S-ar putea să vă placă și
- Will KitDocument9 paginiWill KitwitkerzÎncă nu există evaluări
- Project Report On Pressure Die Casting (Aluminium)Document7 paginiProject Report On Pressure Die Casting (Aluminium)EIRI Board of Consultants and Publishers100% (2)
- Blast Furnace IronmakingDocument83 paginiBlast Furnace IronmakingKumar Varun100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDe la EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÎncă nu există evaluări
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDocument22 paginiTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsÎncă nu există evaluări
- Excel Sheet For Mass Balance CalcsDocument13 paginiExcel Sheet For Mass Balance Calcswitkerz100% (1)
- I Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFDocument821 paginiI Et 30101m 1200 200 p4x 001 - 0 - Prelim PDFluizsavinoÎncă nu există evaluări
- Grate KilnDocument8 paginiGrate KilnAnggiet HerdayantiÎncă nu există evaluări
- Coal Selection CriteriaDocument31 paginiCoal Selection CriteriaHardik Kumar MendparaÎncă nu există evaluări
- OTE Outotec Fluidization Technology Eng WebDocument16 paginiOTE Outotec Fluidization Technology Eng WebmumblexÎncă nu există evaluări
- Metal-Casting Processes and Equipment Heat TreatmentsDocument93 paginiMetal-Casting Processes and Equipment Heat TreatmentssengcanÎncă nu există evaluări
- Comminution PHDDocument220 paginiComminution PHDwitkerz100% (1)
- Tilting Rotary FurnaceDocument8 paginiTilting Rotary FurnaceErnane MagalhãesÎncă nu există evaluări
- Segregation and Banding in SteelDocument2 paginiSegregation and Banding in SteelskluxÎncă nu există evaluări
- Study of Coke Oven BatteryDocument18 paginiStudy of Coke Oven BatteryYeswanth Kumar100% (1)
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocument24 paginiMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoÎncă nu există evaluări
- Iron Ore Pellets Reduction by Pet CokeDocument9 paginiIron Ore Pellets Reduction by Pet CokesrinijaganÎncă nu există evaluări
- Non Ferrous PyrometallurgyDocument34 paginiNon Ferrous PyrometallurgyKundayi ChagwederaÎncă nu există evaluări
- Sponge Iron PlantDocument11 paginiSponge Iron PlantLi GaryÎncă nu există evaluări
- Bhushan Steel - Plant and FacilityDocument6 paginiBhushan Steel - Plant and Facilityanurag3069Încă nu există evaluări
- Ah PDFDocument110 paginiAh PDFrocktallicaÎncă nu există evaluări
- Calcination and Reduction of Laterite Nickel OresDocument10 paginiCalcination and Reduction of Laterite Nickel OresrikocahyopÎncă nu există evaluări
- Aisi T 192 Steel Plate Engineering Vol 1 Vol 2Document132 paginiAisi T 192 Steel Plate Engineering Vol 1 Vol 2Ali MkawarÎncă nu există evaluări
- Refractory Lining Project Corrected (Chapter 1)Document7 paginiRefractory Lining Project Corrected (Chapter 1)Don Rayburn PilanÎncă nu există evaluări
- SC Khattoi G.G.Roy IIT KGP ARIM-10 53 2020 PDFDocument13 paginiSC Khattoi G.G.Roy IIT KGP ARIM-10 53 2020 PDFIlhem Blel100% (1)
- 28 - Hofmann - Trackpads Brochure - A4Document4 pagini28 - Hofmann - Trackpads Brochure - A4Jorge Villalobos100% (1)
- Iron Making TechnologyDocument53 paginiIron Making TechnologyAwas Ada UdinÎncă nu există evaluări
- Blast Furnace Iron Making IIT KGP Oct 26 2010Document85 paginiBlast Furnace Iron Making IIT KGP Oct 26 2010Samanway DasÎncă nu există evaluări
- Sponge Iron ManufacturingDocument14 paginiSponge Iron Manufacturingapi-2604165367% (3)
- The Sintering Process of Iron Ore FinesDocument5 paginiThe Sintering Process of Iron Ore FinesRanggaa RamandanaÎncă nu există evaluări
- Astm B69Document3 paginiAstm B69Muhammad NaumanÎncă nu există evaluări
- Agglomeration & PelletizationDocument4 paginiAgglomeration & Pelletizationabhishekgarg98Încă nu există evaluări
- Operation of 300MW CFBC BoilerDocument6 paginiOperation of 300MW CFBC BoilerSoodamany Ponnu PandianÎncă nu există evaluări
- Tilting Rotary Furnace PDFDocument8 paginiTilting Rotary Furnace PDFLaudino Vega ValenciaÎncă nu există evaluări
