S-ar putea să vă placă și
- Comparative Study Summary 07 2004 enDocument32 paginiComparative Study Summary 07 2004 enthmaraishriÎncă nu există evaluări
- Testing Procedure - Gate Globe Check Valve-Signed - APPROVED WITH COMMENTSDocument6 paginiTesting Procedure - Gate Globe Check Valve-Signed - APPROVED WITH COMMENTSthmaraishriÎncă nu există evaluări
- Tentative Date of E-Submission Approved Basis Demolitition Work Authority SubmissionDocument1 paginăTentative Date of E-Submission Approved Basis Demolitition Work Authority SubmissionthmaraishriÎncă nu există evaluări
- Bullet West Mound - 20 DecDocument36 paginiBullet West Mound - 20 DecthmaraishriÎncă nu există evaluări
- Interface REsponsibility MatrixDocument2 paginiInterface REsponsibility Matrixthmaraishri0% (1)
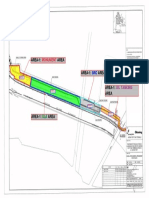
- Wayleave (Phase-1c) Divided Into 4 Area - Mark-Up Plot PlanDocument1 paginăWayleave (Phase-1c) Divided Into 4 Area - Mark-Up Plot PlanthmaraishriÎncă nu există evaluări
- Base Oil 95 Solvent BrightstockDocument1 paginăBase Oil 95 Solvent BrightstockthmaraishriÎncă nu există evaluări
- Tie inDocument6 paginiTie inthmaraishriÎncă nu există evaluări
- Material Grade Comparison Chart PDFDocument1 paginăMaterial Grade Comparison Chart PDFHelen Kate Saccuan100% (1)
- BOG CalDocument6 paginiBOG CalSook Thiam LeeÎncă nu există evaluări
- 7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDDocument16 pagini7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDthmaraishriÎncă nu există evaluări
- Pipe & Fittings Delivery Summary Sheet As On 2nd August 2014Document15 paginiPipe & Fittings Delivery Summary Sheet As On 2nd August 2014thmaraishriÎncă nu există evaluări
- Test Blind ThicknessDocument1 paginăTest Blind ThicknessthmaraishriÎncă nu există evaluări
- Sample For Pipe Welding NDE % ChartDocument2 paginiSample For Pipe Welding NDE % ChartthmaraishriÎncă nu există evaluări
- Hot Work HES 205Document20 paginiHot Work HES 205thmaraishriÎncă nu există evaluări
- Surface Preperation SSPCDocument4 paginiSurface Preperation SSPCGTpianomanÎncă nu există evaluări
- SSPC ChartDocument2 paginiSSPC ChartajuhaseenÎncă nu există evaluări
- 1000 11Document4 pagini1000 11kamal_mdÎncă nu există evaluări
- HSB 58 ADocument6 paginiHSB 58 AthmaraishriÎncă nu există evaluări
- bk101 Chapter3design Selection Criteria PDFDocument30 paginibk101 Chapter3design Selection Criteria PDFgalvigarciaÎncă nu există evaluări
- Welding Progress: Work Front of Pipe TrenchDocument2 paginiWelding Progress: Work Front of Pipe TrenchthmaraishriÎncă nu există evaluări
- Temporary Bline List For Tank (Sheet-1 & Sheet-2)Document2 paginiTemporary Bline List For Tank (Sheet-1 & Sheet-2)thmaraishriÎncă nu există evaluări
- CESCO Technical ProposalDocument2 paginiCESCO Technical ProposalthmaraishriÎncă nu există evaluări
- Hot Work HES 205Document20 paginiHot Work HES 205thmaraishriÎncă nu există evaluări
- Blind ListDocument3 paginiBlind ListthmaraishriÎncă nu există evaluări
- Yen Tiled RodDocument5 paginiYen Tiled RodthmaraishriÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- G1 - PPT - Design and Simulation of Microstrip Patch Antenna For Wireless ApplicationsDocument18 paginiG1 - PPT - Design and Simulation of Microstrip Patch Antenna For Wireless Applicationspooja yadav100% (1)
- q64DA PDFDocument1 paginăq64DA PDFSebastián LozadaÎncă nu există evaluări
