Documente Academic
Documente Profesional
Documente Cultură
Untitled
Încărcat de
Freddy UreñaDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Untitled
Încărcat de
Freddy UreñaDrepturi de autor:
Formate disponibile
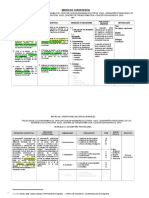
DISEO DE LA LABOR DE PRODUCCION Y/O SERVICIO. Determinacin del tamao del negocio o empresa e instalaciones fsicas.
Propuesta metodolgica para hacer una determinacin del tamao mnimo econmico de los pro cesos industriales que tienen las organizaciones productoras de bienes de consum o final, intermedio y de capital. Considerando todas las posibilidades tecnolgica s que existen en el mercado, se considera en el anlisis el caso en que la informa cin es determinista, bien comportada, as como el caso cuando existe incertidumbre en el comportamiento operativo de los procesos existentes en el mercado. La determinacin del tamao de la planta industrial (empresa), esta dado por la capa cidad instalada de produccin de bienes y/o servicios de la misma, dicha capacidad de produccin es expresada en trminos de productos elaborados por ciclo, turno, ao, segn el sistema adoptado para trabajar. El presente trabajo cobra inters para su anlisis, debido a que explorando la literatura existente, encontramos orientacion es para el anlisis limitadas, en las que ante auditorias tcnicas y econmicas a los responsables de hacer estos anlisis y compras de procesos, los criterios tradicio nales no les daban las respuestas clave para disminuir el riesgo de no acertar e n la decisin, en este caso como primicia de anlisis, son consideradas todas las op ciones de paquetes tecnolgicos existentes en el mercado nacional e internacional para hacer la seleccin del mejor proceso. La determinacin del tamao de una planta industrial tiene como objetivo fundamental determinar cual alternativa producir los mejores resultados econmicos para el pro yecto caso de estudio En la formulacin y evaluacin de proyectos industriales, el d imensionamiento de una planta industrial corresponde a su capacidad de produccin, durante un perodo determinado de funcionamiento, este se refiere generalmente a la capacidad mxima de la instalacin con un nivel de eficiencia satisfactorio, esta informacin debe ser completada con los datos de nmeros de das de trabajo por ao y e l nmero de horas de trabajo por da. La referencia es la capacidad mxima de produccin de bienes y/o servicios en un turno de trabajo del sistema, comnmente la referen cia es un turno de trabajo de 8 horas.
Los factores condicionantes bsicos para la implementacin del tamao de la capacidad de produccin de una planta dedicada a producir bienes y/o servicios son los sigui entes: Mercado de consumo existente Distribucin geogrfica de los consumidores Disponibilidad de materias primas Restricciones de tecnologa Disponibilidad de recursos financieros Disponibilidad de recursos legales Disponibilidad de mano de obra Poltica econmica Normatividad ambiental Otras El elemento ms importante para tener un juicio claro en la determinacin del tamao d e una planta susceptible de ser instalada en una regin predeterminada es generalm ente el nivel de demanda potencial que habr de satisfacerse, esta proporciona el tamao mximo a instalar y que el mercado es capaz de observar producto, en unidad d e tiempo por unidad de rea. El anlisis de la demanda en un proyecto industrial como instrumento de apoyo para determinar el tamao, presenta fundamentalmente tres situaciones especficas bsicas para poder instalarse con una capacidad de produccin especfica, estas situaciones son las siguientes. Que la demanda potencial sea claramente mayor que la capacidad mnima que pudiera instalarse. Que la demanda sea del mismo orden que la capacidad mnima de produccin con posibil
idades de instalar. Que la demanda sea muy superior a la capacidad mxima que se pueda instalar. De lo anterior se observa que el tamao de mercado, es un indicador inicial de las posibilidades alternativas a manejar en la seleccin del tamao.
La forma en que se encuentra distribuida geogrficamente la demanda de un producto y/o servicio, es un factor de mucha importancia en la decisin sobre la determina cin del tamao de la planta industrial, as se puede presentar el caso de que una mis ma demanda se puede satisfacer instalando una sola planta para todo el mercado g eogrfico, una central para abastecer la mayor parte del territorio, plantas menor es en otros lugares y varias fbricas aproximadamente del mismo tamao, situadas en lugares distintos, lo cual implica un factor determinante en lo que a tamao respe cta. Un factor fundamental para la definicin del tamao es los tipos de procesos disponi bles en el mercado del sector de la economa en la que este clasificado el proceso que caracteriza al tipo de planta a instalar, estos definen el tamao mximo y mnimo de la planta, desde el punto de vista tecnolgico. Este rango puede determinarse en los siguientes casos de procesos: los probados a nivel industrial, los que ex isten a nivel de planta piloto, los que se estn probando a nivel de laboratorio. Para el caso de anlisis de bsqueda de procesos disponibles se deber restringir los ya conocidos y experimentados a escala industrial, slo en el caso de un proceso n uevo se buscar en otras alternativas, pero su factibilidad depender de los element os econmicos, bajo los que se comporte el sistema. La adquisicin de una tecnologa automatizada mal usada, puede originar una capacid ad ociosa muy grande, esta podr ser superada en el tiempo, si el crecimiento del mercado lo permite, o mantenerse en ese nivel durante la vida til del proyecto, s i ello se justifica desde el punto de vista tcnico y econmico. Las alternativas de tamao entre las cuales se puede escoger se van reduciendo a m edida que se examinan las cuestiones relacionadas con la ingeniera, las inversion es, y que se han mencionado con anterioridad en este trabajo. La magnitud del me rcado dar la primera orientacin, ya que la demanda puede ser tan pequea que solo ju stifique la instalacin mnima, eliminndose cualquier otra solucin. Como el tamao ptimo es funcin de los coeficientes antes mencionados, debido a las v ariaciones de los costos con el tamao es decir, a las economas de escala, es neces ario determinar previamente si el tamao con el que se logran los costos unitarios mnimos es aquel con el cual se logra una mxima utilidad y rentabilidad o el mximo coeficiente de ventas a costos. Se tiene que el tamao que hace Mnimo el costo unit ario es el mismo que hace mximo el cociente de ventas a costos. METODOLOGA DE CLCULO DE TAMAO MNIMO ECONMICO El tamao mnimo es aquel en el que se obtiene un rendimiento econmico, cuyo porcenta je por lo menos debe ser igual a la tasa de inters que ofrece la inversin de plazo fijo en la banca, comnmente por el riesgo existente en las inversiones se buscar a que proporcione una tasa de inters equivalente a la TREMA (tasa de recuperacin mn ima atractiva-la fija el inversionista de acuerdo a su inters y al giro del negoc io). Un concepto clave en el clculo es el precio de mercado de(l) producto(s) que se t enga planeado producir,estos estn constituidos por los costos fijos , los variabl es y las utilidades o remuneraciones que se tengan al capital invertido, el mism o es expresado como: P = CF + CV +U Dnde: P = Precio de producto CF = Costo fijo
CV = Costo variable U = Utilidad que el inversionista desea por la venta de producto Para hacer el clculo del tamao bajo este criterio de anlisis se requiere contar con los parmetros indicados a continuacin: Capacidad total de produccin por proceso (en unidades de produccin) Inversin total para cada tecnologa analizada Nivel de costos fijos Nivel de costos variables Diferentes procesos (tecnologas) existentes en el mercado (N) Establecimiento del (% ) de capacidad aprovechada Nivel de utilidad bruta a diferente nivel de operacin del proceso Cantidad total de dinero que se tiene de acuerdo a (6) Determinacin del precio mnimo de venta de producto En este anlisis se requiere seleccionar los diferentes niveles de operacin que cor responden a diferentes niveles de utilizacin de la capacidad instalada para cada tecnologa en anlisis. Para el caso de la Inversin Total, est integrada por la suma d e Inversin Fija, Inversin Diferida y el capital de trabajo para cada condicin de o peracin; esta variar de nivel a nivel operativo en la movilidad que tenga el capit al de trabajo, ya que la inversin fija y diferida se mantienen constantes y no de penden del volumen de produccin. Con la informacin anterior es posible a partir del conocimiento del precio mnimo q ue cada tecnologa puede ofrecer a diferentes niveles de capacidad aprovechada hac er una seleccin preliminar del proceso, debido a que se seleccionara aquel que op ere con niveles de precios ms bajos que los otros que se estn comparando, lo anter ior debido que al simular el comportamiento operativo de los procesos analizados y existentes en el mercado, se observa que estos operan con economas de escala. Sin embargo se requiere incorporar las variables como el nivel de demanda con la que la futura planta (ampliacin de la existente), desean participar en el mercad o, la primera ser informacin del estudio de mercado y en el segundo caso del poten cial y tendencias que se tenga de la cartera de clientes que posee la empresa y su nivel de consumo. Estas variables son incorporadas en un sistema de referenci a cartesiano, en el que se han ubicado las curvas de isocosto de cada proceso (t ecnologa) en comparacin, y en este referencial ser relativamente sencillo ubicar el proceso a seleccionar.
