S-ar putea să vă placă și
- Pa 28 151 161 - mmv1995 PDFDocument585 paginiPa 28 151 161 - mmv1995 PDFJonatan JonatanBernalÎncă nu există evaluări
- Craske - Mastering Your Fears and FobiasDocument174 paginiCraske - Mastering Your Fears and Fobiasjuliana218Încă nu există evaluări
- As 3789.2-1991 Textiles For Health Care Facilities and Institutions Theatre Linen and Pre-PacksDocument9 paginiAs 3789.2-1991 Textiles For Health Care Facilities and Institutions Theatre Linen and Pre-PacksSAI Global - APACÎncă nu există evaluări
- Metakaolin From Kaolinite PDFDocument14 paginiMetakaolin From Kaolinite PDFMartha Carolina Gomez MartinezÎncă nu există evaluări
- Wiring DiagramsDocument69 paginiWiring DiagramsMahdiÎncă nu există evaluări
- ErosionDocument3 paginiErosiondellibabu509Încă nu există evaluări
- Test For BentoniteDocument3 paginiTest For BentoniteNay Win SheinÎncă nu există evaluări
- COSTING of CASTINGDocument34 paginiCOSTING of CASTINGSiddharth Gupta100% (1)
- Blending Plant For NPK Production at Yobe StateDocument7 paginiBlending Plant For NPK Production at Yobe StateNeelesh Kamath100% (1)
- Germany - 100607 Patent For Manufacturing White Rice Husk AshDocument31 paginiGermany - 100607 Patent For Manufacturing White Rice Husk AshNarayan SinghaniaÎncă nu există evaluări
- Industrial Training (Tarun Kumar) - Final ReprtDocument46 paginiIndustrial Training (Tarun Kumar) - Final ReprtSaumya GargÎncă nu există evaluări
- Ball To Powder RatioDocument9 paginiBall To Powder RatioNatalia Eki MulyaniÎncă nu există evaluări
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 paginiPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaÎncă nu există evaluări
- Reduction Oxidation Cycling of Metal OxidesDocument281 paginiReduction Oxidation Cycling of Metal OxidesAngel RumboÎncă nu există evaluări
- Challenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveDocument9 paginiChallenging The Traditional Hydrometallurgy Curriculum-An Industry PerspectiveGustavo Gabriel JimenezÎncă nu există evaluări
- Phenolic Resin - BrosurDocument53 paginiPhenolic Resin - BrosurpaimannÎncă nu există evaluări
- Bioleaching: A Microbial Process of Metal Recovery A ReviewDocument8 paginiBioleaching: A Microbial Process of Metal Recovery A Reviewfca_civÎncă nu există evaluări
- NFL Final ReportDocument74 paginiNFL Final Reportaman11750Încă nu există evaluări
- Coal Tar FuelsDocument17 paginiCoal Tar FuelsMushahid Ali100% (2)
- Physical and Thermal Treatment of Phosphate OresDocument26 paginiPhysical and Thermal Treatment of Phosphate OresManoel Carlos Cerqueira100% (2)
- Tilting Rotary Furnaces KMF Maschinenfabriken GmbH7yiDocument3 paginiTilting Rotary Furnaces KMF Maschinenfabriken GmbH7yiVijaykumar SharmaÎncă nu există evaluări
- Production of Bio-Coal and Activated Carbon From BiomassDocument126 paginiProduction of Bio-Coal and Activated Carbon From BiomassChristi Naftali100% (1)
- Hatch and Northern Graphite PaperDocument6 paginiHatch and Northern Graphite PaperNarayana Murthy GadiÎncă nu există evaluări
- Pretratament STEAM EXPLOSIONDocument15 paginiPretratament STEAM EXPLOSIONDaniel ReyesÎncă nu există evaluări
- EAF DustTreatment ByNewProcessDocument11 paginiEAF DustTreatment ByNewProcessAgustine Setiawan100% (1)
- Acid Activated Bentonite TR 3-3-2016Document13 paginiAcid Activated Bentonite TR 3-3-2016Imr Ra100% (1)
