S-ar putea să vă placă și
- V Buehler Lean Assessment TemplateDocument23 paginiV Buehler Lean Assessment TemplateAntonio Fernández V.100% (1)
- Trial VSMDocument235 paginiTrial VSMJeevanandhamÎncă nu există evaluări
- SMED single minute exchange of die A Complete Guide - 2019 EditionDe la EverandSMED single minute exchange of die A Complete Guide - 2019 EditionÎncă nu există evaluări
- Operational Excellence A Complete Guide - 2019 EditionDe la EverandOperational Excellence A Complete Guide - 2019 EditionEvaluare: 1 din 5 stele1/5 (1)
- Elementary Quality Assurance ToolsDocument19 paginiElementary Quality Assurance ToolsignaunaqÎncă nu există evaluări
- 5S Kaizen Charter TemplateDocument4 pagini5S Kaizen Charter TemplaterobinsonjamesonÎncă nu există evaluări
- Agile Essentials You Always Wanted To Know: Self Learning ManagementDe la EverandAgile Essentials You Always Wanted To Know: Self Learning ManagementÎncă nu există evaluări
- Manufacturing Capacity Utilization A Clear and Concise ReferenceDe la EverandManufacturing Capacity Utilization A Clear and Concise ReferenceÎncă nu există evaluări
- Milliken Performance System TPM 1656557395Document14 paginiMilliken Performance System TPM 1656557395David Armando Chico OreÎncă nu există evaluări
- LEAN STRATEGY: Why people in great companies cannot wait for MondaysDe la EverandLEAN STRATEGY: Why people in great companies cannot wait for MondaysÎncă nu există evaluări
- 6S (5S+1) Audit Check Sheet AdaptiveDocument4 pagini6S (5S+1) Audit Check Sheet AdaptiveJose OrtegaÎncă nu există evaluări
- Understanding and Implementing Leadership Standard WorkDocument24 paginiUnderstanding and Implementing Leadership Standard WorkJossie FuentesÎncă nu există evaluări
- Root Cause Analysis - Fishbone Diagram: For ANY Systems2win TemplateDocument224 paginiRoot Cause Analysis - Fishbone Diagram: For ANY Systems2win TemplateJeevanandhamÎncă nu există evaluări
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Document35 paginiGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesÎncă nu există evaluări
- Kaizen Structure Rev0Document86 paginiKaizen Structure Rev0hiattolaÎncă nu există evaluări
- 7qc Tools ExplanationDocument64 pagini7qc Tools ExplanationRajÎncă nu există evaluări
- 7 QC ToolsDocument21 pagini7 QC Toolsrakeshkumar20Încă nu există evaluări
- Instructions: 'No' Answers Are To Be Resolved Immediately and DocumentedDocument1 paginăInstructions: 'No' Answers Are To Be Resolved Immediately and Documentedrgrao85Încă nu există evaluări
- Standard Work SheetsDocument6 paginiStandard Work SheetsThanh NguyenÎncă nu există evaluări
- Standard Work Sheets - v04Document3 paginiStandard Work Sheets - v04Balaji SÎncă nu există evaluări
- 5 Steps To Quality ImprovementDocument2 pagini5 Steps To Quality ImprovementAnzarNawazÎncă nu există evaluări
- Assembly Lean Assessmentv1Document19 paginiAssembly Lean Assessmentv1Leontin LeonÎncă nu există evaluări
- Kaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDocument3 paginiKaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDebashishDolonÎncă nu există evaluări
- Industrial Solutions, Inc: Lean Assessment ScorecardDocument5 paginiIndustrial Solutions, Inc: Lean Assessment Scorecardrgrao85Încă nu există evaluări
- 5 Why Analysis With Breakdown EgDocument57 pagini5 Why Analysis With Breakdown Egkathir100% (1)