LA DISTRIBUCIN FSICA DE LAS INSTALACIONES Podemos definir la distribucin en planta como la ubicacin de las distintas mquinas, puestos de trabajo, reas de servicio al cliente, almacenes, oficinas, zonas de d escanso, pasillos, flujos de materiales y personas, etc. dentro de los edificios de la empresa de forma que se consiga el mejor funcionamiento de las instalacio nes. Optimizar el aprovechamiento de la mano de obra, la maquinaria y el espacio redistribucin es un ARTE Tcnicas vs. Sentido comn Mejorar el aspecto de las instal aciones de trabajo de cara al pblico. Objetivos bsicos: Optimizar la capacidad productiva reducir los costes de movimie nto de materiales. Proporcionar espacio suficiente para los distintos procesos i ncrementar el grado de flexibilidad garantizar la salud y seguridad de los traba jadores facilitar la supervisin de las tareas y las actividades de mantenimiento mejorar la satisfaccin del personal. Decisin de nivel estratgico son restricciones para el diseo de la distribucin en pla nta: Capacidad de la instalacin Tipo de proceso de fabricacin Normalmente son efic ientes para las condiciones de inicio. A lo largo de la historia de la organizac
in suele ser necesaria una redistribucin. Una buena distribucin no tiene porque cos tar ms que una mala distribucin. PRINCIPALES TIPOS DE DISTRIBUCIN EN PLANTA. Distribucin por procesos o funcional o tipo job-shop: Pequeos lotes, escasamente estandarizados, maquinaria genrica poco especializada (flexibilidad). El personal y las mquinas se agrupan segn la funcin que realiza cada producto a fabricar reali za un recorrido distinto por la planta segn las operaciones que requiera. Se gene ran diferentes flujos de materiales entre los diferentes talleres. Recorridos di stintos, llegando a ser caticos. Transporte con trans-paletas y otros vehculos. Tr abajadores altamente cualificados. Ejemplos: talleres de carpintera, mecnicos. Men or inversin en maquinaria: menor duplicidad. Elevada flexibilidad. Mayor motivacin de los trabajadores. Mejora del proceso de control. Reducidos costes de fabrica cin. Las averas en la maquinaria no interrumpen todo el proceso. VENTAJAS INCONVENIENTES: Dificultad a la hora de fijar las rutas y los programas . Ms manipulacin de materiales y costes ms elevados. Dificultad de coordinacin de los flujos de materiales y ausencia de un control vi sual. El tiempo total de fabricacin. El inventario en curso es mayor. Requiere una mayor superficie. Mayor cualificacin de la mano de obra.
Distribucin por productos: Fabricar un reducido nmero de productos diferentes, alt amente estandarizados y habitualmente en grandes lotes. Agrupar en un departamen to todas la operaciones necesarias para fabricar el producto, colocando cada ope racin lo ms cerca posible de su predecesora. El producto sigue la secuencia establecida. Secuencia pre-establecida. Secuenciacin y equilibrado de operaciones es crtico. Formas: en lnea, en U, en L, en O y en S Maquinaria altamente especializada menor es retrasos (rutas directas). Tiempo total de fabricacin menor. Menores cantidades de trabajo en curso. Menor manipulacin de materiales. Estrecha coordinacin. Menor superficie de suelo ocupado por unidad de producto. Escaso grado de cualificacin, formacin y supervisin. VENTAJAS INCONVENIENTES: Elevada inversin en maquinaria: duplicidades. Menor flexibilidad. Menor cualificacin en los operarios. Costes ms elevados. Peligro que se pare toda la lnea de produccin si una mquina sufre una avera. PRINCIPALES TIPOS DE DISTRIBUCIN EN PLANTA. Tecnologa de grupo: Distribucin celular, distribucin por procesos vs. Distribucin c elular: Supone desarrollar un sistema de codificacin de los componentes que forma n parte de los productos fabricados por la organizacin. As es posible: Simplificar la determinacin de la ruta de cada parte a lo largo del proceso Reducir el nmero de componentes a disear agrupar las partes con caractersticas similares en familia s, lo que facilita procesos estndares ms eficientes asignar cada familia de piezas a distintas clulas de fabricacin Las mquinas se agrupan en clulas que funcionan com o islas de distribucin por productos en medio de una distribucin por procesos de t oda la planta. Cada clula fabrica una familia de componentes que requiere operaci ones similares se procura que estas agrupaciones de mquinas tengan formas cerrada s con el fin de minimizar recorridos y movimientos.