- How To Build Your Own Solid State OscilloscopeDocument100 paginiHow To Build Your Own Solid State OscilloscopemariopilarÎncă nu există evaluări
- Bioreactor Design: Mata Kuliah: Pengantar Teknologi BioprosesDocument33 paginiBioreactor Design: Mata Kuliah: Pengantar Teknologi BioprosesyassinharanÎncă nu există evaluări
- Lane Departure Warning SystemDocument7 paginiLane Departure Warning SystemRavisingh RajputÎncă nu există evaluări
- Drying Kinetics and Characteristic Drying Curve of Lightly Salted Sardine (Sardinella Aurita)Document8 paginiDrying Kinetics and Characteristic Drying Curve of Lightly Salted Sardine (Sardinella Aurita)Nguyen Thu HaÎncă nu există evaluări
- Kiln Performance - Efficiency FormulasDocument12 paginiKiln Performance - Efficiency FormulasMohamed ZayedÎncă nu există evaluări
- AC 43.13-1B Section 5 Penetrant InspectionDocument8 paginiAC 43.13-1B Section 5 Penetrant Inspection320338100% (1)
- UNNPX206R3Document4 paginiUNNPX206R3David OlayaÎncă nu există evaluări
- Intro To Neutron ScatteringDocument191 paginiIntro To Neutron ScatteringEleni MitsiÎncă nu există evaluări
- The Centaur Upper Stage Vehicle HistoryDocument12 paginiThe Centaur Upper Stage Vehicle HistoryjuniormirandaÎncă nu există evaluări
- Sin EncoderDocument6 paginiSin Encoderboynew87Încă nu există evaluări
- LT Loads&SwitchgearDocument48 paginiLT Loads&SwitchgearsreekanthbammidiÎncă nu există evaluări
- PICP Manual 3rd Edition PDFDocument62 paginiPICP Manual 3rd Edition PDFanmolÎncă nu există evaluări
- South Asia On ShortwaveDocument15 paginiSouth Asia On ShortwaveKasi XswlÎncă nu există evaluări
- Isolation Selector GuideDocument12 paginiIsolation Selector GuidesandeepbhallaÎncă nu există evaluări
- Adaptive Antenna Systems: Widrow, E. GoodeDocument17 paginiAdaptive Antenna Systems: Widrow, E. GoodeKhal ZeratulÎncă nu există evaluări
- ASTMD2444 FixedImpactDocument8 paginiASTMD2444 FixedImpactGerardo Lopez GochiÎncă nu există evaluări
- Lennox - G40UH - Service ManualDocument46 paginiLennox - G40UH - Service ManualKen Christoffersen0% (1)
- Syllabus Compendium For PCN Aerospace Sector ExaminationsDocument27 paginiSyllabus Compendium For PCN Aerospace Sector ExaminationstomcanÎncă nu există evaluări
- Explicit Dynamics Chapter 6 Explicit MeshingDocument50 paginiExplicit Dynamics Chapter 6 Explicit MeshingAnonymous 0tqzNTWyy100% (4)
- Investor Presentation (Company Update)Document42 paginiInvestor Presentation (Company Update)Shyam SunderÎncă nu există evaluări
- Design and Optimization of An XYZ Parallel Micromanipulator With Flexure HingesDocument26 paginiDesign and Optimization of An XYZ Parallel Micromanipulator With Flexure HingesVijay SakhareÎncă nu există evaluări
- Erpi Admin 11123510Document416 paginiErpi Admin 11123510prakash9565Încă nu există evaluări
- VAV CablingDocument2 paginiVAV Cablingsripriya01Încă nu există evaluări
- MC 10115610 9999Document5 paginiMC 10115610 9999Eddie Kelvin Isidro LauraÎncă nu există evaluări
- Qinhuangdao Red Ribbon ParkDocument18 paginiQinhuangdao Red Ribbon Parkjaya saputraÎncă nu există evaluări
- MCQ Books List 1Document1 paginăMCQ Books List 1BelagaviÎncă nu există evaluări
- Npo User GuideDocument664 paginiNpo User GuideOpeyemi DadaÎncă nu există evaluări
- Manual COMPRESOR DEWALT PDFDocument56 paginiManual COMPRESOR DEWALT PDFJorgeBrambilaÎncă nu există evaluări