S-ar putea să vă placă și
- Dispersing AgentsDocument6 paginiDispersing AgentsEdward MenezesÎncă nu există evaluări
- 13 3-8" Cementing Program ChecklistDocument2 pagini13 3-8" Cementing Program ChecklistYougchu LuanÎncă nu există evaluări
- Cocoa Fermentation ManualDocument18 paginiCocoa Fermentation ManualJimena Rios100% (1)
- Gear Pump and API 676Document42 paginiGear Pump and API 676ThiênSứBanPhúc50% (2)
- Bus Network Topology GuideDocument8 paginiBus Network Topology GuideMjjames Manalo100% (1)
- RA 90 221 Rexroth Environmentally Acceptable Hydraulic Fluids PDFDocument8 paginiRA 90 221 Rexroth Environmentally Acceptable Hydraulic Fluids PDFeng13Încă nu există evaluări
- Fisher Scientific Operator's Manual Tabletop Ultrasonic CleanersDocument25 paginiFisher Scientific Operator's Manual Tabletop Ultrasonic CleanersLuciano Augusto Gerling GarzaÎncă nu există evaluări
- Unit2.SP - Mill.setting and ImbibitionDocument15 paginiUnit2.SP - Mill.setting and ImbibitionHari kantÎncă nu există evaluări
- Tensile FinalDocument43 paginiTensile Finalnamrataavyas75% (4)
- 2012 Ring Formation in Rotary KilnsDocument30 pagini2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Branson 3510 UltrasonicDocument34 paginiBranson 3510 Ultrasoniccav4444Încă nu există evaluări
- Installation GC1 Gunning Castables - Conventional PDFDocument2 paginiInstallation GC1 Gunning Castables - Conventional PDFLuis PullasÎncă nu există evaluări
- Installation LCC1 Low Cement Castables - StandardDocument2 paginiInstallation LCC1 Low Cement Castables - StandardirwansuwainiÎncă nu există evaluări
- Onga 735Document12 paginiOnga 735review20Încă nu există evaluări
- Leisuretime Sand Manual ONGADocument16 paginiLeisuretime Sand Manual ONGARicardo Cesar Bueno BertichevicÎncă nu există evaluări
- 100919-SW-C Application Manual - Field (December 2020)Document40 pagini100919-SW-C Application Manual - Field (December 2020)Tanmay GorÎncă nu există evaluări
- Protaper Universal Endo System DFUDocument7 paginiProtaper Universal Endo System DFUMaya SafitriÎncă nu există evaluări
- Pantera Sand ManualDocument21 paginiPantera Sand Manualisme78Încă nu există evaluări
- IFRC - Customer Technical Training (RP - CPP2)Document24 paginiIFRC - Customer Technical Training (RP - CPP2)firdausshukri14Încă nu există evaluări
- General Guidelines for Application of Hempaguard Hempasil Coating Systems 2022 MayDocument11 paginiGeneral Guidelines for Application of Hempaguard Hempasil Coating Systems 2022 MayVan Ryzal PurbaÎncă nu există evaluări
- Bomba de Doble DiafragmaDocument3 paginiBomba de Doble DiafragmaOmar Horna PinedoÎncă nu există evaluări
- Apcothane CF 678: PolyurethaneDocument3 paginiApcothane CF 678: Polyurethanerumi_2kÎncă nu există evaluări
- Maintenance Information: Pneumatic Filters, Regulators, Lubricators, Filter/Regulators and Combination UnitsDocument8 paginiMaintenance Information: Pneumatic Filters, Regulators, Lubricators, Filter/Regulators and Combination UnitsEliasÎncă nu există evaluări
- Manual Iom Ge GuDocument32 paginiManual Iom Ge Gucesar.gowÎncă nu există evaluări
- Zen ThaneDocument11 paginiZen ThaneM CÎncă nu există evaluări
- Basf Masterflow 678 TdsDocument4 paginiBasf Masterflow 678 Tdsgazwang478Încă nu există evaluări
- Penguin PSS Vertical Pump Operating Instructions & Spare Parts ManualDocument6 paginiPenguin PSS Vertical Pump Operating Instructions & Spare Parts Manualjoshua gomezÎncă nu există evaluări
- Protective Epoxy Coating for TanksDocument4 paginiProtective Epoxy Coating for TanksShravana PrasadÎncă nu există evaluări
