPM 2013Gustavo Arias GarridoÎncă nu există evaluări
- 20080523-Cost Deployment (25pag) (Español)Document25 pagini20080523-Cost Deployment (25pag) (Español)Gonzalo MazaÎncă nu există evaluări
- Excelencia Operacional Shingo PrizeDocument4 paginiExcelencia Operacional Shingo PrizeCarlos GonzalezÎncă nu există evaluări
- Lean WCMDocument15 paginiLean WCMiqpucelaÎncă nu există evaluări
- TPM Francis ParedesDocument73 paginiTPM Francis ParedesScott Holmes100% (2)
- Mejora enfocada capacitación proyecto paso 2 estándaresDocument27 paginiMejora enfocada capacitación proyecto paso 2 estándaresJuan Carlos Hurtado ParejaÎncă nu există evaluări
- Importancia Del Gemba Walk en Las EmpresasDocument2 paginiImportancia Del Gemba Walk en Las EmpresasSARAI LEAL ZUNIGA100% (1)
- Hoshin KanriDocument13 paginiHoshin KanriEdber Hdz MotaÎncă nu există evaluări
- 2 Gerenciamiento Diario JungDocument66 pagini2 Gerenciamiento Diario JungJuam Lechuga100% (1)
- Pilar CalidadDocument28 paginiPilar CalidadJuan Manuel JaurezÎncă nu există evaluări
- Capitulo 3 TPMDocument14 paginiCapitulo 3 TPMGustav C. RiosÎncă nu există evaluări
- Capacitación Pilar Mejora EnfocadaDocument19 paginiCapacitación Pilar Mejora Enfocadamauricio39100% (1)
- Balanceo de Linea y Flujo ContinuoDocument37 paginiBalanceo de Linea y Flujo ContinuoJacquelyn Pierce86% (7)
- Six Sigma y Teoria de Restricciones TocDocument5 paginiSix Sigma y Teoria de Restricciones TocJuan Pablo Azcuña C.Încă nu există evaluări
- Herramientas Lean ManufacturingDocument22 paginiHerramientas Lean ManufacturingDiana GarciaÎncă nu există evaluări
- Leccion de Un PuntoDocument5 paginiLeccion de Un PuntoPablo QuirosÎncă nu există evaluări
- Mediciones TPMDocument37 paginiMediciones TPMVictor Junco RenteraÎncă nu există evaluări
- Aprende A Liderar en ToyotaDocument11 paginiAprende A Liderar en ToyotaAgustin Vazquez Contreras50% (2)
- La máquina que cambió el mundoDocument44 paginiLa máquina que cambió el mundoXavier Molina100% (2)
- Formación de Facilitadores TPMDocument319 paginiFormación de Facilitadores TPMDiego Jose Rojas Villalba100% (1)
- Programa Mantenimiento WCMDocument14 paginiPrograma Mantenimiento WCMEduardoÎncă nu există evaluări
- Sesión 4 - Mantenimiento Planeado Material 2022Document46 paginiSesión 4 - Mantenimiento Planeado Material 2022losoresdÎncă nu există evaluări
- CURSO WCM (Herramientas Básicas - Kaizen Route - 8h)Document87 paginiCURSO WCM (Herramientas Básicas - Kaizen Route - 8h)ana gonzalez100% (2)
- QRMDocument40 paginiQRMluidgi12345100% (2)
- SMEDDocument72 paginiSMEDNicolas Pachon Alvarado100% (1)
- Lean ThinkingDocument66 paginiLean Thinkingrodval77100% (1)
- Jidoka Andon Poka YokeDocument80 paginiJidoka Andon Poka YokePaty Norma100% (1)
- Ocho Disciplinas PDFDocument5 paginiOcho Disciplinas PDFIvonne Janeth Barco100% (1)
- 13 B SmedDocument4 pagini13 B SmedJ Antonio Uribe Rivera100% (1)
- Modelo Shingo para excelencia operacionalDocument3 paginiModelo Shingo para excelencia operacionalMartin Rodriguez MartinezÎncă nu există evaluări
- ABC Prioritization WCM TAPDocument14 paginiABC Prioritization WCM TAPEff GaraÎncă nu există evaluări
- TBP Toyota en EspañolDocument30 paginiTBP Toyota en EspañolTimba PeruÎncă nu există evaluări
