S-ar putea să vă placă și
- Contractor Safety Man May2011Document161 paginiContractor Safety Man May2011ipliprensÎncă nu există evaluări
- M602 SyllabusDocument4 paginiM602 SyllabusipliprensÎncă nu există evaluări
- Subcontractor Safety Work BookDocument7 paginiSubcontractor Safety Work BookipliprensÎncă nu există evaluări
- Implementing and Effective Safety ProgramDocument79 paginiImplementing and Effective Safety ProgramipliprensÎncă nu există evaluări
- Lab HoodDocument26 paginiLab Hoodipliprens100% (1)
- Chemical Hygiene Plan 2Document43 paginiChemical Hygiene Plan 2ipliprensÎncă nu există evaluări
- Esl TR 93 04 07Document16 paginiEsl TR 93 04 07ipliprensÎncă nu există evaluări
- Alcohol&AlarmsreportDocument73 paginiAlcohol&AlarmsreportipliprensÎncă nu există evaluări
- Special Safety Practices For CSL2Document1 paginăSpecial Safety Practices For CSL2ipliprensÎncă nu există evaluări
- Occupational Safety and Health Admin., Labor 1926.57: 1926.57 VentilationDocument26 paginiOccupational Safety and Health Admin., Labor 1926.57: 1926.57 VentilationipliprensÎncă nu există evaluări
- Chemical Laboratory UnitDocument13 paginiChemical Laboratory Unitipliprens0% (1)
- Chemical Hygiene Plan 2Document43 paginiChemical Hygiene Plan 2ipliprensÎncă nu există evaluări
- Guidance Sheet 1 - Chemical StorageDocument6 paginiGuidance Sheet 1 - Chemical StorageipliprensÎncă nu există evaluări
- Control Banding B NaumannDocument11 paginiControl Banding B NaumannipliprensÎncă nu există evaluări
- Chemical Storage GuideDocument6 paginiChemical Storage GuideipliprensÎncă nu există evaluări
- Fume Hood - VentilationDocument24 paginiFume Hood - VentilationAaron AngÎncă nu există evaluări
- Electrical Safety Testing Reference GuideDocument58 paginiElectrical Safety Testing Reference GuideNora FizaÎncă nu există evaluări
- Wooliams PresentationDocument46 paginiWooliams PresentationipliprensÎncă nu există evaluări
- Safety Standards For Electronic ProductsDocument9 paginiSafety Standards For Electronic ProductsBurhan AhmadÎncă nu există evaluări
- Laboratory Handbook WorkSafeBCDocument88 paginiLaboratory Handbook WorkSafeBCkanakarao1Încă nu există evaluări
- Chemical Laboratory UnitDocument13 paginiChemical Laboratory Unitipliprens0% (1)
- Z9.5 - 2003 Laboratory Ventilation: - Format - 2 Columns - Shall vs. Should - Explanatory LettersDocument16 paginiZ9.5 - 2003 Laboratory Ventilation: - Format - 2 Columns - Shall vs. Should - Explanatory LettersipliprensÎncă nu există evaluări
- AIHce Pharma Forum Quality Risk-MaPP Implications - EditedDocument28 paginiAIHce Pharma Forum Quality Risk-MaPP Implications - EditedipliprensÎncă nu există evaluări
- FinalLabDesign4 09Document20 paginiFinalLabDesign4 09ipliprens100% (1)
- Lab Safety ManagementDocument35 paginiLab Safety ManagementipliprensÎncă nu există evaluări
- BP Modeling 508Document12 paginiBP Modeling 508ipliprensÎncă nu există evaluări
- Developing Process Safety Indicators A Step-By-step Guide For Chemical And, 2010-03-19Document59 paginiDeveloping Process Safety Indicators A Step-By-step Guide For Chemical And, 2010-03-19jeremyg998Încă nu există evaluări
- Lab HoodDocument26 paginiLab Hoodipliprens100% (1)
- RespiratorDocument25 paginiRespiratoripliprensÎncă nu există evaluări
- Emergency Lighting Design GuideDocument5 paginiEmergency Lighting Design GuideipliprensÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Safety Signs and Symbols: Types of Safety Sign or SymbolDocument11 paginiSafety Signs and Symbols: Types of Safety Sign or Symboljacobpm2010Încă nu există evaluări
- NEBOSH IOG1 ExaminersFeedback PDFDocument24 paginiNEBOSH IOG1 ExaminersFeedback PDFAyoola Ayodeji100% (7)