Distribucin CELULAR: Simplificacin de los tiempos de cambio de la maquinaria. Redu ccin del tiempo de formacin. Reduccin de los costes asociados al flujo de materiale s. Reduccin de los tiempos de fabricacin. Reduccin del nivel de inventario. Facilid ad a la hora de automatizar la produccin. Creacin de un espritu de trabajo en equip o: mejora la motivacin y la productividad de la clula ventajas inconvenientes Dupl icidad de equipamientos. Dificultad para establecer clulas de fabricacin en determ inados tipos de procesos. Mayor inversin en maquinaria, equipamiento y superficie . Necesidad de trabajadores polivalentes. Distribucin de punto fijo: Las caractersticas del producto (elevado tamao o peso) r ecomiendan localizar el producto en una posicin fija. Los trabajadores, mquinas, h erramientas y materiales se desplazan. Reduccin en el manejo de piezas grandes. E levada flexibilidad (cambios frecuentes en el diseo y secuencia de los productos y una demanda intermitente). Ventajas inconvenientes Escasa flexibilidad en los tiempos de fabricacin, ya que el flujo de fabricacin no puede ser ms rpido que la ac tividad ms lenta, Necesidad de una inversin elevada en equipos especficos. Monotona de los trabajos. Se localiza la maquinaria, materiales y herramientas segn la fre cuencia de uso. El proceso seleccionado debe ajustarse segn la cantidad y la variedad Enfoque del proceso Proyectos y talleres (maquinaria, imprenta comercial restaurante francs, carpintera) Repetitivo (automviles, motos) Harley Davidson Enfoque de producto (p astelera industrial, acero, vidrio, etc.) Alta variedad Una o algunas unidades po r serie de fabricacin (permite la personalizacin) Cambios en los mdulos Series pequ eas, mdulos estandarizados Cambios en los atributos (tales como grado, calidad, ta mao, espesor, etc.) Slo grandes series Personalizacin a gran escala (difcil de alcan zar, pero grandes beneficios) Dell Computer Corp. Mala estrategia (los costes va riables son altos) Poca cantidad Proceso repetitivo Alto volumen MTODOS DE DISTRIBUCIN DE INSTALACIONES TCNICAS PARA LAS DISTRIBUCIONES POR PROCESOS : Anlisis de la secuencia de operaciones Anlisis de diagramas de bloque Anlisis carga -distancia equilibrado de lneas de fabricacin o montaje: consiste en agrupar diver sas operaciones elementales en un mismo puesto de trabajo, de forma que cada pue sto tenga asignado un tiempo aproximadamente igual al resto. EQUILIBRADO DE LNEAS DE FABRICACIN La cadena de montaje se define como una sucesin de puestos fijos en cada uno de l os cuales se realizan una serie de operaciones especficas en un intrvalo de tiempo El equilibrado de lneas consiste en agrupar diversas operaciones elementales en un mismo puesto de trabajo, de forma que cada puesto tenga un tiempo asignado pa ra la realizacin de operaciones idntico al del resto de puestos. Hiptesis previas El proceso puede definirse como un conjunto de operaciones indiv isibles los tiempos de duracin de las operaciones son conocidos las operaciones p ueden agruparse en puestos de trabajo con ciertas limitaciones Restricciones Res tricciones de precedencia: orden predeterminado para realizar las operaciones Re stricciones de zona: ejemplo pintura Restricciones de posicin: del producto respe cto a los operarios Restricciones de estructuras fijas: mquinas que por su peso y volumen no pueden transportarse EQUILIBRADO DE LNEAS DE FABRICACIN Tiempo Muerto Tiempo improductivo Tiempo productivo Tiempo de servicio Tiempo de ciclo Puesto I Puesto II Puesto III Puesto IV Conceptos Elemento de trabajo: Ca da una de las operaciones indivisibles que forman el proceso Puestos de trabajo: Lugares donde se realiza cada grupo de elementos de trabajo Tiempo de ciclo: Ti empo disponible en cada puesto para ejecutar el trabajo Tiempo de servicio: Tiem po necesario para realizar todos los elementos de trabajo de un puesto para cada unidad de producto. Puede dividirse en productivo e improductivo Tiempo muerto: Diferencia entre el tiempo de ciclo y el tiempo de servicio.
Mtodos de localizacin de la planta y otras instalaciones fsicas. - Ponderacin por puntos: 1.- Punto de equilibrio para la localizacin: Definicin: Es el proceso de elegir un lugar geogrfico para realizar las operaciones de una empresa. El punto de equilibrio nos habla ms que nada de encontrar un balance entre los di ferentes factores de localizacin de planta, los factores que influyen ms comnmente en la decisin de la localizacin se analizan a continuacin. Cercana a los consumidores. Abastecimiento de materia prima. Competencia del mercado. Accesibilidad a la planta. Transporte de mano Obra. Servicios bsicos. Decidimos aplicar ste mtodo, ya que al analizar los prospectos de terrenos que tena mospara la localizacin de nuestra empresa, corroboramos la viabilidad que tendra n uestro terrenomediante l. Y a comparacin de los otros mtodos, es el que al menos en nuestro punto devista, llega al punto clave que es saber la factibilidad del pu nto en que situaremos nuestra plantade manera clara y precisa.Cercana de los cons umidores: realmente nosotros no seremos distribuidores directos, ya quenuestro p roducto ser comercializado mediante, diferentes puntos de venta como lo son tiend asdepartamentales, entre otras. Abastecimiento de materia prima : Competencia en el mercado: actualmente somos los nicos fabricantes de asientos par aperros en el pas. As que competencia real, no existe.Accesibilidad de la planta: es un terreno que se encuentra situado cerca de dos avenidasprincipales. Aunque a la orilla de la ciudad pero de fcil acceso.Transporte de mano de obra: se reque rir d e un transpgorte de personal, para la llegada de lostrabajadores a la plant a. Servicios bsicos: todos los servicios se encuentran en regla. Anlisis para la estrategia de instalaciones: La medicin de la capacidad Pronsticos de la demanda Determinacin de las necesidades de las instalaciones Generacin de alternativas Evaluacin de alternativas Decisin sobre instalacin Problemas de Localizacin de Instalaciones: Los problemas de localizacin pueden caracterizarse por la eleccin de un sitio entr e muchos. En algunos casos los criterios de decisin estn representados por los cos tos de distribucin de varias plantas y bodegas. Localizacin de una sola instalacin, Localizacin de fbricas y almacenes mltiples, Localizacin de comercios competitivos, Localizacin de servicios de emergencia. Pasos para seleccionar la localizacin: Eleccin de la regin o del rea en general; Eleccin de la comunidad en particular, Eleccin del sitio exacto de localizacin. Eleccin de la regin o del rea en general: Proximidad del mercado, Acceso a los materiales necesarios, Disponibilidad de medios de transporte, Servicios pblicos y privados adecuados,
Condiciones climticas favorables. Eleccin de la comunidad en particular: Mano de obra adecuada en nmero y tipo de especialidad requerida, Escala de salarios que compiten o son menores de los que pagan otras compaas del m ismo tipo, Otras compaas de la comunidad que completan o suplementan a la fbrica que se va a l ocalizar, Una actitud amistosa y de cooperacin hacia la industria, Impuestos, leyes y estatutos restrictivos, Condiciones favorables. Eleccin del sitio exacto de localizacin: Se debe considerar como alternativas otras comunidades, en caso de que no se enc uentre un lugar adecuado para localizar la planta en la comunidad seleccionada. Sin embargo debe considerarse en la seleccin principal, los siguientes aspectos: Terreno: Es suficiente su tamao? Es la topografa apropiada para el tipo de construccin? Son apropiadas las caractersticas del suelo? Transporte: Es el lugar accesible por va terrestre, martima o area? Podrn los empleados llegar fcilmente al lugar en carro, transporte pblico, etc.? Las alternativas de Localizacin pueden ser de tres tipos: Ampliar la instalacin existente en vez de moverla. Conservar los sitios existentes mientras se abren instalaciones en algn otro luga r. Cerrar las instalaciones existentes y cambiarse a una nueva localizacin. La localizacin de planta debe realizarse en funcin de: La necesidad de producir cerca del cliente como consecuencia de la competencia, los acuerdos comerciales y los costos de envo. La necesidad de ubicarse cerca de la fuente apropiada de mano de obra para aprov echar los bajos costos laborales y/o la alta capacidad tcnica. MTODO DEL CENTRO DE GRAVEDAD Es una tcnica de localizacin de instalaciones individuales en la que se consideran las instalaciones existentes, las distancias que las separan y los volmenes de a rtculos que se han de despachar. Procedimiento: Empieza colocando ubicaciones existentes en unsistemade cuadrcula co n coordenadas. El objetivo es establecer las distancias relativas entre las ubic aciones. El centro de gravedad se encuentra calculando las coordenadas X e Y que dan por resultado el costo mnimo de transporte. Frmulas: Cx = Coordenada X del centro de gravedad Cy = Coordenada Y del centro de gravedad dix = Coordenada X de la iesima ubicacin diy = Coordenada Y de la iesima ubicacin Vi =Volumende artculos movilizados hasta la iesima ubicacin o desde ella. 2.- Ubicacin del centroide: Definicin: Es un punto que define el centro geomtrico de un objeto. Su localizacin puede dete rminarse a partir de formulas semejantes a las utilizadas para determinar el ce ntro de gravedad o el centro,de masa del cuerpo el centroide nos ayuda a encontr ar el punto en el que se concentra las, fuerzas que actan sobre una figura irregu lar o, figuras geomtricas no muy conocidas. Es una tcnica de localizacin de instalaciones individuales en la que se consideran las instalaciones existentes, las distancias que las separan y los volmenes de a rtculos que se han de despachar. Procedimiento: Empieza colocando ubicaciones existentes en un sistema de cuadrcu la con coordenadas. El objetivo es establecer las distancias relativas entre las
