S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Media and Information Literacy Lesson PlanDocument7 paginiMedia and Information Literacy Lesson PlanElenor May Chantal MessakaraengÎncă nu există evaluări
- Article Publishing ProcedureDocument1 paginăArticle Publishing Procedurerahpooye313Încă nu există evaluări
- Taguchi Orthogonal ArraysDocument3 paginiTaguchi Orthogonal Arrayssuna06m6403Încă nu există evaluări
- Journal of Visualization Volume 15 Issue 3 2012 (Doi 10.1007 - s12650-012-0124-3) Tsugita, D. Kowshik, C. K. P. Ohta, Y. - Visualization of Rotating Vortex in A Centrifugal Blower ImpellerDocument8 paginiJournal of Visualization Volume 15 Issue 3 2012 (Doi 10.1007 - s12650-012-0124-3) Tsugita, D. Kowshik, C. K. P. Ohta, Y. - Visualization of Rotating Vortex in A Centrifugal Blower Impellerrahpooye313Încă nu există evaluări
- Article PArticle Publishing Procedureublishing ProcedureDocument1 paginăArticle PArticle Publishing Procedureublishing Procedurerahpooye313Încă nu există evaluări
- Review EDocument5 paginiReview Erahpooye313Încă nu există evaluări
- Helmholtz TheoremDocument18 paginiHelmholtz Theoremrahpooye313Încă nu există evaluări
- Air Flow and Turbulence in Boundary LayersDocument3 paginiAir Flow and Turbulence in Boundary Layersrahpooye313Încă nu există evaluări
- Development and Analysis of A Novel Vertical Axis PDFDocument10 paginiDevelopment and Analysis of A Novel Vertical Axis PDFrahpooye313Încă nu există evaluări
- DETERMINATION AND (lLASSIFICATION OF THE AERODYNAMIC PROPERTIES OF WING SECTIONSDocument22 paginiDETERMINATION AND (lLASSIFICATION OF THE AERODYNAMIC PROPERTIES OF WING SECTIONSrahpooye313Încă nu există evaluări
- Work and Kinetic EnergyDocument13 paginiWork and Kinetic Energyrahpooye313Încă nu există evaluări
- IJNES-Issue 1 PDFDocument4 paginiIJNES-Issue 1 PDFrahpooye313Încă nu există evaluări
- One-Way Coupled Integral Boundary LayerDocument3 paginiOne-Way Coupled Integral Boundary Layerrahpooye313Încă nu există evaluări
- Fundamental Laws of Fluid DynamicsDocument18 paginiFundamental Laws of Fluid Dynamicssiva_ksrÎncă nu există evaluări
- Master Thesis: Tomas Melin. Royal Institute of Technology (KTH) - Department of Aeronautics. December 2000Document45 paginiMaster Thesis: Tomas Melin. Royal Institute of Technology (KTH) - Department of Aeronautics. December 2000Huỳnh KhiêmÎncă nu există evaluări
- Paper03 HighLiftPredictionDocument10 paginiPaper03 HighLiftPredictionwangsq_zjuÎncă nu există evaluări
- Vorticity PDFDocument16 paginiVorticity PDFrahpooye313Încă nu există evaluări
- Bousman ERF00 PDFDocument21 paginiBousman ERF00 PDFrahpooye313Încă nu există evaluări
- How To Make Pretty Figures With MatlabDocument11 paginiHow To Make Pretty Figures With MatlabYo_RocksÎncă nu există evaluări
- An Excel/Visual Basic For Applications (VBA) Programming PrimerDocument19 paginiAn Excel/Visual Basic For Applications (VBA) Programming Primerrahpooye313Încă nu există evaluări
- Airfoil Aerodynamics Using Panel Methods: Richard L. FearnDocument15 paginiAirfoil Aerodynamics Using Panel Methods: Richard L. Fearnrahpooye313Încă nu există evaluări
- Review A: Vector Analysis: Massachusetts Institute of Technology Department of PhysicsDocument18 paginiReview A: Vector Analysis: Massachusetts Institute of Technology Department of Physicsrahpooye313Încă nu există evaluări
- ANSYS Workbench Tutorial - Flow Over An AirfoilDocument8 paginiANSYS Workbench Tutorial - Flow Over An Airfoilkiran_wakchaure100% (1)
- PressureAltitude Derived PDFDocument4 paginiPressureAltitude Derived PDFrahpooye313Încă nu există evaluări
- Normal Shock Waves PDFDocument4 paginiNormal Shock Waves PDFVikas SandhuÎncă nu există evaluări
- NlangDocument8 paginiNlangrahpooye313Încă nu există evaluări
- Viscous Flow EqnDocument29 paginiViscous Flow EqnAjith KrishnanÎncă nu există evaluări
- Savitsky - On The Subject of High Speed MonohullsDocument44 paginiSavitsky - On The Subject of High Speed MonohullssearchileÎncă nu există evaluări
- fl3 Navier StokesDocument6 paginifl3 Navier Stokesrahpooye313Încă nu există evaluări
- Helmholtz' Theorem: EE 141 Lecture Notes Topic 3 Professor K. E. OughstunDocument12 paginiHelmholtz' Theorem: EE 141 Lecture Notes Topic 3 Professor K. E. Oughstunrammar147Încă nu există evaluări
- MHDDocument8 paginiMHDХардип ЗинтаÎncă nu există evaluări
