S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Ansys ManualDocument124 paginiAnsys ManualUdamanÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Weld FatigueDocument10 paginiWeld FatigueBrandon AllenÎncă nu există evaluări
- Troubleshooting BGPDocument144 paginiTroubleshooting BGPinnovativekalu100% (3)
- Powerpoint Timesaver: Charts, Tables, Diagrams, Icons, and MoreDocument234 paginiPowerpoint Timesaver: Charts, Tables, Diagrams, Icons, and MoreZainÎncă nu există evaluări
- Introduction To GearsDocument28 paginiIntroduction To Gearssandeep_gaikwad2100% (4)
- RoboticsDocument41 paginiRoboticsMark Jason100% (3)
- Defects in Fusion WeldingDocument83 paginiDefects in Fusion WeldingBalakumar100% (1)
- Diagnostic Trouble Codes For Sinotruk HOWO Engines PDFDocument4 paginiDiagnostic Trouble Codes For Sinotruk HOWO Engines PDFhektor AtkinsonÎncă nu există evaluări
- Add Math Project Work 2013Document33 paginiAdd Math Project Work 2013FrankieNgÎncă nu există evaluări
- PVD PreloadingDocument104 paginiPVD PreloadingAkriti Kothiala100% (1)
- Castable RefractoryDocument4 paginiCastable RefractorySarbajitMannaÎncă nu există evaluări
- Reduce Leaks: Using Water Audits and Leak Detection SurveysDocument6 paginiReduce Leaks: Using Water Audits and Leak Detection SurveysBrandon AllenÎncă nu există evaluări
- Me 601Document4 paginiMe 601Deepak SunilÎncă nu există evaluări
- Ticf Hm´¿ Atxm-Dn‰N: 2016 Unkw- - -Dn¬ /S-°P∂ Πw - Nwkv Ssek≥Kv) Co-£-Bv°P≈ At) £Document8 paginiTicf Hm´¿ Atxm-Dn‰N: 2016 Unkw- - -Dn¬ /S-°P∂ Πw - Nwkv Ssek≥Kv) Co-£-Bv°P≈ At) £Brandon AllenÎncă nu există evaluări
- The Fertilisers and Chemicals Travancore LimitedDocument31 paginiThe Fertilisers and Chemicals Travancore LimitedBrandon AllenÎncă nu există evaluări
- Vocational Teacher (Maintenance and Repairs of Automobiles)Document7 paginiVocational Teacher (Maintenance and Repairs of Automobiles)Brandon AllenÎncă nu există evaluări
- Ee010 306 (Me) Mechanical TechnologyDocument2 paginiEe010 306 (Me) Mechanical TechnologyBrandon AllenÎncă nu există evaluări
- Crack Growth Modelling in Industrial Welded StructuresDocument1 paginăCrack Growth Modelling in Industrial Welded StructuresBrandon AllenÎncă nu există evaluări
- M.E. MANUFACTURING ENGINEERING AU SyllabusDocument35 paginiM.E. MANUFACTURING ENGINEERING AU SyllabusJoswa CaxtonÎncă nu există evaluări
- SCM Presen 14Document6 paginiSCM Presen 14Brandon AllenÎncă nu există evaluări
- (Engineering) - : B.Tech. Degree Examtnation, DecemberDocument2 pagini(Engineering) - : B.Tech. Degree Examtnation, DecemberBrandon AllenÎncă nu există evaluări
- Changing Role of Trade UnionsDocument3 paginiChanging Role of Trade UnionsBrandon AllenÎncă nu există evaluări
- 2 D Crack Parametric FormulaDocument2 pagini2 D Crack Parametric FormulaBrandon AllenÎncă nu există evaluări
- Contour Integral EvaluationDocument4 paginiContour Integral EvaluationBrandon AllenÎncă nu există evaluări
- Syllabus MEDocument89 paginiSyllabus MEBrandon AllenÎncă nu există evaluări
- Fatigue Analysis of WeldDocument29 paginiFatigue Analysis of WeldBrandon AllenÎncă nu există evaluări
- BTech ME Scheme & Syllabus 2012Document73 paginiBTech ME Scheme & Syllabus 2012Amal RajÎncă nu există evaluări
- Final Field ProjectDocument7 paginiFinal Field ProjectKarl KaiÎncă nu există evaluări
- Homework - Cardinal NumbersDocument2 paginiHomework - Cardinal NumbersMAELSASAÎncă nu există evaluări
- New Microsoft Office Word DocumentDocument20 paginiNew Microsoft Office Word DocumentVinay KumarÎncă nu există evaluări
- Flashprint UserGuide en USDocument44 paginiFlashprint UserGuide en USdreamelarn100% (2)
- LG FlatRon RepairDocument55 paginiLG FlatRon Repairdany89roÎncă nu există evaluări
- Siddartha Institute of Science and Technoloy, Puttur: Seminar On Audio SpotlightingDocument19 paginiSiddartha Institute of Science and Technoloy, Puttur: Seminar On Audio SpotlightingRasiÎncă nu există evaluări
- Unit 3 Study Guide and ExercisesDocument2 paginiUnit 3 Study Guide and ExercisesTuan NguyenÎncă nu există evaluări
- Thesis DocumentDocument21 paginiThesis DocumentChris Lorenz83% (18)
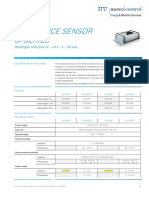
- DB Irradiance Sensor Si-Series en 20171016Document3 paginiDB Irradiance Sensor Si-Series en 20171016Solar ProjectsÎncă nu există evaluări
- Mathematics IDocument1 paginăMathematics IYadav MaheshÎncă nu există evaluări
- CBSE NCERT Solutions For Class 9 Science Chapter 10: Back of Chapter QuestionsDocument9 paginiCBSE NCERT Solutions For Class 9 Science Chapter 10: Back of Chapter QuestionsRTÎncă nu există evaluări
- Triple Chocolate Layer Cake Triple Chocolate Layer CakeDocument3 paginiTriple Chocolate Layer Cake Triple Chocolate Layer CakeJuhyun LeeÎncă nu există evaluări
- Loan Pre Research PaperDocument4 paginiLoan Pre Research PaperVaseem AkramÎncă nu există evaluări
- Characterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresDocument44 paginiCharacterization and Manufacture of Braided Composites For Large Commercial Aircraft StructuresnicolasÎncă nu există evaluări
- Optimization Questions For PracticeDocument4 paginiOptimization Questions For PracticejvanandhÎncă nu există evaluări
- 02 OS90522EN15GLA0 Data StoragesDocument84 pagini02 OS90522EN15GLA0 Data StoragesElego13thÎncă nu există evaluări
- Tutorial On SchedulingDocument14 paginiTutorial On Schedulingrktiwary256034Încă nu există evaluări
- Atomic Absorption SpectrosDocument2 paginiAtomic Absorption SpectrosSirTonz100% (1)
- FTKM 0419 B L (Leaflet)Document2 paginiFTKM 0419 B L (Leaflet)Wan SyahlanÎncă nu există evaluări
- A Handheld Gun Detection Using Faster R-CNN Deep LearningDocument5 paginiA Handheld Gun Detection Using Faster R-CNN Deep LearningJanderson LiraÎncă nu există evaluări
- RONDO 2 Audio Processor: Product CatalogueDocument24 paginiRONDO 2 Audio Processor: Product CatalogueLong An DoÎncă nu există evaluări