ubicaciones. El centro de gravedad se encuentra calculando las coordenadas X e Y que dan por resultado el costo mnimo de transporte. 3.- Modelo de transporte: El modelo de transporte busca determinar un plan de transporte de una mercanca de varias fuentes a varios destinos. Los datos del modelo son:1. Nivel de oferta e n cada fuente y la cantidad de demanda en cada destino.2. El costo de transporte unitario de la mercanca a cada destino. Como solo hay una mercanca un destino pue de recibir su demanda de una o ms fuentes. El objetivo del modelo es el de determ inar la cantidad que se enviar de cada fuente a cada destino, tal que se minimice el costo del transporte total. La suposicin bsica del modelo es que el costo del transporte en una ruta es directamente proporcional al nmero de unidades transpor tadas. La definicin de unidad de transporte variar dependiendo de la mercanca que se t ansporte. Una cierta clase de problemas de programacin lineal, conocida como problema de tr ansporte se da muy frecuentemente en aplicaciones prcticas. El problema general d e transporte puede ser formulado como sigue: Un producto est disponible en ciertas cantidades conocidas en cada uno de los m orgenes. Es requerido que ciertas cantidades de un producto sean transportadas a cada uno de los n destinos. El mnimo costo de transportar una unidad de cualquier origen a cualquier destino es conocido. Se desea determinar el programa de los envos que minimiza el costo total de transporte. Sea hay la cantidad de producto disponible en el origen i y bj la cantidad de p roducto requerida en el destino j. El costo de transportar una unidad de origen i al destino j ser escrita como cij. Se asumir que la cantidad disponible sea igua l a la cantidad producida. El mtodo de transporte de laprogramacin lineal, puede emplearse para someter a prue ba el impacto que en materia de costos tienen las diversas ubicaciones posibles Ejemplo Encontrar elplande distribucin para satisfacer lademandacon el mnimo costo de transpor tes entre plantas y almacenes PLANTEAMIENTO 1-VARIABLES: Xij: Cantidad a transportar desde i hasta j (km) CONSTANTES (DATOS): Cij : Costos de transporte desde i a j ($/ km) Di : Disponibilidades en las diferentes plantas Bj : Demandas en los almacenes 2-RESTRICCIONES: Xij<= Di Xij<= BjXij>= 0 j i 3- FUNCIN OBJETIVO: MIN Z = Xij * Cij MATRIZ DE TRANSPORTE
INGIENERIA DEL PROYECTO. En este mbito se trabajala descripcin genrica de la actividad productiva de la empre sa, ilustrando brevemente las diversas fases del proceso, sus caractersticas prop ias, y tambin las competencias distintivas de las empresa. Incluso para las actividades ms exigentes, en las cuales los procesos sean de alg una complejidad y posean, por tanto, una fuerte capacidad tcnica, es del todo inti l detenerse en la descripcin tcnica del proceso. No debe olvidarse que el grupo de inters al que se le presenta el plan no ir nunca ms all de la simple comprensin de l a naturaleza de la actividad desarrollada, salvo algunas excepciones. Obtencin de informacin tcnica. Las etapas que son necesarias a fin de reunir la informacin tcnica requerida son: (a)Descripcin del proceso de produccin: La descripcin del proceso mediante esquemas simples o diagramas de circulacin ayud a a visualizar la secuencia de operaciones y la presentacin de los datos. Adems, d
eber compararse con las tcnicas actuales para elaborar el/los mismos productos. Pa ra un proyecto nuevo, ser necesaria una evaluacin y seleccin entre las distintas al ternativas tecnolgicas. Puede existir ms de una lnea de produccin. En la utilizacin d e pequeos pelgicos, pueden procesarse productos frescos, congelados, curados y enl atados. La diversificacin de productos permite la mejor utilizacin de la materia p rima y la expansin de los mercados. Los tipos de procesamiento utilizados por pes queras de pequea escala son relativamente simples (por ejemplo, seco, salado, ahum ado o congelado) (Stevensonet al., 1986). (b)Especificacin de equipos: Se debe realizar un relevamiento de todos los equipos y sus caractersticas tcnicas (capacidad, material de construccin, rendimiento, consumo, ao de puesta en funcio namiento, vida til estimada, etc) para determinar si existe alguna restriccin o cu ello de botella en la utilizacin eficiente de la planta. En el caso de un proyect o nuevo, esta etapa consiste en calcular el tamao y forma de los distintos equipo s e instalaciones y especificar los materiales de construccin. Esto ltimo debe hac erse con sumo cuidado debido a que el tipo de material de construccin influye fun damentalmente en el diseo mecnico y en el costo de los equipos. Asimismo, en la se leccin del equipo, debe considerarse el tipo de proceso, la escala de operacin y e l grado de mecanizacin, factores estrechamente relacionados entre s.
Suele ocurrir que un determinado grado de mecanizacin es aplicable slo para un vol umen mnimo de produccin. Un ejemplo claro de ello es la incorporacin de clasificacin automtica de pescado para plantas pesqueras que resulta rentable solamente a par tir de un determinado volumen de produccin, el cual depende, entre otros factores de: la distribucin de tamao de la especie y la estructura de costos de la planta (Boomanet al., 1988). En los pases industrializados, se tiende a sustituir la mano de obra por equipo ( automatizacin), lo que implica la presencia de factores tales como produccin en ma sa, organizacin optimizada, disciplina y eficiencia de la mano de obra y buenos s istemas de distribucin. Empleando las tcnicas de la Ingeniera Econmica, se ha demost rado que en los pases en desarrollo, la tecnologa ptima seleccionada algunas veces no es coincidente con la tecnologa aplicada en un pas desarrollado (Cerbini y Zuga rramurdi, 1981b). Adems, dentro del aspecto tcnico, se deber incluir las estimaciones relativas al ta mao, caractersticas de los edificios necesarios para la produccin y la forma en que se distribuirn en el terreno. Asimismo se deber considerar la distribucin de los e quipos dentro de los edificios industriales, teniendo en cuenta los datos de ren dimientos, posibilidad de ampliacin de la produccin y circulacin de los materiales. Esta informacin es bsica para estimar la inversin fija. (c)Relevamientos de insumos: Conocidos el tamao de la planta y elegido el mtodo de fabricacin, ser posible determ inar o estimar la cantidad y calidad necesaria de cada uno de los insumos para l a elaboracin de cada producto. La determinacin del requerimiento de insumos es la premisa bsica para estimar los costos de operacin. Los insumos directos principales son: materias primas, mano de obra, servicios y envases. Tradicionalmente, en el manejo de recursos pesqueros, las cantidades d e pescado se fijan previamente (por ej., cuotas de captura). Sin embargo, an cuan do la oferta de pescado total pueda ser limitada, el acceso de una empresa al me rcado de pescado fresco o congelado es libre. En esas circunstancias, si la dema nda aumenta, los precios del pescado fresco aumentarn y las empresas pesqueras pu eden encontrar ms interesante importar pescado antes que comprarlo localmente. Es te es el caso de muchos pases desarrollados en el presente. Para el resto de las materias primas tambin puede ser necesario realizar un anlisis de diferentes alter nativas. Cuando se han completado todas las etapas, se ha reunido una gran cantidad de in formacin concerniente a los datos tcnicos del proceso. Mediante un cuidadoso estud io de los diagramas de flujo y de los equipos, se puede afirmar qu etapas del pro ceso pueden causar problemas, son caras o infrecuentes y al examinar cada operac
in se pueden prever los problemas que apareceran en el diseo y funcionamiento.