- Silica Gel Technology For Tailor-Made Matting AgentsDocument4 paginiSilica Gel Technology For Tailor-Made Matting AgentsNez ArdenioÎncă nu există evaluări
- State of The Art in Steel Mill Dust Recycling: Ju Rgen Antrekowitsch, Gernot Ro Sler, and Stephan SteinackerDocument6 paginiState of The Art in Steel Mill Dust Recycling: Ju Rgen Antrekowitsch, Gernot Ro Sler, and Stephan SteinackerCeyhun TatarÎncă nu există evaluări
- Parmetol A 26 ZTM P Ic e enDocument2 paginiParmetol A 26 ZTM P Ic e enalthea badayosÎncă nu există evaluări
- Reclamation of Used Green Sand in Small Scale FoundriesDocument11 paginiReclamation of Used Green Sand in Small Scale FoundriesSofi LopezÎncă nu există evaluări
- Production of Activated Carbon From Coconut Shell Optimization Using Response Surface MethodologyDocument9 paginiProduction of Activated Carbon From Coconut Shell Optimization Using Response Surface MethodologyyemresimsekÎncă nu există evaluări
- Growth Prospects of Petroleum Industry in GujaratDocument24 paginiGrowth Prospects of Petroleum Industry in GujaratVarun SinghÎncă nu există evaluări
- Trouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeDocument4 paginiTrouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeCeyhun TatarÎncă nu există evaluări
- 3.10 Foundry Sand PreparationDocument4 pagini3.10 Foundry Sand PreparationKALEMA BEMME2025Încă nu există evaluări
- Project Report On Red Oxide PrimerDocument7 paginiProject Report On Red Oxide PrimerEIRI Board of Consultants and PublishersÎncă nu există evaluări
- Bacterial Leaching: Biotechnology in The Mining IndustryDocument8 paginiBacterial Leaching: Biotechnology in The Mining IndustryWILLÎncă nu există evaluări
- 2014 Cre IiDocument43 pagini2014 Cre IiAnshul Agrawal100% (1)
- NPK Plant Basic DesignDocument4 paginiNPK Plant Basic DesignDidier SanonÎncă nu există evaluări
- Methanol Process: m3000 - m7000 - m2000cDocument7 paginiMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemÎncă nu există evaluări
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Document8 paginiDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646Încă nu există evaluări
- (213016918) Modern Sand Reclamation TechnologyDocument7 pagini(213016918) Modern Sand Reclamation TechnologySapari VelÎncă nu există evaluări
- Liquid Bromine Technical PDFDocument1 paginăLiquid Bromine Technical PDFParth ValandÎncă nu există evaluări
- Gold Adsorption On Activated CarbonDocument3 paginiGold Adsorption On Activated CarbongtdomboÎncă nu există evaluări
- Nalco CGMax A Tool For Alumina Yield Improvement and Product Quality ControlDocument9 paginiNalco CGMax A Tool For Alumina Yield Improvement and Product Quality ControlAndreyÎncă nu există evaluări
- ISO 5807 - 1985 (ENG) - Diagrama de Flujo (R2019)Document29 paginiISO 5807 - 1985 (ENG) - Diagrama de Flujo (R2019)YANET ALCANTARAÎncă nu există evaluări
- Lecture 25 BromineDocument8 paginiLecture 25 Bromineishita.brahmbhattÎncă nu există evaluări
- Laboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateDocument8 paginiLaboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateMaya CiamikÎncă nu există evaluări
- Application of The Shrinking Core Model For Copper Oxide LeachingDocument7 paginiApplication of The Shrinking Core Model For Copper Oxide LeachingLuis La TorreÎncă nu există evaluări
- Sodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Document5 paginiSodium Silicate From RHA-BD-ARJ-V.4n.2.37-42Samia SharifÎncă nu există evaluări
- Development of Electroless Ni P Coatings On Sisal FiberDocument4 paginiDevelopment of Electroless Ni P Coatings On Sisal FiberHemachandranÎncă nu există evaluări
- Each Detailed Project Reports Cover All The Aspects of Business, From Analysing The Market, ConfirmingDocument5 paginiEach Detailed Project Reports Cover All The Aspects of Business, From Analysing The Market, ConfirmingSnatak MundadaÎncă nu există evaluări
- Agricultural Waste Material As Potential PDFDocument11 paginiAgricultural Waste Material As Potential PDFMahmoud ElsayedÎncă nu există evaluări
- Economic Processing of High Silica Bauxites - ExisDocument43 paginiEconomic Processing of High Silica Bauxites - ExisNurAneesaÎncă nu există evaluări
- Project Report On Precipitated Calcium CarbonateDocument6 paginiProject Report On Precipitated Calcium CarbonateEIRI Board of Consultants and PublishersÎncă nu există evaluări
- 7c RM Fertilizers EtcDocument22 pagini7c RM Fertilizers EtcAbhishek DharÎncă nu există evaluări
- Non-Ferrous Process Principles and Production Technologies: H.Y. SohnDocument1 paginăNon-Ferrous Process Principles and Production Technologies: H.Y. SohnCarlosÎncă nu există evaluări
- Mechanical and Thermal Methods For Reclamation of Waste Foundry SandDocument10 paginiMechanical and Thermal Methods For Reclamation of Waste Foundry SandSofi LopezÎncă nu există evaluări
- Extraction of Molybdenum From Molybdenite ConcentratesDocument5 paginiExtraction of Molybdenum From Molybdenite ConcentratesFranciscoIgnacioÎncă nu există evaluări
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewDocument9 paginiUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalÎncă nu există evaluări
- 2zno 3b2o3 3h2o, Reological ModelDocument4 pagini2zno 3b2o3 3h2o, Reological ModelKary ShitoÎncă nu există evaluări
- Rice Hull Ash CementsDocument100 paginiRice Hull Ash CementsArn CruzÎncă nu există evaluări
- Vegetable Oil Based Eco-Friendly Coating Materials: A Review ArticleDocument11 paginiVegetable Oil Based Eco-Friendly Coating Materials: A Review ArticlegoldennanukÎncă nu există evaluări
- Formalin Plant Training: Nse Polymer SDN BHDDocument13 paginiFormalin Plant Training: Nse Polymer SDN BHDMario_othman100% (1)
- Processing of Edible Oil (Palm Oil)Document34 paginiProcessing of Edible Oil (Palm Oil)HannyÎncă nu există evaluări
- Bio Bitumen LigninDocument6 paginiBio Bitumen LigninKishan KanhaiyaÎncă nu există evaluări
- Phase Transfer Catalysis: Principles and TechniquesDe la EverandPhase Transfer Catalysis: Principles and TechniquesCharles LiottaEvaluare: 1 din 5 stele1/5 (1)
- Analytical Applications of EDTA and Related Compounds: International Series of Monographs in Analytical ChemistryDe la EverandAnalytical Applications of EDTA and Related Compounds: International Series of Monographs in Analytical ChemistryÎncă nu există evaluări
- Effect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFDocument10 paginiEffect of Silicon Content and Shake-Out Time On Hardness and Grain Size Properties PDFsachinguptachdÎncă nu există evaluări
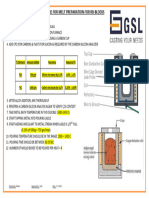
