S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Lec3 Robot TechnologyDocument19 paginiLec3 Robot TechnologyPriya SubramanianÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- RACTest RigDocument6 paginiRACTest Rigyad1020Încă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Fundamentals of RoboticsDocument19 paginiFundamentals of RoboticsdharshanirymondÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Aisi 1020 SteelDocument1 paginăAisi 1020 SteelTushar SaxenaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- HDO Post No 1 Final For ResultsDocument36 paginiHDO Post No 1 Final For Resultsyad1020Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Minimum Quantity LubricationDocument7 paginiMinimum Quantity Lubricationyad1020Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- MQLDocument1 paginăMQLyad1020Încă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Single Cylinder Four Stroke Deisel EngineDocument6 paginiSingle Cylinder Four Stroke Deisel Engineyad1020Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Fabrication GeneralDocument6 paginiFabrication Generalyad1020Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Refrigeration & Air Conditioning Sector Director Technical Education & Industrial Training, Punjab, Chandigarh Category - GeneralDocument6 paginiRefrigeration & Air Conditioning Sector Director Technical Education & Industrial Training, Punjab, Chandigarh Category - Generalyad1020Încă nu există evaluări
- Gate2014 Brochure 2Document82 paginiGate2014 Brochure 2अजय प्रताप सिंहÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Quantitative AptitudeDocument55 paginiQuantitative Aptituderamavarshny85% (13)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- MechanicalDocument5 paginiMechanicalGaurav MakwanaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Form - 1: To Be Submitted by Every Public Authority To Administrative Department by 04-01-2012Document1 paginăForm - 1: To Be Submitted by Every Public Authority To Administrative Department by 04-01-2012yad1020Încă nu există evaluări
- Spiritual Strength of Women PDFDocument22 paginiSpiritual Strength of Women PDFyad1020Încă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Total Quality Management (105903) Credit: 04 LTP 3 1 0Document1 paginăTotal Quality Management (105903) Credit: 04 LTP 3 1 0yad1020Încă nu există evaluări
- Sakhi Series Part 1Document154 paginiSakhi Series Part 1Charanpal Singh100% (2)
- Engineering Metrology and MeasurementsDocument35 paginiEngineering Metrology and MeasurementsPairu Muneendra Mithul100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- BT CottonDocument84 paginiBT Cottonyad1020Încă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Course SubjectsDocument1 paginăCourse Subjectsyad1020Încă nu există evaluări
- Gku Talwandi Sabo, SyllabusDocument84 paginiGku Talwandi Sabo, Syllabusyad1020Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- HardfacingDocument1 paginăHardfacingyad1020Încă nu există evaluări
- Machine ToolsDocument17 paginiMachine Toolsyad1020Încă nu există evaluări
- Rifling: Navigation SearchDocument12 paginiRifling: Navigation Searchyad1020Încă nu există evaluări
- Notice: Department of Mechanical EngineeringDocument11 paginiNotice: Department of Mechanical Engineeringyad1020Încă nu există evaluări
- Rifling: Navigation SearchDocument12 paginiRifling: Navigation Searchyad1020Încă nu există evaluări
- CarburettorDocument3 paginiCarburettoryad1020Încă nu există evaluări
- WeldingDocument2 paginiWeldingyad1020Încă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Basic Thermodynamic CyclesDocument4 paginiBasic Thermodynamic Cyclesapi-3830954Încă nu există evaluări
- Eddy Covariance Flux Measurements: A Brief Practical Guide ToDocument214 paginiEddy Covariance Flux Measurements: A Brief Practical Guide ToEmilia BrasilioÎncă nu există evaluări
- Section - 22 - Welding Equipment - EbookDocument38 paginiSection - 22 - Welding Equipment - EbookandraÎncă nu există evaluări