Debe tenerse en cuenta que este anlisis no es slo necesario para el proceso de inv ersin, sino que tambin lo es para el anlisis de situaciones existentes, ya que las condiciones o su incidencia relativa pueden cambiar con el tiempo. Asimismo es r elativamente comn encontrar, sobre todo en pases en vas de desarrollo, que las indu strias se han instalado siguiendo un anlisis aproximativo, o bien basndose en anal ogas o en condiciones poltico-econmicas que estn lejos de constituir condiciones ptim as o adecuadas para el desarrollo autosustentable. Como la calidad y seguridad d el producto se estn convirtiendo en condiciones esenciales para permanecer en el mercado y progresar, estos aspectos son indispensables durante la evaluacin de lo s insumos y seleccin de los equipos. SELECCIN DE PROCESOS Y SISTEMAS DE PRODUCCIN. Se refiere a la planeacin tctica que ocurre regularmente en manufactura. La selecc in de procesos es la decisin estratgica de seleccionar que tipo de proceso de produ ccin se deben tener en una planta. Tipos de procesos: Conversin Fabricacin Ensamble Prueba Conversin: Es convertir la materia prima en productos acabados o terminados. Ejem plo: Vigas de acero. Fabricacin: son aquellos en darles a la materia prima alguna forma especfica. Ejem plo: Lamina de metal (un guarda fango para el carro). Ensamble: es ensamblar el producto transformado en un producto especfico. Ejemplo : Guardafangos se le ensambla a un automvil. Proceso de Prueba: Es un proceso fundamental que se realiza con actividades indi viduales. Ejemplo: ensayo y error. Estructura del flujo de Procesos de Produccin: Talleres de trabajo Lotes Lnea de ensamblaje Flujo continuo. Por Encargo -Talleres de trabajo: Son produccin de pequeas series de una gran cantidad de prod uctos diferentes, la mayor parte de las cuales requieren una serie o secuencia d istinta de pasos o procedimientos. -Lotes: Es el sistema utilizado por empresas que producen una cantidad limitada de un tipo de producto cada vez, sea lotes peridicos donde existe la estandarizacin . -Lnea de Ensamble: Produccin de componentes discretos que pasan de una estacin de t rabajo a otra a un ritmo controlado, siguiendo la secuencia requerida para fabri car el producto. -Flujo continuo: Es utilizado por empresa que elaboran determinados productos qu e no sufren remodelaciones durante un alto periodo, son altamente automatizado y en efecto constituye una maquina integrada que debe ser operada 24 horas al da par a evitar cierres y arranques costosos. -Por encargo: Es utilizado solamente con las empresas que producen despus de habe r recibido el pedido o encargo de sus productos, es cuando la empresa los produc e a los clientes. Fabrica Virtual: Tiene que ver con actividades de manufactura que no realizan en una planta central, sino ms bien en locaciones mltiples, a cargo de proveedores y firmas asociados como parte de Alianzas Estratgicas. Seleccin de Equipos Especficos: Las empresas pueden tener tanto equipos para fines generales como equipos para fines especiales. Ejemplo: un taller mecnico tendra t ornos y prensas taladradores (fines generales) y podra tener maquinas de transfer
encias (fines especiales) Capacidad de Produccin Instalada: Es el potencial que posee la empresa para produ cir productos/servicios con las instalaciones, maquinas y equipos. Tambin es la c apacidad mxima de produccin que la empresa puede alcanzar mediante las instalacion es y equipos. Capacidad Ociosa: Es aquella capacidad de produccin no utilizada o aquella porcin de los factores fijos no utilizados en la produccin. Capacidad de Produccin: Representa la capacidad instalada ms los recursos material es, humanos y financieros disponibles: -Recursos Materiales: Materia Prima disponible. -Recursos Humanos: Es el personal suficiente para producir. -Recuros Financieros: Es el capital para financiar las compras y operaciones de la empresa. Arreglo Fsico y Layout. (Distribucin de Planta): Se refiere a la planeacin del espa cio fsico que ser ocupado y representa la disposicin de mquinas y equipos necesarios para la produccin de los productos / servicios de la empresa. Tambin puede referi rse a la localizacin fsica de diversos organismos ligados directa o indirectamente con la produccin. As como las mquinas y equipos deben estar adecuadamente dispuest os y fsicamente colocados para facilitar el proceso productivo, tambin los organis mos de la empresa necesitan ocupar espacios que faciliten sus operaciones y su i nterdependencia. Layout: que significa en ingles: disponer, ordenar, esquematizar. Es la grfica qu e representa la disposicin espacial, el rea ocupada y la localizacin de las mquinas y equipos o las secciones involucradas. Tambin muestra el arreglo fsico de las mqui nas, hombres y materiales, mediante el cual se busca mejor combinacin entre los t res: Operaciones de las mquinas, productividad del trabajador y flujo de los mate riales. Ej (Diseo de una planta baja de una casa o apartamento , con sus comparti mientos).Los Factores de Produccin: -Naturaleza. - Capital -Trabajo. -Empresa. -Naturaleza: Provee los insumos necesarios, las materias primas, la energa entre otros. -Capital: proporciona el dinero necesario, para comprar los insumos y pagar a lo s empleados. -Trabajo: es realizado por la mano de obra que transforma, por medio de operacio nes manuales o de maquinas y equipos, los insumos en productos acabados o servic ios prestados. -Y la Empresa: Es como factor integrador, que garantiza que la integracin de los tres factores de produccin sea lo ms lucrativa posible. Recursos Empresariales: Son los medios a travs del cual la empresa produce algo, a la empresa se les dota de recursos para poder funcionar adecuadamente. Relacin entre Recursos Empresariales y Factores de Produccin: Recursos Empresariales ------------Factor de produccin Materiales o fsicos ----------------------Naturaleza Financieros -------------------------Capital Humanos ---------------------------Trabajo Mercadotcnicos ---------------------No tiene Administrativos ------------Empresa Materiales fsicos: constituyen las construcciones y edificios, maquinarias y equi pos, instalaciones, herramientas, materia prima, en fin todos los procesos fsicos que participan en el proceso productivo y representa el factor naturaleza. Financieros: corresponde al factor de produccin capital, equivalen al capital y a barcan los ingresos, cuentas por cobrar, facturacin, dinero en bancos, y en caja, inversiones, en fin cualquier forma de dinero o crdito que la empresa posee. Humanos: el factor de produccin es trabajo, con la diferencia que envuelve a toda s las personas que trabajan en la empresa en todos los niveles jerrquicos. Mercadotcnicos: generalmente estn fuera de la empresa: son los clientes, los consu
midores, los usuarios de los productos o servicios de la empresa. Para abordarlo s la empresa utiliza todo tipo de medio, propaganda, promocin, canales de distrib ucin, equipos de ventas, entre otros. Administrativos: factor empresa acta como integrador y sincronizador de todos los restantes de la empresa.