- Detailed Specification For: 230 Gallon Crack Sealing Trailer / Melter Applicator 1.0 PurposeDocument6 paginiDetailed Specification For: 230 Gallon Crack Sealing Trailer / Melter Applicator 1.0 Purposejude tallyÎncă nu există evaluări
- 15 - FRAMO Portable Cargo PumpDocument6 pagini15 - FRAMO Portable Cargo PumpMomchil DimitrovÎncă nu există evaluări
- Models OF817-8H, OF817-12H, OF1019-20H and OF1465-75H Specification SheetDocument2 paginiModels OF817-8H, OF817-12H, OF1019-20H and OF1465-75H Specification SheetWattsÎncă nu există evaluări
- Ai Hempadur 87540 EnglishDocument3 paginiAi Hempadur 87540 EnglishAlfredo MedinaÎncă nu există evaluări
- User Manual Warnings: Safety & CleanlinessDocument6 paginiUser Manual Warnings: Safety & Cleanlinessder ApfelÎncă nu există evaluări
- 210SDocument3 pagini210SRenjith NairÎncă nu există evaluări
- PC 0443 - Apcothane CF 675Document3 paginiPC 0443 - Apcothane CF 675Gunjan GaganÎncă nu există evaluări
- Hypro D50 Service ManualDocument32 paginiHypro D50 Service Manualjimi9488Încă nu există evaluări
- 6700XTR Service ManualDocument40 pagini6700XTR Service Manualfuck offÎncă nu există evaluări
- FR702 PDFDocument8 paginiFR702 PDFpanagosÎncă nu există evaluări
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 paginiPlunger Pump Service Manual: Installation and Start-Up InformationSubhendu KarÎncă nu există evaluări
- PC 7091 - Apcothane CF 675 FinishDocument3 paginiPC 7091 - Apcothane CF 675 Finishonshore purchaseÎncă nu există evaluări
- Titan Environmental Domestic Oil Tank Installation GuideDocument24 paginiTitan Environmental Domestic Oil Tank Installation GuideTitanEnvÎncă nu există evaluări
- BV I5139gbDocument11 paginiBV I5139gbTuanTranÎncă nu există evaluări
- Ai Hempadur 87540 EnglishDocument2 paginiAi Hempadur 87540 EnglishAmilcar BolagÎncă nu există evaluări
- I and O-1012 - 1014 - 1015 - and 1017 Pumps 1-1Document9 paginiI and O-1012 - 1014 - 1015 - and 1017 Pumps 1-1Mo'men AdelÎncă nu există evaluări
- Using Your Albany PumpDocument5 paginiUsing Your Albany PumpmehdiÎncă nu există evaluări
- SP 5160Document2 paginiSP 5160Dileepa DissanayakeÎncă nu există evaluări
- dp7490 Pump ManualDocument16 paginidp7490 Pump Manualvipequi50Încă nu există evaluări
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 paginiPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteÎncă nu există evaluări
- PC 4050 - Apcofine 910Document3 paginiPC 4050 - Apcofine 910rohitÎncă nu există evaluări
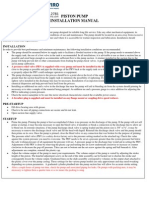
- A&F Pump Piston Pump Installation ManualDocument5 paginiA&F Pump Piston Pump Installation ManualPromagEnviro.com100% (1)
- Installation, Commissioning and Maintenance of Proportional ValvesDocument4 paginiInstallation, Commissioning and Maintenance of Proportional ValvesEmrah BinayÎncă nu există evaluări
- 200TG Installation and Maintenance InstructionsDocument2 pagini200TG Installation and Maintenance InstructionsMiguel MedinaÎncă nu există evaluări
- HEMPEL's Shop Primer ZS 15890Document3 paginiHEMPEL's Shop Primer ZS 15890NestramiÎncă nu există evaluări
- AP-TRANSFER PlumbpumpDocument8 paginiAP-TRANSFER PlumbpumpWilson wayerÎncă nu există evaluări
- Plan 74 Gas Control Panel (125 Psig) For Chesterton 4400 Gas SealDocument2 paginiPlan 74 Gas Control Panel (125 Psig) For Chesterton 4400 Gas Sealhufuents-1Încă nu există evaluări
- PeristalticDocument12 paginiPeristalticAnonymous ItzBhUGoiÎncă nu există evaluări
- LW22Document2 paginiLW22Nicolae MarinÎncă nu există evaluări
- Installation, Commissioning and Servicing of Hydraulic Pumps and MotorsDocument2 paginiInstallation, Commissioning and Servicing of Hydraulic Pumps and Motorsbhaswath2000Încă nu există evaluări
- Karcher B502manualDocument20 paginiKarcher B502manualparthasd0Încă nu există evaluări