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Document85 paginiBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- Coal Technology Presentation PDFDocument24 paginiCoal Technology Presentation PDFyondelaÎncă nu există evaluări
- Understanding Ferronickel Smelting From Laterites Through Computational Thermodynamics ModellingDocument15 paginiUnderstanding Ferronickel Smelting From Laterites Through Computational Thermodynamics Modellingفردوس سليمانÎncă nu există evaluări
- Recent Operation and Environmental Control in The Kennecott SmelterDocument17 paginiRecent Operation and Environmental Control in The Kennecott SmelterHat CopterÎncă nu există evaluări
- Alloy List HitchinerDocument8 paginiAlloy List Hitchineratfrost4638Încă nu există evaluări
- ProjDocument42 paginiProjKuladeep DeepuÎncă nu există evaluări
- News 2013 12Document12 paginiNews 2013 12leekiangyen100% (1)
- Ausmelt SmeltingDocument6 paginiAusmelt SmeltingMarcelo SerranoÎncă nu există evaluări
- PFR Lime Kiln Process With Blast Furnace Gas and OxygenDocument4 paginiPFR Lime Kiln Process With Blast Furnace Gas and OxygenVitor Godoy100% (1)
- The Pros and Cons of Reductive Matte Smelting For PGMsDocument4 paginiThe Pros and Cons of Reductive Matte Smelting For PGMsCristian Andres Florez VergaraÎncă nu există evaluări
- 1.2.2.1 CorexDocument3 pagini1.2.2.1 CorexAnggiet HerdayantiÎncă nu există evaluări
- Proceso Finex y CorexDocument15 paginiProceso Finex y CorexAnthony AlvarezÎncă nu există evaluări
- TSL 2009 349Document7 paginiTSL 2009 349Soo Sang ParkÎncă nu există evaluări
- Blast Furnace Ironmaking Process Using Pre-Reduced Iron Ore: Nippon Steel Technical Report No. 94 July 2006Document6 paginiBlast Furnace Ironmaking Process Using Pre-Reduced Iron Ore: Nippon Steel Technical Report No. 94 July 2006Farhan AkhterÎncă nu există evaluări
- Coal Gamification Technology SCGDocument4 paginiCoal Gamification Technology SCGSambit DashÎncă nu există evaluări
- FuelDocument2 paginiFuelponthirumaranÎncă nu există evaluări
- The HIsmelt Iron-Making Process AZOMDocument10 paginiThe HIsmelt Iron-Making Process AZOMalavi419Încă nu există evaluări
- Apple Industries LTD - Anantapur Dist Exe Sum EngDocument8 paginiApple Industries LTD - Anantapur Dist Exe Sum EngRashmi PatelÎncă nu există evaluări
- CFCB Bed Ash CoolerDocument11 paginiCFCB Bed Ash CoolerUdhayakumar VenkataramanÎncă nu există evaluări
- Atomizer Study For Processing PGMDocument6 paginiAtomizer Study For Processing PGMAFLAC ............Încă nu există evaluări
- Lime - Shaft Furnaces or Rotary Furnaces - StrommashinaDocument5 paginiLime - Shaft Furnaces or Rotary Furnaces - StrommashinataghdirimÎncă nu există evaluări
- Pulverised Coal Firing of Small Boiler Plant: SystemsDocument4 paginiPulverised Coal Firing of Small Boiler Plant: SystemsKarthik MathivananÎncă nu există evaluări
- Copper EconomicsDocument11 paginiCopper EconomicsGoran VukovicÎncă nu există evaluări
- Alternative Process of Using Pyrite Instead of Liquid Sulphur To Produce Sulphur OxideDocument6 paginiAlternative Process of Using Pyrite Instead of Liquid Sulphur To Produce Sulphur OxideShwu HueyÎncă nu există evaluări
- Direct Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardDocument2 paginiDirect Reduction-Are We Moving in The Right Direction?: by K. O. R. GebhardNadyaZulfaniÎncă nu există evaluări
- Kalinga Nagar - Part3Document10 paginiKalinga Nagar - Part3cet.ranchi7024Încă nu există evaluări
- Lechner StephanDocument9 paginiLechner StephanleekiangyenÎncă nu există evaluări
- The Suitability of Ultrafine Coal As An Industrial Boiler FuelDocument18 paginiThe Suitability of Ultrafine Coal As An Industrial Boiler FuellcandoÎncă nu există evaluări
- A Novel Flash Ironmaking - US Department of EnergyDocument2 paginiA Novel Flash Ironmaking - US Department of EnergyprmthsÎncă nu există evaluări
- Iron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaDocument83 paginiIron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaAshishÎncă nu există evaluări