DISTRIBUCIN DE LA PLANTA. Distribucin de planta sera aquel proceso por el que la empresa intentar coordinar y ordenar los factores productivos de los que dispone. Por tanto, las empresas in tentaran ordenar cada uno de estos factores, para alcanzar los objetivos fijados en el plan estratgico de la empresa, y como ya sabemos siempre teniendo muy pres ente la eficiencia y eficacia de cada uno de las actividades realizadas. Como en todas la decisiones de la empresa, existen factores exgenos a la empresa y tambin internos, la empresa debe ser capaz de ir moldendose a estos cambios, por tanto, las empresas deben tener una caracterstica bsica para poder mantenerse a l argo plazo, y esa es la flexibilidad, para renovarse y adaptarse a las nuevas ci rcunstancias. TIPOS DE DISTRIBUCION DE PLANTA Orientadas al producto asociadas a configuraciones de produccin continuas y repet itivas Orientadas al proceso asociadas a la configuracin por lotes Distribuciones fijas por configuracin por proyecto En cuanto, a los factores que influyen en la seleccin de la distribucin de planta , estaran las decisiones relativas a los materiales, la maquinaria, mano de obra, el edificio, y las esperas. En posteriores artculos de economa, hablaremos sobre los distintas configuraciones de produccin de las empresas. PRINCIPIOS BASICOS DE LA DISTRIBUCION EN PLANTA Una buena distribucin en planta debe cumplir con seis principios , los que se lis tan a continuacin: Principio de la Integracin de conjunto. La mejor distribucin es la que integra las actividades auxiliares, as como cualquier otro factor, do modo que resulte el co mpromiso mejor entre todas las partes. Principio de la mnima distancia recorrida a igual d condiciones, es siempre mejor la distribucin que permite que la distancia a recorrer por el material entre ope raciones sea ms corta. Principio de la circulacin o flujo de materiales. En igualdad de condiciones, es mejor aquella distribucin o proceso que este en el mismo orden a secuencia en que se transforma, tratan o montan los materiales. Principio de espacio cbico. La economa se obtiene utilizando de un modo efectivo t odo el espacio disponible, tanto vertical como horizontal. Principio de la satisfaccin y de la seguridad. A igual de condiciones, ser siempre ms efectiva la distribucin que haga el trabajo ms satisfactorio y seguro para los
productores. Principio de la flexibilidad. A igual de condiciones, siempre ser ms efectiva la d istribucin que pueda ser ajustada o reordenada con menos costo o inconvenientes. PLANO ARQUITECTONICO. Un proyecto arquitectnico es el conjunto de planos y esquemas que nos sirven para construir una casa o un edificio en general. El plano se emplea para expresar u na idea. Es el lenguaje grfico de los arquitectos y lo usan para transmitir a cli entes, constructores o tcnicos las intenciones de lo que se quiere ejecutar. Cons tituyen el medio utilizado para llevar a cabo su obra, desde el planteamiento es tructural hasta los mnimos detalles. Planos arquitectnicos: Es toda la informacin necesaria para poder ejecutar el proyecto de la forma ms con creta posible y sin dar informacin intil. Los principales componentes importantes de un plano son: Procedimiento: informacin de la obra completa, concisa y eficaz. Es recomendable adjuntar planos auxiliares de obra o taller. Dimensiones: se acotan en metros y con dos cifras decimales. Los dimetros de arma duras o tuberas se expresan en milmetros, colocando detrs del smbolo la cifra que co rresponda. Estructuras: dispositivos de enlace o apoyo (materiales de aspectos arquitectnico s) tales como aislante trmico, impermeabilidad, intemperie u otros propios de una estructura. De igual forma, sus tipologas pueden atender varios aspectos, si son espaciales o planas y si su uso va a ser industrial o residencial. Desarrollo: debe atender la normativa legal en cada pas que determina unos mnimos y en caso de derrumbe o rotura se puedan establecer responsabilidades penales. E n Espaa la norma se engloba dentro del CTE (Cdigo Tcnico de la Edificacin). Planos generales: Su nmero no debe de prefijarse y habr que realizar tantos planos como sean necesar ios teniendo en cuenta su uso final. Han de normalizarse de acuerdo con las norm as UNE (Una Norma Europea) huyendo de los planos grandes y poco manejables. Por lo tanto se confeccionan bajo esta normalizacin por lo que el de menor tamao utili zado es el A4 UNE 1011 (210 x 297mm). Los formatos superiores a l se doblan segn n orma UNE 1027, para su correcto encarpetado. Los planos originales siempre se gu ardaran en el archivo de la Oficina Tcnica haciendo copia tanto para la tramitacin legal del proyecto como para su ejecucin. Los planos generales se clasifican en: Topogrficos y de replanteo: el proyectista establece la topografa del terreno requ erida en cada proyecto. Para ello hay creado una malla de puntos fijos a travs de l Instituto Geogrfico Espaol. Estos puntos bsicos son fijados de forma fsica y su in movilidad se comprobar mediante las construcciones existentes en los alrededores. De planta general: es estos planos se indican a escala reducida todos los elemen tos del proyecto que varan en funcin de sus magnitudes. Viene a ser una vista area del conjunto. De planta: indispensables para la definicin geomtrica de las obras ya proyectadas. Entre ellas se encuentran el plano de excavacin, cimentacin, de planta 1 , 2 y el de cubierta. En ellos han de situarse los servicios complementarios como agua, ele ctricidad, gas o telfono. Planos de detalles: Se reconocen como planos de instalaciones. Se elaboran cuando en los de planta n o son claros los servicios complementarios (agua, electricidad o gas) adjuntando a este una copia del dibujo. Segn el Cdigo Tcnico de Edificacin los planos deben co ntener algunas de las siguientes especificaciones: Alzados: en una edificacin, por ejemplo, tiene que haber tantos alzados como fach adas disponga. Secciones: indispensables para conocer el interior de las piezas geomtricas disead as y poder ejecutarlas. Esquemas: desarrollan las diferentes redes de distribucin interior (agua, gas o a
ire comprimido) pudiendo utilizar el cdigo de colores normalizado segn UNE 1063. P or eso es necesario utilizar en los esquemas la simbologa normalizada o en su def ecto, la de las firmas especializadas. Definiciones geomtricas: teoras de la geometra y sistemas de representacin tanto par a las dimensiones como para los mtodos constructivos en las futuras obras del pro yecto. Planos de detalles: elementos que pueden ir incluidos en los planos de planta, s eccin o alzado como detalle de forjado, arqueta, sumidero o de tierra. Es preciso en ocasiones aadir detalles de carpintera como puertas y ventanas. Perspectivas del conjunto:dibujo de las obras proyectadas a modo informativo o e laborar una maqueta en caso de proyectos ms grandes expuestos a concurso pblico. Formatos, escalas y leyendas en planos arquitectnicos La escala es la relacin entre la longitud del segmento dibujado y la longitud por l representada. Las hojas pueden utilizarse verticales o apaisadas. Segn la norma UNE 1026 la relacin de formatos y medidas del plano quedara de la siguiente forma : El formato mnimo es A4 (210 x 297), siguiendo A3 (297 x 420), A2 (420 x 594) y A1 (594 X 841). A0 (841 x 1.189), 2 A0 (1.189 x 1.689), 4 A0 (1.682 x 2.378). Las escalas para las reducciones son a partir de 1:1, 1:2, 1:5 y 1:2,5. El tamao ms natural es el de 1:1. Sin embargo para las ampliaciones se utilizan las escala s indicadas en la norma UNE 1026 de 2:1, 5:1, 10:1. Cada arquitecto tiene su propia calidad grfica, as que realizan previamente un cro quis a mano alzada, plasmando la idea del proyecto. En general los planos muestr an cotas y dimensiones que permiten desarrollar las obras por el contratista de la edificacin.
