S-ar putea să vă placă și
- Analyse Fonctionnelle Interne - 2023Document39 paginiAnalyse Fonctionnelle Interne - 2023Youssef YouriÎncă nu există evaluări
- Technologie: D'Activi TÉSDocument240 paginiTechnologie: D'Activi TÉSwafa messadiÎncă nu există evaluări
- Scénario.pdfجدادات الدورة 1Document39 paginiScénario.pdfجدادات الدورة 1Youssef YouriÎncă nu există evaluări
- Cahier de Cours 22-23-BacDocument72 paginiCahier de Cours 22-23-BacaymanÎncă nu există evaluări
- Rechercheformation 1507Document17 paginiRechercheformation 1507Youssef YouriÎncă nu există evaluări
- Cahier de Cours 22-23Document88 paginiCahier de Cours 22-23Youssef YouriÎncă nu există evaluări
- Cahier 2AS - Soudani Sami 2023Document44 paginiCahier 2AS - Soudani Sami 2023Ferjani Mohamed100% (1)
- Cours Mec Tome 2Document62 paginiCours Mec Tome 2Rodolphe AmoiÎncă nu există evaluări
- Transposition Didactique La Boite À Merveilles - GADocument9 paginiTransposition Didactique La Boite À Merveilles - GAYoussef YouriÎncă nu există evaluări
- Production 3 TMDocument56 paginiProduction 3 TMYoussef YouriÎncă nu există evaluări
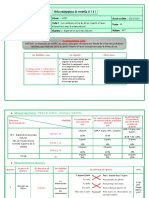
- Fiche Pédagogique Du Contrôle 1 PR EL MALAHDocument4 paginiFiche Pédagogique Du Contrôle 1 PR EL MALAHYoussef YouriÎncă nu există evaluări
- Soula Licence 2Document37 paginiSoula Licence 2Youssef YouriÎncă nu există evaluări
- Analyse FonctionnelleDocument3 paginiAnalyse FonctionnelleYoussef YouriÎncă nu există evaluări
- Exemple Fiche Pédagogique Technologie ViergeDocument1 paginăExemple Fiche Pédagogique Technologie ViergeBrahim OmariÎncă nu există evaluări
- 1 PBDocument12 pagini1 PBYoussef YouriÎncă nu există evaluări
- Fiche Du Scénario Pédagogique: Fennich MD Fouad: Formateur Au CRMEFDocument6 paginiFiche Du Scénario Pédagogique: Fennich MD Fouad: Formateur Au CRMEFRabha Es-sagarÎncă nu există evaluări
- Résumés Des Communications AtelierDocument10 paginiRésumés Des Communications AtelierYoussef YouriÎncă nu există evaluări
- Gapad Fisp TK D ChassagneDocument1 paginăGapad Fisp TK D ChassagneYoussef YouriÎncă nu există evaluări
- Coleacp Manuel 6 FRDocument164 paginiColeacp Manuel 6 FRBaba DidierÎncă nu există evaluări
- Exercice Projection Orthogonale Partie 4Document4 paginiExercice Projection Orthogonale Partie 4Youssef YouriÎncă nu există evaluări
- Exercices Dessins1Document6 paginiExercices Dessins1Youssef YouriÎncă nu există evaluări
- Exercice SDocument6 paginiExercice SYoussef YouriÎncă nu există evaluări
- Exercice Etau Pour MVDocument2 paginiExercice Etau Pour MVYoussef YouriÎncă nu există evaluări
- Cours Dessin Technique - L2GMDocument129 paginiCours Dessin Technique - L2GMmlouredocasado100% (1)
- Exercice Projection Orthogonale Partie 1Document4 paginiExercice Projection Orthogonale Partie 1Youssef YouriÎncă nu există evaluări
- Exercice Projection Orthogonale Partie 3Document5 paginiExercice Projection Orthogonale Partie 3Youssef YouriÎncă nu există evaluări
- Exercices de Reperage PDFDocument5 paginiExercices de Reperage PDFMybrahim AitmoussaÎncă nu există evaluări
- Exercice Perspective LettresDocument1 paginăExercice Perspective LettresYoussef YouriÎncă nu există evaluări