- DIY Time & Attendance Recorder: FeaturesDocument1 paginăDIY Time & Attendance Recorder: FeaturesVasko diÎncă nu există evaluări
- Characterization of A Generic 90nm CMOS Technology: DS DS DS GSDocument10 paginiCharacterization of A Generic 90nm CMOS Technology: DS DS DS GSgill6335Încă nu există evaluări
- Logging and AuditingDocument3 paginiLogging and AuditingJamesÎncă nu există evaluări
- AN 396 FTDI Drivers Installation Guide For Windows 10 11Document30 paginiAN 396 FTDI Drivers Installation Guide For Windows 10 11Ronald FrancoÎncă nu există evaluări
- Wenge Minimalist Luxury Interior Design Instagram StoryDocument3 paginiWenge Minimalist Luxury Interior Design Instagram StoryJustine PadillaÎncă nu există evaluări
- Zenza Bronica S2A Instructions: 2 1/4'' X 2 1/4'' (6cm X 6cm) Single-Lens Reflex CameraDocument41 paginiZenza Bronica S2A Instructions: 2 1/4'' X 2 1/4'' (6cm X 6cm) Single-Lens Reflex CameraMirandaÎncă nu există evaluări
- High Horsepower Hydraulics (Auxiliary Hydraulics) - (S - N 514450945, 514651254 & Below) - 863Document5 paginiHigh Horsepower Hydraulics (Auxiliary Hydraulics) - (S - N 514450945, 514651254 & Below) - 863Partagon PowÎncă nu există evaluări
- Safety Standard-Portable Pneumatic and Hand Operated Hand Tools-Aug09Document3 paginiSafety Standard-Portable Pneumatic and Hand Operated Hand Tools-Aug09madhulikaÎncă nu există evaluări
- WorkshopPLUS Windows Server 2016 Hyper VDocument2 paginiWorkshopPLUS Windows Server 2016 Hyper VRichie BallyearsÎncă nu există evaluări
- (Edelivery) (AP) (QSG) (Domibus 4.2.7) (5.5)Document38 pagini(Edelivery) (AP) (QSG) (Domibus 4.2.7) (5.5)ddoruÎncă nu există evaluări
- Write A Query in SQL To List All The Information of The Actors Who Played A RoleDocument15 paginiWrite A Query in SQL To List All The Information of The Actors Who Played A RolePavan Kumar Reddy ChillaÎncă nu există evaluări
- Account Statement 270721 261021Document34 paginiAccount Statement 270721 261021RahulÎncă nu există evaluări
- Graphical LLPDocument3 paginiGraphical LLPAdeevah RicohermosoÎncă nu există evaluări
- Fresher ECE Resume Model 213Document3 paginiFresher ECE Resume Model 213shanky_cs82% (17)
- Catalog: Ordering and Installation GuideDocument24 paginiCatalog: Ordering and Installation Guideceda013Încă nu există evaluări
- Thesis On Power Factor ImprovementDocument8 paginiThesis On Power Factor ImprovementBrittany Brown100% (2)
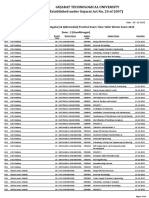
- Gujarat Technological University (Established Under Gujarat Act No. 20 of 2007)Document23 paginiGujarat Technological University (Established Under Gujarat Act No. 20 of 2007)SVKP KADIÎncă nu există evaluări
- Circular No 9 ABC Unified Directives 2079 PDFDocument429 paginiCircular No 9 ABC Unified Directives 2079 PDFSachin PangeniÎncă nu există evaluări
- Security in Wireless Personal Area Network (WPAN) : Chapter-14 (Text Book) Lecture 34-Lecture-35 Dr. Rahul SahaDocument26 paginiSecurity in Wireless Personal Area Network (WPAN) : Chapter-14 (Text Book) Lecture 34-Lecture-35 Dr. Rahul SahaSri SriÎncă nu există evaluări
- Objectives of The Study General ObjectiveDocument21 paginiObjectives of The Study General ObjectiveJoyce Ann Agdippa BarcelonaÎncă nu există evaluări
- Application of Cryogenics in ManufacturingDocument18 paginiApplication of Cryogenics in ManufacturingShantanu DharashivkarÎncă nu există evaluări
- Format For PS Failure Reporting LHBDocument3 paginiFormat For PS Failure Reporting LHBTechnical CellÎncă nu există evaluări
- Bahauddin Zakariya UniversityDocument8 paginiBahauddin Zakariya UniversityDanish mughalÎncă nu există evaluări
- LinkedIn Leadership Connect - Version 2.0Document16 paginiLinkedIn Leadership Connect - Version 2.0ponnam karthikÎncă nu există evaluări
- BCG Hybrid Work Is The New Remote Work Sep 2020Document8 paginiBCG Hybrid Work Is The New Remote Work Sep 2020khanhphamngoc1716Încă nu există evaluări
- G 882man RevFDocument122 paginiG 882man RevFPrince Friday EkpoÎncă nu există evaluări
- Bomba - Weir - Curvas Warman Horizontais-Versão MetálicaDocument18 paginiBomba - Weir - Curvas Warman Horizontais-Versão MetálicaWanderson Alcantara100% (1)
- Rohini 30036477580Document3 paginiRohini 30036477580stella nÎncă nu există evaluări
- DoggoDocument2 paginiDoggoSDMÎncă nu există evaluări