S-ar putea să vă placă și
- Tableau Des Opérations Élémentaires Butée de CommandeDocument3 paginiTableau Des Opérations Élémentaires Butée de CommandeHicham HallouâÎncă nu există evaluări
- Tableau Des Opérations Élémentaires Et Ordre Des OpérationsDocument3 paginiTableau Des Opérations Élémentaires Et Ordre Des OpérationsHicham Hallouâ100% (1)
- Corrigé Des Exercices D'alignement Conventionnel PDFDocument14 paginiCorrigé Des Exercices D'alignement Conventionnel PDFHicham Hallouâ90% (10)
- Apef PDFDocument29 paginiApef PDFHicham HallouâÎncă nu există evaluări
- Cours QUICK - GPS Janv 2013 PDFDocument39 paginiCours QUICK - GPS Janv 2013 PDFMoezÎncă nu există evaluări
- 1-Couvercle-2D.PDF (Unlocked by WWW - Freemypdf.com)Document1 pagină1-Couvercle-2D.PDF (Unlocked by WWW - Freemypdf.com)Hicham HallouâÎncă nu există evaluări
- Support TechnologieDocument6 paginiSupport TechnologieHicham HallouâÎncă nu există evaluări
- 100 Mots Espagnol Pas À Pas PDFDocument2 pagini100 Mots Espagnol Pas À Pas PDFHicham HallouâÎncă nu există evaluări
- Fiche TaraudageDocument4 paginiFiche TaraudageClement BerlanÎncă nu există evaluări
- TG9Document3 paginiTG9Hicham HallouâÎncă nu există evaluări
- Referentiel BAC PRO TUDocument101 paginiReferentiel BAC PRO TUHicham HallouâÎncă nu există evaluări
- Vitesse de Rotation Ou Vitesses de CoupesDocument3 paginiVitesse de Rotation Ou Vitesses de CoupesHicham HallouâÎncă nu există evaluări
- Les Risques Professionnel - PROFDocument8 paginiLes Risques Professionnel - PROFHicham HallouâÎncă nu există evaluări
- ENGRENAGESDocument10 paginiENGRENAGESBojane100% (2)
- Les FiletagesDocument55 paginiLes Filetagesntayoub100% (1)
- Le TaraudageDocument4 paginiLe TaraudageHicham HallouâÎncă nu există evaluări
- Cours Transfert de ChaleurDocument32 paginiCours Transfert de Chaleurslipknotmido1Încă nu există evaluări
- Appelàcandidatuer2015 2016 PDFDocument1 paginăAppelàcandidatuer2015 2016 PDFHicham HallouâÎncă nu există evaluări
- Classifications Des HuilesDocument9 paginiClassifications Des Huilesdjouldeo100% (1)
- Visa Court Tourist Que 090715 PDFDocument2 paginiVisa Court Tourist Que 090715 PDFHicham HallouâÎncă nu există evaluări
- Mecaflu BTSDocument21 paginiMecaflu BTSNacim Amari0% (1)
- Procedure Suivi de Stage Signee DRH 2017Document16 paginiProcedure Suivi de Stage Signee DRH 2017Hicham HallouâÎncă nu există evaluări
- TD 5 Réducteur Par EngrenagesDocument4 paginiTD 5 Réducteur Par EngrenagesHicham Hallouâ33% (3)
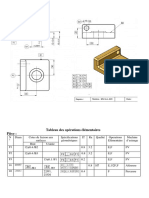
- Parallelepipede PDFDocument4 paginiParallelepipede PDFHicham HallouâÎncă nu există evaluări
- Cours Transfert de ChaleurDocument32 paginiCours Transfert de Chaleurslipknotmido1Încă nu există evaluări
- Réseaux de NeuronesDocument8 paginiRéseaux de NeuronesHicham HallouâÎncă nu există evaluări
- 1-Butée de Commande - PDF (Unlocked by WWW - Freemypdf.com)Document1 pagină1-Butée de Commande - PDF (Unlocked by WWW - Freemypdf.com)Hicham Hallouâ100% (1)
- Couple Outil-Piece 3Document4 paginiCouple Outil-Piece 3Mohamed Abed100% (1)
- Boite de VitesseDocument2 paginiBoite de VitesseHicham HallouâÎncă nu există evaluări
