S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- MsgSpec v344 PDFDocument119 paginiMsgSpec v344 PDFqweceÎncă nu există evaluări
- International Convention Center, BanesworDocument18 paginiInternational Convention Center, BanesworSreeniketh ChikuÎncă nu există evaluări
- PSM Investigation Compliance ChecklistDocument1 paginăPSM Investigation Compliance ChecklistAndy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of AssessmentDocument1 paginăInvestigator Name: Event Assessed: Date of AssessmentAndy DolmanÎncă nu există evaluări
- Incident InvestDocument1 paginăIncident InvestAndy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of Assessment: Checklist For Formal, Written Reports (See Chapter 11)Document1 paginăInvestigator Name: Event Assessed: Date of Assessment: Checklist For Formal, Written Reports (See Chapter 11)Andy DolmanÎncă nu există evaluări
- Propane Tank Flare Off in Topeka Cause and Effect Chart: (Simplified Version) 12-2-02Document2 paginiPropane Tank Flare Off in Topeka Cause and Effect Chart: (Simplified Version) 12-2-02Andy DolmanÎncă nu există evaluări
- Sample Formal Report Outline Incident Investigation GuidelineDocument1 paginăSample Formal Report Outline Incident Investigation GuidelineAndy DolmanÎncă nu există evaluări
- Checklist For Developing An Incident Investigation PlanDocument1 paginăChecklist For Developing An Incident Investigation PlanAndy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of Assessment: Investigation Follow-Up Checklist Addressed? Follow-Up Issues Yes NoDocument1 paginăInvestigator Name: Event Assessed: Date of Assessment: Investigation Follow-Up Checklist Addressed? Follow-Up Issues Yes NoAndy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of AssessmentDocument1 paginăInvestigator Name: Event Assessed: Date of AssessmentAndy DolmanÎncă nu există evaluări
- Flashback From Waste Gas Incinerator Into Air Supply Piping: Rohm and Haas Texas Inc Deer Park, TX 77536Document8 paginiFlashback From Waste Gas Incinerator Into Air Supply Piping: Rohm and Haas Texas Inc Deer Park, TX 77536Andy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineDocument1 paginăInvestigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineAndy DolmanÎncă nu există evaluări
- Incident InvestDocument1 paginăIncident InvestAndy DolmanÎncă nu există evaluări
- Sample Investigation Improvement Checklist Incident Investigation GuidelineDocument2 paginiSample Investigation Improvement Checklist Incident Investigation GuidelineAndy DolmanÎncă nu există evaluări
- Investigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineDocument1 paginăInvestigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineAndy DolmanÎncă nu există evaluări
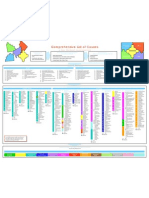
- Comprehensive List of CausesDocument1 paginăComprehensive List of CausesAndy DolmanÎncă nu există evaluări
- Quick Checklist For Investigators: Physical ItemsDocument4 paginiQuick Checklist For Investigators: Physical ItemsAndy DolmanÎncă nu există evaluări
- Incident InvestDocument16 paginiIncident InvestAndy DolmanÎncă nu există evaluări
- Customize This List For Your Use. See The CCPS Guideline For Investigating Chemical InformationDocument4 paginiCustomize This List For Your Use. See The CCPS Guideline For Investigating Chemical InformationAndy DolmanÎncă nu există evaluări
- Appendix B: Professional Assistance DirectoryDocument2 paginiAppendix B: Professional Assistance DirectoryAndy DolmanÎncă nu există evaluări
- Appendix C: Photography Guidelines For Maximum ResultsDocument3 paginiAppendix C: Photography Guidelines For Maximum ResultsAndy DolmanÎncă nu există evaluări
- Quick checklist for incident investigatorsDocument5 paginiQuick checklist for incident investigatorsAndy DolmanÎncă nu există evaluări
- Incident InvestDocument5 paginiIncident InvestAndy DolmanÎncă nu există evaluări
- Appendix F: Selected OSHA and EPA Incident Investigation RegulationsDocument3 paginiAppendix F: Selected OSHA and EPA Incident Investigation RegulationsAndy DolmanÎncă nu există evaluări
- Relevant Organizations GuideDocument3 paginiRelevant Organizations GuideAndy DolmanÎncă nu există evaluări
- Checklist To Prepare For An Inspection Incident Investigation GuidelineDocument1 paginăChecklist To Prepare For An Inspection Incident Investigation GuidelineAndy DolmanÎncă nu există evaluări