- TM 55 1905 242 14Document1.001 paginiTM 55 1905 242 14mercury7k29750Încă nu există evaluări
- FNG2T Freebie PlatoonMissionsDocument9 paginiFNG2T Freebie PlatoonMissionsJacopo Jbb Colabattista100% (2)
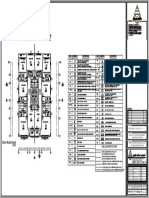
- General notes floor planDocument1 paginăGeneral notes floor planMØhãmmed ØwięsÎncă nu există evaluări
- Treetop Tower Timed Item GuideDocument55 paginiTreetop Tower Timed Item GuideEdgar CarvalhoÎncă nu există evaluări
- DD310 26Document94 paginiDD310 26Raphael Ruiz RamosÎncă nu există evaluări
- Pittsfield Police Log 8-20-2014Document7 paginiPittsfield Police Log 8-20-2014iBerkshires.comÎncă nu există evaluări
- Fire Safety and PreventionDocument11 paginiFire Safety and PreventionMaria MaagaÎncă nu există evaluări
- Fire ExtinguisherDocument17 paginiFire ExtinguisherMelvin Jason StephenÎncă nu există evaluări
- Calfire Go Brochure Evacuation GuideDocument8 paginiCalfire Go Brochure Evacuation GuideKTVLÎncă nu există evaluări
- BAF M2.14 Fire Tenders PDFDocument5 paginiBAF M2.14 Fire Tenders PDFAdmin100% (1)
- BQ Penawaran Jasa MaintenanceDocument3 paginiBQ Penawaran Jasa MaintenanceAde Tyas SebrinoÎncă nu există evaluări
- Stay Safe, Stay Prepared The Importance of Fire Drills in SchoolsDocument29 paginiStay Safe, Stay Prepared The Importance of Fire Drills in SchoolsMajee Adarubaf AbdulghaniÎncă nu există evaluări
- Title:: M/S.Sainor Laboratories PVT - Ltd. Unit-3Document1 paginăTitle:: M/S.Sainor Laboratories PVT - Ltd. Unit-3Butchi BabuÎncă nu există evaluări
- Benedek Totth: Dead HeatDocument13 paginiBenedek Totth: Dead HeathloscribdÎncă nu există evaluări
- Managing Fire Protection System ImpairmentDocument0 paginiManaging Fire Protection System Impairmentn73686861Încă nu există evaluări
- NFPA Liquefied Petroleum Gas Code 58 Fire Safety Analysis Plan and O&M Instructions For Propane Storage SystemsDocument42 paginiNFPA Liquefied Petroleum Gas Code 58 Fire Safety Analysis Plan and O&M Instructions For Propane Storage Systemsquiron2014Încă nu există evaluări
- HSE Inspection Report EMAAR StoresDocument3 paginiHSE Inspection Report EMAAR StoresYasir Bin NaseerÎncă nu există evaluări
- The Fiery Wooing of Mordred P G WOODHPUSEDocument2 paginiThe Fiery Wooing of Mordred P G WOODHPUSEjjitÎncă nu există evaluări
- Precautionary Meas.& Proper Procedures - FireDocument22 paginiPrecautionary Meas.& Proper Procedures - FireLouisa ReyesÎncă nu există evaluări
- 11 2 08 Interim Life Safety Measures and Infection Control Risk AssessmentDocument15 pagini11 2 08 Interim Life Safety Measures and Infection Control Risk AssessmentRaden SuwargoÎncă nu există evaluări
- Ammarindar Adamantine Kingdom by PhasaiDocument75 paginiAmmarindar Adamantine Kingdom by Phasaiadam kyser100% (3)
- Dow Fire & Explosion Index Hazard Analysis SummaryDocument13 paginiDow Fire & Explosion Index Hazard Analysis Summarym_seyedÎncă nu există evaluări
- Year 8 Creative WritingDocument21 paginiYear 8 Creative WritingZerycool2011100% (1)
- Car Crash Management SystemDocument2 paginiCar Crash Management SystemVirajKulkarniÎncă nu există evaluări
- B524BI and B224BI Plug-In Isolator Detector BasesDocument4 paginiB524BI and B224BI Plug-In Isolator Detector Basesfaisal84inÎncă nu există evaluări
- Republic of The Philippines Position Description Form BFP-CSC Form No. 1Document3 paginiRepublic of The Philippines Position Description Form BFP-CSC Form No. 1Archie CastilloÎncă nu există evaluări
- The Fundamentals of Firearm SafetyDocument5 paginiThe Fundamentals of Firearm SafetyAmmoLand Shooting Sports News100% (1)
- Lord of The Rings The Return of The KingDocument179 paginiLord of The Rings The Return of The KingAlberto NiculaeÎncă nu există evaluări