- Appelàcandidatuer2015 2016 PDFDocument1 paginăAppelàcandidatuer2015 2016 PDFHicham HallouâÎncă nu există evaluări
- Filet AgesDocument1 paginăFilet Agespalary18Încă nu există evaluări
- Correction TSMFM FF 2014 v1Document11 paginiCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Top Solid Cam 2 D Training FRDocument66 paginiTop Solid Cam 2 D Training FRGuy Frederico NeumannÎncă nu există evaluări
- Manuel Maintenance - Makino U6 Heat FRDocument238 paginiManuel Maintenance - Makino U6 Heat FRYohannÎncă nu există evaluări
- TD GpmiDocument8 paginiTD GpmiwidadÎncă nu există evaluări
- Indice M: Spécification TechniqueDocument17 paginiIndice M: Spécification TechniqueSidney DjamilÎncă nu există evaluări
- Horloge - Mcppi CallertableDocument11 paginiHorloge - Mcppi Callertablezakaria100% (1)
- Cours Fabrication MécaniqueDocument47 paginiCours Fabrication Mécaniquezxhmnzao100% (2)
- Module 31 Projet de synthese-TFM PDFDocument86 paginiModule 31 Projet de synthese-TFM PDFMajda El AouniÎncă nu există evaluări
- TechnologieDocument11 paginiTechnologieDayang DayangÎncă nu există evaluări
- TP Elaboration Des Gammes Pieces PrismatiquesDocument9 paginiTP Elaboration Des Gammes Pieces PrismatiquesYahia SamahÎncă nu există evaluări
- BMO n19 PDFDocument32 paginiBMO n19 PDFKHEMISTIÎncă nu există evaluări
- Usinage ChimiqueDocument29 paginiUsinage Chimiquetes7wx4yq889w2r67v4Încă nu există evaluări
- Exercices - Serie 2 - Elts de Machines CI1 2022 - 2023Document4 paginiExercices - Serie 2 - Elts de Machines CI1 2022 - 2023Sheeya FilaliÎncă nu există evaluări
- 1 - Leçon de DécoupageDocument10 pagini1 - Leçon de DécoupageHamada HamadaÎncă nu există evaluări
- Cataleg - PRF AccDocument116 paginiCataleg - PRF AccJuan Francisco Sanchez MassadiÎncă nu există evaluări
- Gamme D Usinage de La Piece 2Document3 paginiGamme D Usinage de La Piece 2Med Amine HattakiÎncă nu există evaluări
- Centreur LocatingDocument11 paginiCentreur Locatingramzi100% (1)
- Electro Hyd FormateurDocument60 paginiElectro Hyd FormateurOussemaÎncă nu există evaluări
- CHAPITRE 6 Effort de Coupe Puissance PUC Nov 2019 PDFDocument39 paginiCHAPITRE 6 Effort de Coupe Puissance PUC Nov 2019 PDFAhmed AhmedÎncă nu există evaluări
- Prog Troncommun Pro2015Document159 paginiProg Troncommun Pro2015Ziati meryemÎncă nu există evaluări
- Broch X8 SwissExpertDocument11 paginiBroch X8 SwissExpertZiko ItchiÎncă nu există evaluări
- 04 Cours VisDocument1 pagină04 Cours VisFranck Jordan NOZAKAP FOSSI100% (1)
- Evaluation PerceuseDocument4 paginiEvaluation PerceuseLycee MontelÎncă nu există evaluări
- Sujet Examen Rattrapage SEPTEMBRE 2015Document5 paginiSujet Examen Rattrapage SEPTEMBRE 2015Walid RachachÎncă nu există evaluări
- DS Novembre 2022 CorrigéDocument6 paginiDS Novembre 2022 CorrigéAziz Ben MessaoudÎncă nu există evaluări
- Mémoire ZITOUNI MOKHTAR Version FinalDocument66 paginiMémoire ZITOUNI MOKHTAR Version Finalnoureddin elaouchatiÎncă nu există evaluări
- Chapitre 1Document9 paginiChapitre 1سوسي جهادÎncă nu există evaluări
- Bureau Des MéthodesDocument13 paginiBureau Des MéthodesSafia Lamrani100% (3)
- Top Solid Cam Processes Training FRDocument33 paginiTop Solid Cam Processes Training FRGuy Frederico NeumannÎncă nu există evaluări