- Review: The Apollo Rca ProcessDocument1 paginăReview: The Apollo Rca ProcessAndy DolmanÎncă nu există evaluări
- Incident InvestDocument21 paginiIncident InvestAndy DolmanÎncă nu există evaluări
- Incident InvestDocument17 paginiIncident InvestAndy DolmanÎncă nu există evaluări
- Continuous Improvement For The Incident Investigation SystemDocument10 paginiContinuous Improvement For The Incident Investigation SystemAndy DolmanÎncă nu există evaluări
- Incident InvestDocument17 paginiIncident InvestAndy DolmanÎncă nu există evaluări
- MSDS Summary: Discover HerbicideDocument6 paginiMSDS Summary: Discover HerbicideMishra KewalÎncă nu există evaluări
- Venturi Meter and Orifice Meter Flow Rate CalculationsDocument2 paginiVenturi Meter and Orifice Meter Flow Rate CalculationsVoora GowthamÎncă nu există evaluări
- Battery Impedance Test Equipment: Biddle Bite 2PDocument4 paginiBattery Impedance Test Equipment: Biddle Bite 2PJorge PinzonÎncă nu există evaluări
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationDocument27 paginiASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekÎncă nu există evaluări
- Course Syllabus: Aurora Pioneers Memorial CollegeDocument9 paginiCourse Syllabus: Aurora Pioneers Memorial CollegeLorisa CenizaÎncă nu există evaluări
- Case Study - Soren ChemicalDocument3 paginiCase Study - Soren ChemicalSallySakhvadzeÎncă nu există evaluări
- Ten Golden Rules of LobbyingDocument1 paginăTen Golden Rules of LobbyingChaibde DeÎncă nu există evaluări
- Khadi Natural Company ProfileDocument18 paginiKhadi Natural Company ProfileKleiton FontesÎncă nu există evaluări
- Make a Battery Level Indicator using LM339 ICDocument13 paginiMake a Battery Level Indicator using LM339 ICnelson100% (1)
- Hardened Concrete - Methods of Test: Indian StandardDocument16 paginiHardened Concrete - Methods of Test: Indian StandardjitendraÎncă nu există evaluări
- Create A Gmail Account in Some Simple StepsDocument9 paginiCreate A Gmail Account in Some Simple Stepsptjain02Încă nu există evaluări
- Green Management: Nestlé's Approach To Green Management 1. Research and DevelopmentDocument6 paginiGreen Management: Nestlé's Approach To Green Management 1. Research and DevelopmentAbaidullah TanveerÎncă nu există evaluări
- Abb Drives: User'S Manual Flashdrop Mfdt-01Document62 paginiAbb Drives: User'S Manual Flashdrop Mfdt-01Сергей СалтыковÎncă nu există evaluări
- Week 3 SEED in Role ActivityDocument2 paginiWeek 3 SEED in Role ActivityPrince DenhaagÎncă nu există evaluări
- Area Access Manager (Browser-Based Client) User GuideDocument22 paginiArea Access Manager (Browser-Based Client) User GuideKatherineÎncă nu există evaluări
- Complaint Handling Policy and ProceduresDocument2 paginiComplaint Handling Policy and Proceduresjyoti singhÎncă nu există evaluări
- Developing a Positive HR ClimateDocument15 paginiDeveloping a Positive HR ClimateDrPurnima SharmaÎncă nu există evaluări
- 1.1 Introduction To Networks - Networks Affect Our LivesDocument2 pagini1.1 Introduction To Networks - Networks Affect Our LivesCristian MoralesÎncă nu există evaluări
- 6vortex 20166523361966663Document4 pagini6vortex 20166523361966663Mieczysław MichalczewskiÎncă nu există evaluări
- PNB - Recruitment For The Post of Chief Security OfficerDocument3 paginiPNB - Recruitment For The Post of Chief Security OfficerCareerNotifications.comÎncă nu există evaluări
- BUSINESS FINANCE - Activity 2Document3 paginiBUSINESS FINANCE - Activity 2Airish PascualÎncă nu există evaluări
- Haul Cables and Care For InfrastructureDocument11 paginiHaul Cables and Care For InfrastructureSathiyaseelan VelayuthamÎncă nu există evaluări
- Dinsmore - Gantt ChartDocument1 paginăDinsmore - Gantt Chartapi-592162739Încă nu există evaluări
- Emperger's pioneering composite columnsDocument11 paginiEmperger's pioneering composite columnsDishant PrajapatiÎncă nu există evaluări
- Product Manual 36693 (Revision D, 5/2015) : PG Base AssembliesDocument10 paginiProduct Manual 36693 (Revision D, 5/2015) : PG Base AssemblieslmarcheboutÎncă nu există evaluări
- Department Order No 05-92Document3 paginiDepartment Order No 05-92NinaÎncă nu există evaluări
- Terms and Condition PDFDocument2 paginiTerms and Condition PDFSeanmarie CabralesÎncă nu există evaluări
- Marketing ManagementDocument14 paginiMarketing ManagementShaurya RathourÎncă nu există evaluări