- Professionally Processing Polyurethane Systems: Mixing & DeaerationDocument11 paginiProfessionally Processing Polyurethane Systems: Mixing & DeaerationEl Guille VTÎncă nu există evaluări
- Pump Technical Data SheetDocument24 paginiPump Technical Data SheetM Farid Fakhrudduja100% (1)
- X-Tite Finegrout: Technical Data SheetDocument2 paginiX-Tite Finegrout: Technical Data SheetdeshapriyaedsÎncă nu există evaluări
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Lead ZincDocument27 paginiLead ZincElder18Încă nu există evaluări
- Technical Paper IREDocument6 paginiTechnical Paper IREElder18Încă nu există evaluări
- 8IDocument6 pagini8IcnaclickÎncă nu există evaluări
- 2 Crucible Material Selection GuideDocument1 pagină2 Crucible Material Selection GuideElder18Încă nu există evaluări
- TP CFB 09 13Document12 paginiTP CFB 09 13Elder18Încă nu există evaluări
- Alexander DisciplineDocument7 paginiAlexander DisciplinePatricia TagartaÎncă nu există evaluări
- Qual Exam 2005Document31 paginiQual Exam 2005Kevin Lius BongÎncă nu există evaluări
- Sisweb Sisweb Techdoc Techdoc Print Pag - pdf1Document91 paginiSisweb Sisweb Techdoc Techdoc Print Pag - pdf1MatiussChesteerÎncă nu există evaluări
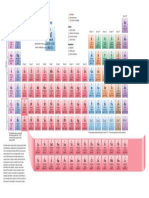
- Periodic TableDocument1 paginăPeriodic TableChemist MookaÎncă nu există evaluări
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 paginiAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALAÎncă nu există evaluări
- Inductance Calculations Working Formulas and Tables (Grover-1973)Document153 paginiInductance Calculations Working Formulas and Tables (Grover-1973)Anonymous 2OxpGvaNW100% (1)
- MSCS) (V4.12.10) MSC Server Hardware DescriptionDocument148 paginiMSCS) (V4.12.10) MSC Server Hardware DescriptionDeepak JoshiÎncă nu există evaluări
- Microsoft Office Tips and TricksDocument12 paginiMicrosoft Office Tips and TricksJayr BVÎncă nu există evaluări
- Notes 3 - Consistent Deformation DerivationDocument3 paginiNotes 3 - Consistent Deformation DerivationAdi DeckÎncă nu există evaluări
- CE-2101 Fluid Mechanics: Energy Consideration in Steady FlowDocument53 paginiCE-2101 Fluid Mechanics: Energy Consideration in Steady FlowShaheer RizwanÎncă nu există evaluări
- Control of Multiple-Input, Multiple-Output ProcessesDocument27 paginiControl of Multiple-Input, Multiple-Output Processesmeseret sisayÎncă nu există evaluări
- 11.rolling Disc SolutionDocument12 pagini11.rolling Disc SolutionAlimin AnniÎncă nu există evaluări
- ThesisDocument32 paginiThesis783255Încă nu există evaluări
- How To Solve AssignmentsDocument4 paginiHow To Solve AssignmentsHarisÎncă nu există evaluări
- LSE MA100 Background CheckDocument5 paginiLSE MA100 Background CheckAlternative EgoÎncă nu există evaluări
- Area Under The CurveDocument3 paginiArea Under The CurveReyland DumlaoÎncă nu există evaluări
- ACI229Document18 paginiACI229Francisco CalderónÎncă nu există evaluări
- Doubble EncriptionDocument60 paginiDoubble Encriptiondeepak kumarÎncă nu există evaluări
- BRINELL BH3000 - WilsonHardnessDocument2 paginiBRINELL BH3000 - WilsonHardnessKhoa Bui AnhÎncă nu există evaluări
- Filter 7Document480 paginiFilter 7Pranjal TripathiÎncă nu există evaluări
- METAL CLUSTER COMPLEXESDocument13 paginiMETAL CLUSTER COMPLEXESKeybateÎncă nu există evaluări
- QST HamClockDocument3 paginiQST HamClockCPC PHCÎncă nu există evaluări
- Fire ZoneDocument8 paginiFire ZoneKannan NÎncă nu există evaluări
- Class - 8 PT3 - Portion 2023 24 - 1Document5 paginiClass - 8 PT3 - Portion 2023 24 - 1gurdeepbeniwal97Încă nu există evaluări
- Valve Selection Guide For WWTPDocument11 paginiValve Selection Guide For WWTPsf wÎncă nu există evaluări