- Mejoras EnfocadasDocument59 paginiMejoras EnfocadasEDER ALEXI ILLERA QUINTERO100% (1)
- Calculadora KanbanDocument4 paginiCalculadora KanbanHermes ZamoraÎncă nu există evaluări
- Presentacion Capitulo 2 The Toyota Way To Lean LeadershipDocument11 paginiPresentacion Capitulo 2 The Toyota Way To Lean LeadershipOswaldo VallesÎncă nu există evaluări
- Implantación TPM línea pintura fábrica vehículosDocument213 paginiImplantación TPM línea pintura fábrica vehículosYovas GraffÎncă nu există evaluări
- Curso Lean Manufacturing SOLMADocument12 paginiCurso Lean Manufacturing SOLMACesar Carreon100% (1)
- Folleto Lean Six Sigma Black BeltDocument8 paginiFolleto Lean Six Sigma Black BeltLuis Levano0% (1)
- Indicadores Del TPMDocument3 paginiIndicadores Del TPMZulay Rincon GomezÎncă nu există evaluări
- 6° Curso TRABAJO ESTANDARIZADODocument101 pagini6° Curso TRABAJO ESTANDARIZADOcaortizlopez50% (2)
- Training Within IndustryDocument19 paginiTraining Within IndustryThays SaavedraÎncă nu există evaluări
- SMED TripticoDocument3 paginiSMED TripticoMauricio JimenezÎncă nu există evaluări
- 3.0-Guia de Referencia Pilar Mantenimento Planeado - EspañolDocument46 pagini3.0-Guia de Referencia Pilar Mantenimento Planeado - EspañolDaniela GaviriaÎncă nu există evaluări
- Resumen de Managing Global Supply and Risk de Robert J. Trent y Llewellyn R. RobertsDe la EverandResumen de Managing Global Supply and Risk de Robert J. Trent y Llewellyn R. RobertsÎncă nu există evaluări
- InforMe Final E WasteDocument20 paginiInforMe Final E WasteFernando FonsecaÎncă nu există evaluări
- Mt4 Vertiz Merchan Hernandez UrriolagoitiaDocument20 paginiMt4 Vertiz Merchan Hernandez UrriolagoitiaFernando FonsecaÎncă nu există evaluări
- El Concepto de Teoría - de Las Teorías Intradisciplinarias A Las TransdisciplinariasDocument18 paginiEl Concepto de Teoría - de Las Teorías Intradisciplinarias A Las TransdisciplinariasFernando FonsecaÎncă nu există evaluări
- Papel Tecnologo PDFDocument0 paginiPapel Tecnologo PDFFernando FonsecaÎncă nu există evaluări
- Planeación Avanzada de La Calidad Del Producto (Apqp) - Conceptos Básicos y Un Caso PrácticoDocument15 paginiPlaneación Avanzada de La Calidad Del Producto (Apqp) - Conceptos Básicos y Un Caso PrácticoSandra Patricia VargasÎncă nu există evaluări
- QFDDocument37 paginiQFDivancho29100% (1)
- Manula de WinqsbDocument156 paginiManula de Winqsbdestruction87100% (26)
- NanotecnologiaDocument92 paginiNanotecnologiaMaría Claudia Rosales Contreras100% (1)
- Spin Off en La Estrategia de Transf de Conocim PDFDocument12 paginiSpin Off en La Estrategia de Transf de Conocim PDFFernando FonsecaÎncă nu există evaluări
- Manufactura Avanzada EspDocument65 paginiManufactura Avanzada EspFernando FonsecaÎncă nu există evaluări
- APA Edicion5Document10 paginiAPA Edicion5Enrique Huerta ReynosoÎncă nu există evaluări
- Manufactura Avanzada EspDocument65 paginiManufactura Avanzada EspFernando FonsecaÎncă nu există evaluări
- Lenguaje Corporal - Morimoto, AkiDocument252 paginiLenguaje Corporal - Morimoto, AkiFernando Fonseca100% (4)
- La ElectroquìmicaDocument8 paginiLa ElectroquìmicaAnonymous iWVC2RKzSÎncă nu există evaluări
- Tipos de SueloDocument12 paginiTipos de SuelodanitzaÎncă nu există evaluări