- Standard Operating Procedure For Melt Preparation For RBDocument1 paginăStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaÎncă nu există evaluări
- Masterclass - Pouring System Part 2Document13 paginiMasterclass - Pouring System Part 2Siddharth GuptaÎncă nu există evaluări
- Technical Paper On MG Recovery & Slag Control.Document8 paginiTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaÎncă nu există evaluări
- 243-03 Advanced Coating TechnologyDocument8 pagini243-03 Advanced Coating TechnologySiddharth GuptaÎncă nu există evaluări
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 paginiVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaÎncă nu există evaluări
- BK 782Document1 paginăBK 782Siddharth GuptaÎncă nu există evaluări
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDocument10 paginiHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaÎncă nu există evaluări
- Sulphur 2Document8 paginiSulphur 2Siddharth GuptaÎncă nu există evaluări
- Air Supply Systemof CupolaDocument26 paginiAir Supply Systemof CupolaSiddharth GuptaÎncă nu există evaluări
- Biomass GasifierDocument2 paginiBiomass GasifierSiddharth GuptaÎncă nu există evaluări
- GIMPEX Brochures-RenewDocument21 paginiGIMPEX Brochures-RenewSiddharth GuptaÎncă nu există evaluări
- 2 Casting FormingDocument56 pagini2 Casting FormingMohana KrishnanÎncă nu există evaluări
- WP102 Reduce Air Use Drying BlowoffDocument7 paginiWP102 Reduce Air Use Drying BlowoffSiddharth GuptaÎncă nu există evaluări
- Influence of Steel Scrap On Microstructure and Mechanical PropertiesDocument6 paginiInfluence of Steel Scrap On Microstructure and Mechanical PropertiesSiddharth GuptaÎncă nu există evaluări
- Cooling Rate and Graphite Structure of Final EutecticDocument5 paginiCooling Rate and Graphite Structure of Final EutecticSiddharth GuptaÎncă nu există evaluări
- Autocad Mech 2009 UserguideDocument414 paginiAutocad Mech 2009 UserguideJose OlivarÎncă nu există evaluări
- Tool GeometryDocument1 paginăTool GeometrySiddharth GuptaÎncă nu există evaluări
- Azufre Tipo de GrafitoDocument13 paginiAzufre Tipo de Grafitojose.figueroa@foseco.comÎncă nu există evaluări
- Foundry EngDocument143 paginiFoundry EngGirmay FasilÎncă nu există evaluări
- Eutectic Cell and Nodule Count in Cast IronDocument8 paginiEutectic Cell and Nodule Count in Cast IronSiddharth GuptaÎncă nu există evaluări
- P 2010 ED tcm16 6752Document21 paginiP 2010 ED tcm16 6752bharatonkarÎncă nu există evaluări
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocument3 paginiInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaÎncă nu există evaluări
- Ekc 102Document16 paginiEkc 102minhdung76npÎncă nu există evaluări
- Pneumatic Fittings Push in FittingsDocument7 paginiPneumatic Fittings Push in FittingsSiddharth GuptaÎncă nu există evaluări
- ModinamaDocument142 paginiModinamamehul3685Încă nu există evaluări
- The Basics of Wheel Blasting PDFDocument6 paginiThe Basics of Wheel Blasting PDFSiddharth GuptaÎncă nu există evaluări
- Risk-Based IA Planning - Important ConsiderationsDocument14 paginiRisk-Based IA Planning - Important ConsiderationsRajitha LakmalÎncă nu există evaluări
- International Business EnvironmentDocument5 paginiInternational Business EnvironmentrahulÎncă nu există evaluări
- DBR KochiDocument22 paginiDBR Kochipmali2Încă nu există evaluări