- Leader Standard Work TemplateDocument4 paginiLeader Standard Work TemplateMustafa Ricky Pramana Se0% (1)
- Sample Downtime ReportDocument37 paginiSample Downtime ReportRidwanÎncă nu există evaluări
- Quality Department Annual PlanDocument24 paginiQuality Department Annual PlanKumaravelÎncă nu există evaluări
- Pdise Lean Self-Assessment ScorecardDocument11 paginiPdise Lean Self-Assessment Scorecardjcruz909Încă nu există evaluări
- Lesson - 1.1 - Six Sigma and Organizational GoalsDocument70 paginiLesson - 1.1 - Six Sigma and Organizational Goalsvineesh priyanÎncă nu există evaluări
- Machine Guard ChecklistDocument7 paginiMachine Guard Checklisthi2lathaÎncă nu există evaluări
- Different Types of Time in ManufacturingDocument15 paginiDifferent Types of Time in ManufacturingkazuÎncă nu există evaluări
- WCM-World Class Manuf.Document37 paginiWCM-World Class Manuf.Mohammad KamruzzamanÎncă nu există evaluări
- QE (5S) Responsibilities and RolesDocument3 paginiQE (5S) Responsibilities and RolesAdie Caberte0% (1)
- AME Lean Manufacturing AssessmentDocument35 paginiAME Lean Manufacturing AssessmentacauaÎncă nu există evaluări
- QRCM Problem Solving WorkbookDocument27 paginiQRCM Problem Solving WorkbookMarcos PoffoÎncă nu există evaluări
- Fish Bone Diagram: Yellow Belt RefresherDocument33 paginiFish Bone Diagram: Yellow Belt RefresherSnehasish PadhyÎncă nu există evaluări
- Maturity Matrix: Preventive Maintenance ProgramDocument2 paginiMaturity Matrix: Preventive Maintenance ProgramAnonymous OuY6oAMggx100% (1)
- Trial 2FindTools TrialDocument9 paginiTrial 2FindTools Trialsman_2_makaleÎncă nu există evaluări
- 24 Root Cause TemplateDocument13 pagini24 Root Cause TemplateSSH H100% (1)
- Performance Review TemplateDocument6 paginiPerformance Review TemplateDrAnand ShankarÎncă nu există evaluări
- Office 5s ChecklistDocument109 paginiOffice 5s ChecklistSercan SülünÎncă nu există evaluări
- A3 TemplateDocument2 paginiA3 TemplateDaniel100% (1)
- TPM Steps 1 JHDocument10 paginiTPM Steps 1 JHGyanesh_DBÎncă nu există evaluări
- Sample Only: Competency-Based Standards For Rank-and-File Employees Assessment ToolDocument2 paginiSample Only: Competency-Based Standards For Rank-and-File Employees Assessment ToolJerry Barad SarioÎncă nu există evaluări
- Supplier Run Rate CalculatorDocument9 paginiSupplier Run Rate CalculatordcevipinÎncă nu există evaluări
- Overall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Document28 paginiOverall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Sukhjot SinghÎncă nu există evaluări
- Online Lean Six Sigma Champion Belt Training: Quality - Support - InnovationDocument2 paginiOnline Lean Six Sigma Champion Belt Training: Quality - Support - InnovationkolehÎncă nu există evaluări
- How To Build Quality Into Your TeamDocument27 paginiHow To Build Quality Into Your TeamMatt MattÎncă nu există evaluări
- Daily Machine Production ReportDocument1 paginăDaily Machine Production ReportimtiazÎncă nu există evaluări
- 8D Problem SolvingDocument7 pagini8D Problem SolvingLokesh Narasimhaiah100% (1)
- PDCA - Audit DocumentaryDocument9 paginiPDCA - Audit DocumentaryElena BabinetchiÎncă nu există evaluări
- ABC Sdn. BHD.: First (1S) Audit ChecklistDocument2 paginiABC Sdn. BHD.: First (1S) Audit ChecklistRamesh KumarÎncă nu există evaluări