- Etau Roue Avant Perspective A3 Annexe 1Document1 paginăEtau Roue Avant Perspective A3 Annexe 1Youssef YouriÎncă nu există evaluări
- Cappi Process DescriptifDocument2 paginiCappi Process DescriptifNacer SbrÎncă nu există evaluări
- RectificationDocument3 paginiRectificationWassim BhaÎncă nu există evaluări
- Perçage PDFDocument9 paginiPerçage PDFAli Ben RomdhaneÎncă nu există evaluări
- Costing 2Document8 paginiCosting 2Makrem CherifÎncă nu există evaluări
- M01 Métier Et Formation Dans Le Secteur de La mécanique-FM-TFMDocument44 paginiM01 Métier Et Formation Dans Le Secteur de La mécanique-FM-TFMfaouzidz75100% (1)
- Technicien D'usinage - Fraiseur CN - M.A.M. Bayonne-1Document2 paginiTechnicien D'usinage - Fraiseur CN - M.A.M. Bayonne-1Ouss AmaÎncă nu există evaluări
- Charly Robot 4 UDocument4 paginiCharly Robot 4 UAbdellah El BarkanyÎncă nu există evaluări
- Spaenaur 14Document1.713 paginiSpaenaur 14Derek KoleÎncă nu există evaluări
- ButeeDocument3 paginiButeePAUSE RACE100% (1)
- Rapport TP Tournage Avec Machine-Outil À Commande Numérique-G10Document5 paginiRapport TP Tournage Avec Machine-Outil À Commande Numérique-G10ismail kaddachÎncă nu există evaluări
- E4 Bts Epc 2018 CorrectionDocument11 paginiE4 Bts Epc 2018 CorrectionMohammed LahssainiÎncă nu există evaluări
- Pfe Machine Gravure VerinDocument82 paginiPfe Machine Gravure VerinHsyn Haj Mabrouk100% (3)
- TPE AVARIE Usure AbrasiveDocument13 paginiTPE AVARIE Usure AbrasiveRamzi ChÎncă nu există evaluări
- Liaisons MecaniquesDocument7 paginiLiaisons MecaniquesaimanÎncă nu există evaluări
- Lesson5 CN APT PDFDocument25 paginiLesson5 CN APT PDFStephane Durel MbidaÎncă nu există evaluări
- Filetage GazDocument4 paginiFiletage GazFOURRIERÎncă nu există evaluări
- Mini Projet TCEDocument9 paginiMini Projet TCEwassila boulicheÎncă nu există evaluări
- Fiche Utilisation CNCDocument39 paginiFiche Utilisation CNCWael HechmiÎncă nu există evaluări
- Fraises A Fileter: Série Fraise À FileterDocument36 paginiFraises A Fileter: Série Fraise À Fileterrah maÎncă nu există evaluări
- 34 06 Outils de Coupe en Tournage PDFDocument3 pagini34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- 1AS-Dessin Densemble 2024-FinDocument51 pagini1AS-Dessin Densemble 2024-FinOusema BentaherÎncă nu există evaluări
- Tournage MecaniqueDocument5 paginiTournage MecaniqueMohamed NaciriÎncă nu există evaluări
- TP FabDocument13 paginiTP Fabnadir benyoucefÎncă nu există evaluări
- Rapport de Stage Matahin El MaghribDocument36 paginiRapport de Stage Matahin El MaghribMag Man67% (9)
- Rapport Du TP Usinage CNCDocument9 paginiRapport Du TP Usinage CNCAnass BaallaouiÎncă nu există evaluări
- RectificationDocument16 paginiRectificationBáïrêm mgãîdîÎncă nu există evaluări
- Soum 10182Document2 paginiSoum 10182clemouth2Încă nu există evaluări
- c006f PDFDocument1.352 paginic006f PDFazer tyÎncă nu există evaluări
- Cours Techniques D'usinage AvancéesDocument79 paginiCours Techniques D'usinage AvancéesFadwa ZRÎncă nu există evaluări
- Usiner Un STL Sur Une Fraiseuse CNCDocument12 paginiUsiner Un STL Sur Une Fraiseuse CNCindresponsabletechniqueÎncă nu există evaluări