ORGANIZACIN. FUNCIN DE LOS ORGANIGRAMAS. Los organigramas son diagramas que representan grficamente y de manera simplifica da la estructura formal que posee una organizacin. De esta forma, los organigrama s muestran las principales funciones dentro de la organizacin y las relaciones qu e existen entre ellas. Son muy utilizados ya que resultan sencillos y rpidos de c omprender. Tiene una doble finalidad: * Desempea un papel informativo, al permitir que los integrantes de la organizacin y de las personas vinculadas a ellas que conozcan, a nivel global, sus caracters ticas generales. * Es un instrumento para realizar anlisis estructurales al poner de relieve, con la eficacia propia de las representaciones grficas, las particularidades esencial es de la organizacin representada. En el organigrama no se tiene que encontrar toda la informacin, para conocer como es la estructura total de la empresa. Todo organigrama tiene que cumplir los si
guientes requisitos: * Obtener todos los elementos de autoridad, los diferentes niveles de jerarqua, y la relacin entre ellos. * Tiene que ser fcil de entender y sencillo de utilizar. * Debe contener nicamente los elementos indispensables Funciones de los organigramas. Los organigramas cumplen dos funciones importantes. Por un lado, permiten analiz ar la estructura para detectar fallas. Algunas de las situaciones ms importantes que pueden ser encontradas por este mtodo son: Fallas de control interno Duplicacin de funciones Departamentalizacin inadecuada Funciones importantes que se han descuidado Falta de unidad de mando Falta de claridad respecto del tipo de autoridad que se le asigna a un cargo Desequilibrios en la estructura, enorme amplitud del control, etc. Por otro lado, los organigramas cumplen una funcin como medio de comunicacin dentr o de la organizacin. A travs de ellos se puede, por ejemplo, informar a los emplea dos la posicin relativa que ocupan y la relacin que tienen con el resto de los pue stos, informar a terceros interesados en la organizacin cmo es la estructura, faci litar la comprensin acerca de las posibilidades que tienen los miembros de ascend er, mostrar a los nuevos empleados un cuadro global de la estructura a la que ac aban de ingresar, etc. Distintos tipos de organigramas: Existen distintos tipos y clasificaciones de organigramas, los cuales se pueden distinguir segundo los siguientes criterios: Segn su contenido. Organigramas estructurales: presentan solamente la estructura administrativa de la organizacin. Organigramas funcionales: muestran, adems de las unidades y sus relaciones, las p rincipales funciones de cada departamento. Organigramas de integracin de puestos: resaltan dentro de cada unidad, los puesto s actuales y tambin el nmero de plazas existentes y requeridas. Segn la amplitud que se utiliza Organigramas de carcter general: muestran toda la organizacin y sus interrelacione s. Organigramas de carcter especfico: representan solamente la organizacin de un depar tamento o sub-unidad dentro de la organizacin. Segn la forma elegida Verticales: muestran a las unidades ramificadas de arriba hacia abajo, con la mxi ma autoridad ubicada en el nivel superior. Horizontales: ordena las unidades ramificadas de izquierda a derecha, colocando a la mxima autoridad en el extremo izquierdo. Mixtos: disponen la estructura utilizando recursos verticales y horizontales. Circulares: colocan a la mxima autoridad en el centro, y los departamentos en tor no a esta. DISEO DE LOS ORGANIGRAMAS. Para poder llevar a cabo el diseo de un organigrama, es necesariodefinir y precis ar cada uno de los elementos que conforman laarquitectura de un organigrama, ell os son: susFiguras y susLneas de Conexin. Figuras. LasFiguras se utilizan para plasmar en el organigrama las unidades quelo constit uyen; pueden ser de nivel directivo, medio u operacional, deasesora y desconcentr ados. LasFiguras deben de cumplir con tresrequisitos fundamentales: Forma,Dimensin y Colocacin. Forma. Como regla general, debe usarse un solo tipo deFigura para simbolizarcada elemen to del organigrama. Para facilitar su lectura se recomiendaque los textos aparez can horizontalmente, as como representar conrectngulos las unidades.
Dimensin. LasFiguras que forman parte de un organigrama deben tenerdimensiones semejantes, es decir, todas lasFigurasutilizadas deben detener el mismo tamao. Colocacin. LasFigurasdeben ubicarse en un lugar especfico dentro del grfico, deacuerdo a la j erarqua administrativa, es decir, conforme a sulocalizacin en el mismo o en difere nte nivel jerrquico. Lneas de Conexin.
LasLneas de Conexinson empleadas para mostrar las diversasrelaciones que se dan ent re las unidades que integran la estructura de laorganizacin. Existen seis tipos d e Lneas de Conexin, de acuerdo alos diferentes tipos de relaciones que pueden habe r enlas entidades, lascuales son: Relacin Lineal,Relacin Funcional,Relacin de Asesora, Relacin de Coordinacin,Relacin co Comits o ComisionesyRelacin con rganosDesconcentrados. Pero antes de analizar cada una de las diferentes Lneas de Conexin,es necesario to mar encuenta las siguientes recomendaciones: Se sugiere utilizar un trazo ms grueso para las lneas queinterconectan las figuras , que el utilizado para trazar a estas ltimas. LasLneas de Conexinno deben terminar con flechas, porque secrea la impresin de una e structura con un flujode trabajo. Todas las unidades que dependan de un superior deben quedarvinculadas a l por una sola lnea. Evitar todos los trazos y tramosinjustificados. Es conveniente mantener el mismo grosor de lasLneas de Conexin en todo el organigrama. No deben adelgazarse las lnea sa medida que desciende el nivel jerrquico. Lnea de Relacin Lineal. Es la Lnea que representa la relacin de subordinacin entre lasdiversas figuras que aparecen en el grfico de la organizacin, debido aque la autoridad y responsabilida d se trasmiten mediante una sola lnea.Para representar a este tipo de relacin se u sa una lnea slida ocontinua. Lnea de Relacin Funcional. Esta lnea representa la relacin de mando especializado, no la dedependencia jerrqui ca. Este tipo de autoridad se limita al mtodoespecfico de ejecucin de una actividad y puede existir en formaparalela a la autoridad lineal, o bien entre un rgano es pecializadofuncional y los subordinados de otros jefes lineales. Es comnrepresent ar a este tipo de nexo por medio de lneas cortas de trazodiscontinuo, que salen d e la parte inferior de la Figura de la unidad demando y se conectan con la parte superior de la Figura de una unidad del siguiente nivel o con la lnea de autorid ad en ese nivel cuando elmando especializado implica ms de una unidad. Lnea de Relacin de Asesora. Esta lnea representa a los rganos que proporcionan informacintcnica o conocimientos especializados a unidades de lnea. Existen dostipos de relaciones de esta clase, y son: Relacin de Asesora Interna: Es la que proporcionan a los rganosde lnea las unidades asesoras que forman parte de la estructuraorganizacional. En el organigrama suel e representarse por medio delneas continuas de trazo fino colocas perpendicularme nte a la lneade mando de la unidad a la cual se adscriben. Relacin de Asesora Externa: Es la que brindan a los rganos delnea las unidades aseso ras que, aunque forman parte del grfico dela organizacin, desempean sus funciones d e modo independiente.Se representan en el organigrama por medio de lneas de trazo discontinuo colocadas de manera perpendicular a la lnea de mandode la unidad de l a cual dependen jerrquicamente.
ORGANIGRAMA DE LA EMPRESA. Representacin grfica de la estructura organizativa de una empresa, y sus funciones se aplican perfectamente a nuestro organigrama. Como vemos en nuestro caso, se trata de un organigrama de tipo formal, general, microadministrativo, integral y vertical. MANUAL DE ORGANIZACIN. Es un documento oficial cuyo propsito es describir la estructura de funciones y d epartamentos de una organizacin, as como las tareas especificas y la autoridad asi gnadas a cada miembro del organismo. Un manual de organizacin complementa con mas detalles la informacin que bosqueja el organigrama. OBJETIVO DEL MANUAL: Presentar una visin de conjunto de la organizacin Precisar las funciones encomendadas a cada unidad orgnica para destinar responsab ilidades, evitar duplicaciones y detectar omisiones. Coadyuvar a la ejecucin correcta de las labores encomendadas al personal y propic iar la uniformidad en el trabajo.en la ejecucin del trabajo, evitando la repeticin de instrucciones. Facilitar el reclutamiento y seleccin de personal. Servir como orientacin al personal de nuevo ingreso, facilitando su incorporacin a las distintas unidades orgnicas. Propiciar el mejor aprovechamiento de los recursos humanos y matriciales. FORMA DE LA ELABORACIN: El contenido varia de acuerdo al tipo y a la cantidad de material que se desea d etallar. Para ello el primer paso es determinar lo que se desea alcanzar, y se debe hacer las siguientes preguntas: Cual es el objetivo del organismo al crear este manual ? Que beneficios proporcionara el manual a los usuarios ? Que espero yo (o mi departamento) lograr con este manual ? Una vez definidos se procede a desarrollar el contenido.