- Competing Models of Entrepreneurial IntentionsDocument22 paginiCompeting Models of Entrepreneurial IntentionsAsri Aneuk HimabisÎncă nu există evaluări
- Group Tour Operators in Pune - Best Tours and Travels in PuneDocument10 paginiGroup Tour Operators in Pune - Best Tours and Travels in PuneGargi ToursÎncă nu există evaluări
- Aug 2020 Builders Line Tamil MonthlyDocument48 paginiAug 2020 Builders Line Tamil MonthlyBuildersLineMonthlyÎncă nu există evaluări
- Blockchain Technology in The Banking SectorDocument2 paginiBlockchain Technology in The Banking Sectorvaralakshmi aÎncă nu există evaluări
- All About Ignition Coils: Technical InformationDocument15 paginiAll About Ignition Coils: Technical InformationTrương Ngọc ThắngÎncă nu există evaluări
- Mitsubishi Forklift Fg30nm Service ManualDocument22 paginiMitsubishi Forklift Fg30nm Service Manualbridgetsilva030690rqd100% (130)
- On The Backward Problem For Parabolic Equations With MemoryDocument19 paginiOn The Backward Problem For Parabolic Equations With MemorykamranÎncă nu există evaluări
- Wilo49608 Wilo Ge LeafletDocument46 paginiWilo49608 Wilo Ge LeafletJair Jimenez HerreraÎncă nu există evaluări
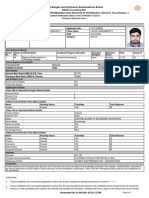
- West Bengal Joint Entrance Examinations Board: Provisional Admission LetterDocument2 paginiWest Bengal Joint Entrance Examinations Board: Provisional Admission Lettertapas chakrabortyÎncă nu există evaluări
- HP ELITEBOOK 8740W Inventec Armani 6050A2266501Document61 paginiHP ELITEBOOK 8740W Inventec Armani 6050A2266501Gerardo Mediabilla0% (2)
- Negative Sequence Current in Wind Turbines Type 3 1637954804Document6 paginiNegative Sequence Current in Wind Turbines Type 3 1637954804Chandra R. SirendenÎncă nu există evaluări
- Case Chart Complete (Business Law)Document29 paginiCase Chart Complete (Business Law)LimShuLingÎncă nu există evaluări
- PT Shri Krishna Sejahtera: Jalan Pintu Air Raya No. 56H, Pasar Baru Jakarta Pusat 10710 Jakarta - IndonesiaDocument16 paginiPT Shri Krishna Sejahtera: Jalan Pintu Air Raya No. 56H, Pasar Baru Jakarta Pusat 10710 Jakarta - IndonesiaihsanlaidiÎncă nu există evaluări
- Kudla Vs PolandDocument4 paginiKudla Vs PolandTony TopacioÎncă nu există evaluări
- Indian Handmade Carpets EnglishDocument16 paginiIndian Handmade Carpets EnglishVasim AnsariÎncă nu există evaluări
- Meco ReviewerDocument9 paginiMeco ReviewerKang ChulÎncă nu există evaluări
- Firmware Upgrade To SP3 From SP2: 1. Download Necessary Drivers For The OMNIKEY 5427 CKDocument6 paginiFirmware Upgrade To SP3 From SP2: 1. Download Necessary Drivers For The OMNIKEY 5427 CKFilip Andru MorÎncă nu există evaluări
- LG+32LX330C Ga LG5CBDocument55 paginiLG+32LX330C Ga LG5CBjampcarlosÎncă nu există evaluări
- QT1-EVNPMB2-0-NCR-Z-013 Water Treament System of AccommondationDocument3 paginiQT1-EVNPMB2-0-NCR-Z-013 Water Treament System of AccommondationDoan Ngoc DucÎncă nu există evaluări
- Riba, Its Types and ImplicationsDocument37 paginiRiba, Its Types and Implicationsmahamamir012Încă nu există evaluări
- X606 PDFDocument1 paginăX606 PDFDany OrioliÎncă nu există evaluări
- IMO Special Areas Under MARPOLDocument2 paginiIMO Special Areas Under MARPOLRavi Viknesh100% (1)
- E14r50p01 800 MhaDocument4 paginiE14r50p01 800 Mha'Theodora GeorgianaÎncă nu există evaluări