- WLP Science 9 (4th) WK 5Document2 paginiWLP Science 9 (4th) WK 5Joshua Jacob BarbajanoÎncă nu există evaluări
- Mock Paper I SuggestedAnswerDocument10 paginiMock Paper I SuggestedAnswerIndrik WijayaÎncă nu există evaluări
- Bossard White Paper Stainless Steel and Galling ENDocument10 paginiBossard White Paper Stainless Steel and Galling ENsklÎncă nu există evaluări
- Tanker Structural Analysis For Minor Collisions (McDermott)Document33 paginiTanker Structural Analysis For Minor Collisions (McDermott)rodrigo.vilela.gorgaÎncă nu există evaluări
- 4july BookDocument5 pagini4july BookDevansh AggarwalÎncă nu există evaluări
- Cambridge International AS & A Level: CHEMISTRY 9701/23Document20 paginiCambridge International AS & A Level: CHEMISTRY 9701/23Aadista BhattaÎncă nu există evaluări
- Assignment Engineering MaterialsDocument8 paginiAssignment Engineering MaterialsMirza HumzaÎncă nu există evaluări
- ESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - SurtecDocument6 paginiESA-TECMSP-TN-007384 Rev2 - Process Verification of Altenative Chemical Conv Coating - Surtecgoooga299Încă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Self Heall PPT EditedDocument34 paginiSelf Heall PPT EditedYASHAS K CÎncă nu există evaluări
- Investigatory Project: Topic-Unit CellsDocument4 paginiInvestigatory Project: Topic-Unit CellsShifa SiddiquiÎncă nu există evaluări
- Prob Extras f502 PDFDocument7 paginiProb Extras f502 PDFLuis Daniel RuizÎncă nu există evaluări
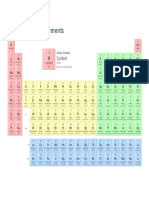
- Periodic Table of Elements W Electron Configuration PubChemDocument1 paginăPeriodic Table of Elements W Electron Configuration PubChemdmanaga25Încă nu există evaluări
- 1 Wladimir SabugaDocument9 pagini1 Wladimir Sabugatimtim1111Încă nu există evaluări
- MSDS Chlorpyrifos TechnicalDocument7 paginiMSDS Chlorpyrifos Technicalkeshav chaturvediÎncă nu există evaluări
- Physics ProjectileDocument13 paginiPhysics ProjectileAnonymous r9DocC1WÎncă nu există evaluări
- Notes For Vaccume Overload ProtectionDocument3 paginiNotes For Vaccume Overload ProtectionMd MoniruzzamanÎncă nu există evaluări
- in Crushing A Certain OreDocument4 paginiin Crushing A Certain OreRojen YuriÎncă nu există evaluări
- Mass Transfer Equipments (Tray Towers)Document26 paginiMass Transfer Equipments (Tray Towers)AjaykumarÎncă nu există evaluări
- DME ProcessDocument5 paginiDME ProcessAndres FragosoÎncă nu există evaluări
- Optics F 1 Ass 1Document11 paginiOptics F 1 Ass 1NikhilPrakashÎncă nu există evaluări
- HURDCO International School: Subject-Biology Chapter 3: Diffusion, Osmosis and Surface Area: Volume RatioDocument26 paginiHURDCO International School: Subject-Biology Chapter 3: Diffusion, Osmosis and Surface Area: Volume RatioMahin IslamÎncă nu există evaluări
- Biogas Plant Development Handbook by Biogas WorldDocument39 paginiBiogas Plant Development Handbook by Biogas WorldRocky KhareÎncă nu există evaluări
- Lab Report 2Document8 paginiLab Report 2cuttlefishobatÎncă nu există evaluări
- Types of PolymerizationDocument98 paginiTypes of PolymerizationFJNovaes454Încă nu există evaluări
- Soil Mechanics and Foundation EngineeringDocument881 paginiSoil Mechanics and Foundation EngineeringGilberto Rendón Carrasco100% (4)
- Elimination RegioselectivityDocument11 paginiElimination RegioselectivitysarahÎncă nu există evaluări
- Lab Manual Bio1Document31 paginiLab Manual Bio1deltaserrapapa0% (2)
- Chapter 3 DynamicsDocument8 paginiChapter 3 DynamicsIzzat FatimaÎncă nu există evaluări
- The Laws of Thermodynamics: A Very Short IntroductionDe la EverandThe Laws of Thermodynamics: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (10)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDe la EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionEvaluare: 4.5 din 5 stele4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDe la EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseEvaluare: 4.5 din 5 stele4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CDe la EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CÎncă nu există evaluări