PRESENTACIN Y DISCUSIN DEL ANTEPROYECTO Se solicitan mas proyectos de los que en realidad pueden llevarse a cabo, hay ci nco criterios para la seleccin del proyecto que son: que el proyecto este respald ado por la directiva, que su programacin sea congruente con la disponibilidad de recursos, que dirija a la empresa hacia el logro de las metas, que sea practico y muy importante como para ser considerado entre los otros posibles proyectos y se procede a la discusin del que quedara. AUTORIZACIN Y ACEPTACIN DEL PROYECTO Despus que se selecciono el proyecto de los anteproyectos se realiza un estudio d e factibilidad sobre sus mritos operativos, tcnicos y socioeconmicos.
Mediante el estudio de factibilidad, se recopila la informacin que permitir a los directivos decidir si procede o no un estudio formal del proyecto.
S-ar putea să vă placă și
- Ensayo Premios NobelDocument4 paginiEnsayo Premios NobelFreddy UreñaÎncă nu există evaluări
- Aplicación Del Proceso de Gestion en EnfermeriaDocument4 paginiAplicación Del Proceso de Gestion en EnfermeriaFreddy UreñaÎncă nu există evaluări
- Exposicion de MoisesDocument34 paginiExposicion de MoisesFreddy Ureña0% (1)
- Indicadores de Calidad y Eficiencia de Los Servicios HospitalariosDocument32 paginiIndicadores de Calidad y Eficiencia de Los Servicios HospitalariosFreddy UreñaÎncă nu există evaluări
- Diapositivas GereatriaDocument17 paginiDiapositivas GereatriaFreddy UreñaÎncă nu există evaluări
- Deapositivas de UrgenciasDocument20 paginiDeapositivas de UrgenciasFreddy UreñaÎncă nu există evaluări
- Cuadernillo Aval CiudadanoDocument6 paginiCuadernillo Aval CiudadanoFreddy UreñaÎncă nu există evaluări
- 2 MaternoDocument13 pagini2 MaternoFreddy UreñaÎncă nu există evaluări
- Análisis de puestosDocument4 paginiAnálisis de puestosFreddy UreñaÎncă nu există evaluări
- CARBOHIDRATOSDocument18 paginiCARBOHIDRATOSFreddy UreñaÎncă nu există evaluări
- Asistencia Por La Enfermera Durante El PuerperioDocument3 paginiAsistencia Por La Enfermera Durante El PuerperioFreddy UreñaÎncă nu există evaluări
- Exposición Elementos de La CulturaDocument8 paginiExposición Elementos de La Culturamirian gualimÎncă nu există evaluări
- TetraDocument74 paginiTetraDixon Ernesto Lynch S.100% (2)
- Charles H. Spurgeon - Comer en Verdad La Carne de CristoDocument16 paginiCharles H. Spurgeon - Comer en Verdad La Carne de CristobetymercadoÎncă nu există evaluări
- UntitledDocument4 paginiUntitledMARIA ESPERANZA LOAYZA VALAREZOÎncă nu există evaluări
- 1, 2, 3 Por Todos Los Derechos de Niñas, Niños y Adolescentes, Sin Discriminaciónactividad 4-10-10Document7 pagini1, 2, 3 Por Todos Los Derechos de Niñas, Niños y Adolescentes, Sin Discriminaciónactividad 4-10-10SSPC OADPRS100% (1)
- Hoja de Vida CooDocument23 paginiHoja de Vida CooMarisol MorenoÎncă nu există evaluări
- Reglamento Del Decreto No. 100 2017 Contentivo de Los Incentivos Fiscales A Los Concesionarios Del Servicio de Transporte Terrestre de PersonasDocument12 paginiReglamento Del Decreto No. 100 2017 Contentivo de Los Incentivos Fiscales A Los Concesionarios Del Servicio de Transporte Terrestre de PersonashblaugranaÎncă nu există evaluări
- Tecnicas y Materiales para El EmpasteDocument42 paginiTecnicas y Materiales para El EmpasteSal EtterramÎncă nu există evaluări
- Lo Fosco PiaDocument9 paginiLo Fosco PiaArturo TorresÎncă nu există evaluări
- Modelos Dorotea Orem, Callista Roy, Hildergade PeplauDocument42 paginiModelos Dorotea Orem, Callista Roy, Hildergade Peplaucarlos wilfredoÎncă nu există evaluări
- 074 COPIMA S.A. - Proyecto Drenaje Pluvial Selva AlegreDocument1 pagină074 COPIMA S.A. - Proyecto Drenaje Pluvial Selva AlegreRobertoÎncă nu există evaluări
- Métodos de Razonamiento y Clases de InvestigaciónDocument4 paginiMétodos de Razonamiento y Clases de InvestigaciónLuisa Fernanda García ParraÎncă nu există evaluări
- Curso Medio Cooperativismo2Document16 paginiCurso Medio Cooperativismo2Liss LoaizaÎncă nu există evaluări
- Taller Costos CalidadDocument4 paginiTaller Costos CalidadHolman8aÎncă nu există evaluări
- Guía valoración patrones funcionalesDocument11 paginiGuía valoración patrones funcionalesRamaceÎncă nu există evaluări
- Matriz de Operacionalizacion y ConsistenciaDocument3 paginiMatriz de Operacionalizacion y ConsistenciaLeonardo Chambilla Vega100% (1)
- P SocialDocument3 paginiP SocialCamilo DiazÎncă nu există evaluări
- 4 BlumerDocument8 pagini4 Blumerdalia gerszunyÎncă nu există evaluări
- Paso 1 L Habilidades de LógicaDocument13 paginiPaso 1 L Habilidades de LógicaRoshfort RoshfortÎncă nu există evaluări
- Informe Practica de Transferencia de CalorDocument5 paginiInforme Practica de Transferencia de CalorDome OrdóñezÎncă nu există evaluări
- CapilarosDocument7 paginiCapilarosPaola A. Zeña HuancasÎncă nu există evaluări
- Ficha Tecnica Mant Eq Ind 2021Document29 paginiFicha Tecnica Mant Eq Ind 2021ALKZ PerezÎncă nu există evaluări
- PEDIATRIADocument3 paginiPEDIATRIAMarcelo Fabian AsprelaÎncă nu există evaluări
- Cuestionario SSCI de confianza deportiva estadoDocument2 paginiCuestionario SSCI de confianza deportiva estadoFernando Jose Bravo Correa100% (1)
- Transhumanismo y PostDocument12 paginiTranshumanismo y PostEliana ValzuraÎncă nu există evaluări
- Manual LBDQDocument9 paginiManual LBDQCristian Manuel Vertiz FernandezÎncă nu există evaluări
- Banco de preguntas de cirugíaDocument82 paginiBanco de preguntas de cirugíaroundeyes6776% (21)
- Texto de Topografía IIDocument143 paginiTexto de Topografía IIJoel Abdel Bravo PereiraÎncă nu există evaluări
- Combustibles AlternativosDocument26 paginiCombustibles AlternativosEmmanuel PadillaÎncă nu există evaluări
- Cartilla Jardin Matematicas 2 BimestreDocument17 paginiCartilla Jardin Matematicas 2 BimestreCarrero CatalinaÎncă nu există evaluări