- Catalogo Difemat 2 PDFDocument38 paginiCatalogo Difemat 2 PDFOliver CristinichÎncă nu există evaluări
- Listado de AditivosDocument2 paginiListado de AditivosMariano RancichÎncă nu există evaluări
- Genética molecular: procesos básicosDocument142 paginiGenética molecular: procesos básicosFlor D'Arcangelo0% (1)
- P1 Telia 2023Document3 paginiP1 Telia 2023Soledad Moran AlcalaÎncă nu există evaluări
- TP N°2 (Química)Document3 paginiTP N°2 (Química)UriÎncă nu există evaluări
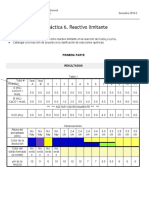
- P6. Reactivo Limitante-Converted ReparadoDocument5 paginiP6. Reactivo Limitante-Converted ReparadoChristopher MorenoÎncă nu există evaluări
- Influencia Del Tiempo y La Temperatura en La Velocidad de Corrosión Del Acero Aisi 316 en Fase Gaseosa en El Procesamiento de Un Crudo PesadoDocument56 paginiInfluencia Del Tiempo y La Temperatura en La Velocidad de Corrosión Del Acero Aisi 316 en Fase Gaseosa en El Procesamiento de Un Crudo PesadoAndres YayaÎncă nu există evaluări
- Uso de VentosasDocument109 paginiUso de VentosasMichelleHarvey100% (6)
- Torque PernosDocument20 paginiTorque PernosNicolas Iturrieta BerriosÎncă nu există evaluări
- Instrumentos CientificosDocument2 paginiInstrumentos CientificosJosue Garcia0% (1)
- Poes y GoesDocument79 paginiPoes y GoesjosisÎncă nu există evaluări
- Articaina en VademecumDocument3 paginiArticaina en VademecumSargento RodrigoÎncă nu există evaluări
- Fallas Por CorrosionDocument7 paginiFallas Por CorrosionYeimy VegaÎncă nu există evaluări
- D&D 35 MonstersDocument12 paginiD&D 35 MonstersDaniel Ardila100% (1)
- El Cultivo Del Pecano PDFDocument22 paginiEl Cultivo Del Pecano PDFGerson Yauli Palomino50% (2)
- Aspers orDocument16 paginiAspers orLuisNovoaRiveraÎncă nu există evaluări
- Práctica 1. Preparación de Disoluciones y Determinación de La Concentración de Una Disolución Por Medio de Una Valoración (Titulación)Document8 paginiPráctica 1. Preparación de Disoluciones y Determinación de La Concentración de Una Disolución Por Medio de Una Valoración (Titulación)jesusÎncă nu există evaluări
- Medicina 2 AnticoaguladosDocument25 paginiMedicina 2 AnticoaguladosfiorellaÎncă nu există evaluări
- Quimica Inorganica 8 InformeDocument28 paginiQuimica Inorganica 8 InformeJuan camilo Aguirre LópezÎncă nu există evaluări
- Proyecto Metalicas - Casi ListoDocument44 paginiProyecto Metalicas - Casi ListoRyu Rey RogerÎncă nu există evaluări
- Práctica Química 2008-IIDocument58 paginiPráctica Química 2008-IILiaLeonardoÎncă nu există evaluări
- Bioquimica Del PanDocument50 paginiBioquimica Del PanMadeline RamosÎncă nu există evaluări
- Formato de Entrega Tarea 2Document12 paginiFormato de Entrega Tarea 2liliana burbanoÎncă nu există evaluări
- Experimento Pulso y CazaDocument26 paginiExperimento Pulso y CazaOmarCamposÎncă nu există evaluări
- Laboratorio de Microbiología e Higiene de los AlimentosDocument3 paginiLaboratorio de Microbiología e Higiene de los AlimentosmateoÎncă nu există evaluări
- Reporte de Laboratorio Virtual - Semana 8Document4 paginiReporte de Laboratorio Virtual - Semana 8CHUQUIRIMAY ROJAS BRENDA CAROLÎncă nu există evaluări
- Guia de Aprendizaje Aminoacidos Grado 9Document5 paginiGuia de Aprendizaje Aminoacidos Grado 9AngieSantiÎncă nu există evaluări