- New Blank TemplateDocument11 paginiNew Blank TemplateAmine MoutaqiÎncă nu există evaluări
- Top Questions Asked About SAFe ExamsDocument2 paginiTop Questions Asked About SAFe ExamsdrustagiÎncă nu există evaluări
- Change Log TemplateDocument3 paginiChange Log TemplatedrustagiÎncă nu există evaluări
- Storyboard 0Document1 paginăStoryboard 0drustagiÎncă nu există evaluări
- Appreciation Cards v.1.0Document2 paginiAppreciation Cards v.1.0drustagiÎncă nu există evaluări
- APG Design and Development 2015Document7 paginiAPG Design and Development 2015John RajeshÎncă nu există evaluări
- SDC Course OutlineDocument3 paginiSDC Course OutlinedrustagiÎncă nu există evaluări
- Agile Scrum at Glance BaselineDocument1 paginăAgile Scrum at Glance BaselinedrustagiÎncă nu există evaluări
- SMC Class ScheduleDocument1 paginăSMC Class ScheduledrustagiÎncă nu există evaluări
- 6 Six Sigma Roadmap RevDocument20 pagini6 Six Sigma Roadmap RevJuan PabloÎncă nu există evaluări
- Describe and Compare Below The Changes Requested To Current Product Features/requirementsDocument1 paginăDescribe and Compare Below The Changes Requested To Current Product Features/requirementsdrustagiÎncă nu există evaluări
- Set Project Priorities - ToCDocument4 paginiSet Project Priorities - ToCdrustagiÎncă nu există evaluări
- Scrum Master Certification (SMC™) Course OutlineDocument1 paginăScrum Master Certification (SMC™) Course OutlinedrustagiÎncă nu există evaluări
- Leanmap FREE Six Sigma Tool OverviewDocument2 paginiLeanmap FREE Six Sigma Tool OverviewdrustagiÎncă nu există evaluări
- Updated Agile - KanbanDocument25 paginiUpdated Agile - Kanbandrustagi100% (1)
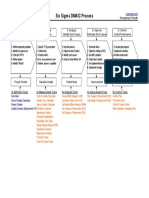
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 paginăLeanmap FREE Six Sigma DMAIC ProcessdrustagiÎncă nu există evaluări
- Six Sigma Fact SheetDocument4 paginiSix Sigma Fact SheetMarcus Skookumchuck VanniniÎncă nu există evaluări
- FBD, Fmea, ParetoDocument5 paginiFBD, Fmea, ParetodrustagiÎncă nu există evaluări
- A Solution Template To Help in Hypothesis TestingDocument3 paginiA Solution Template To Help in Hypothesis TestingdrustagiÎncă nu există evaluări
- Lean Vs Six SigmaDocument23 paginiLean Vs Six SigmaSiddharth ChakkarwarÎncă nu există evaluări
- PDSA History Ron MoenDocument9 paginiPDSA History Ron MoenAli Shah100% (1)
- MAW KitDocument3 paginiMAW KitdrustagiÎncă nu există evaluări
- Quality Management Gurus TheoriesDocument6 paginiQuality Management Gurus TheoriesSyafiqah RedzwanÎncă nu există evaluări
- A Solution Template To Help in Hypothesis TestingDocument3 paginiA Solution Template To Help in Hypothesis TestingdrustagiÎncă nu există evaluări
- Quality Management Gurus TheoriesDocument6 paginiQuality Management Gurus TheoriesSyafiqah RedzwanÎncă nu există evaluări
- Sample Chartered Accountant ResumeDocument5 paginiSample Chartered Accountant ResumedrustagiÎncă nu există evaluări
- PDSA History Ron MoenDocument9 paginiPDSA History Ron MoenAli Shah100% (1)
- The Benefits of PDCADocument2 paginiThe Benefits of PDCAdrustagiÎncă nu există evaluări
- Who Are The TOP Quality GurusDocument8 paginiWho Are The TOP Quality GurusdrustagiÎncă nu există evaluări
- Chartered Accountant Resume Sample - Best FormatDocument4 paginiChartered Accountant Resume Sample - Best FormatdrustagiÎncă nu există evaluări