- 1 s2.0 0010218089901041 Main PDFDocument18 pagini1 s2.0 0010218089901041 Main PDFLuis AguirreÎncă nu există evaluări
- Session-1-Introduction and Coke MakingDocument51 paginiSession-1-Introduction and Coke MakingHeroÎncă nu există evaluări
- Cokeless CupolaDocument12 paginiCokeless CupolaGovind RaoÎncă nu există evaluări
- Group 2 - Zinc Electrothermic FurnaceDocument12 paginiGroup 2 - Zinc Electrothermic FurnacekudaÎncă nu există evaluări
- HPS DescriptionDocument3 paginiHPS DescriptionMohammad Ali TaghdiriÎncă nu există evaluări
- Modern Blast Furnace Ironmaking TechnologyDocument9 paginiModern Blast Furnace Ironmaking TechnologyartÎncă nu există evaluări
- 6704I - 6th Semester - Metallurgical and Materials EngineeringDocument32 pagini6704I - 6th Semester - Metallurgical and Materials EngineeringMicky SahuÎncă nu există evaluări
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"De la EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Încă nu există evaluări
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementDe la EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementÎncă nu există evaluări
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionDe la EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionÎncă nu există evaluări
- Scientific American Supplement, No. 303, October 22, 1881De la EverandScientific American Supplement, No. 303, October 22, 1881Încă nu există evaluări
- Flotation - Release AnalysisDocument35 paginiFlotation - Release AnalysiswitkerzÎncă nu există evaluări
- Energey Balance - HandoutDocument37 paginiEnergey Balance - HandoutwitkerzÎncă nu există evaluări
- Sag Ball TCNM RandolDocument6 paginiSag Ball TCNM RandolAgie FernandezÎncă nu există evaluări
- Evaporation Figures Jan Feb Mar Apr May June Rainfall (MM) 2.3 3.3 7.1 9.6 19.3 26 A-Pan Evaporation (MM) 328.6 271.6 254.2 177 130.2 108Document2 paginiEvaporation Figures Jan Feb Mar Apr May June Rainfall (MM) 2.3 3.3 7.1 9.6 19.3 26 A-Pan Evaporation (MM) 328.6 271.6 254.2 177 130.2 108witkerzÎncă nu există evaluări
- Davis Magnetic Tube SeparatorDocument3 paginiDavis Magnetic Tube SeparatorwitkerzÎncă nu există evaluări
- Flotation Release AnalysisDocument12 paginiFlotation Release AnalysiswitkerzÎncă nu există evaluări
- Kolwezi SX StudyDocument22 paginiKolwezi SX StudywitkerzÎncă nu există evaluări
- Optimizing Milling OperationsDocument12 paginiOptimizing Milling OperationswitkerzÎncă nu există evaluări
- SMCDocument175 paginiSMCarun988Încă nu există evaluări
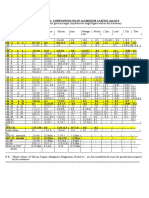
- Aluminium Alloy Ingots PDFDocument1 paginăAluminium Alloy Ingots PDFraghulramasamyÎncă nu există evaluări
- Alloys and ASTMDocument2 paginiAlloys and ASTMgullenariÎncă nu există evaluări
- Vdocuments - MX en 14986 2007 Design of Fans Working in Potentially Explosive AtmospheresDocument40 paginiVdocuments - MX en 14986 2007 Design of Fans Working in Potentially Explosive AtmospheresramkumarÎncă nu există evaluări
- 008 Alloy Tool SteelDocument66 pagini008 Alloy Tool SteelJose A DominguezÎncă nu există evaluări
- Catalogo PTP 2011 Cadena Transportadoras 10818 - ENDocument136 paginiCatalogo PTP 2011 Cadena Transportadoras 10818 - ENAriel Linder Ureña MontenegroÎncă nu există evaluări
- Technical. Cross Reference Steel Material To ASTM: Material Forgings Castings Wrought FittingsDocument1 paginăTechnical. Cross Reference Steel Material To ASTM: Material Forgings Castings Wrought FittingsAndis DianÎncă nu există evaluări
- Hot Dip Galvanizing Design ConsiderationsDocument10 paginiHot Dip Galvanizing Design ConsiderationsAndreasÎncă nu există evaluări
- Chetan Mane: Personal Profile ExperienceDocument1 paginăChetan Mane: Personal Profile ExperienceKetan MÎncă nu există evaluări
- Houghton Aqua Quench 260 Spec SheetDocument3 paginiHoughton Aqua Quench 260 Spec SheetSuprastowo Bin SarinoÎncă nu există evaluări
- Ter Fire SleeveDocument8 paginiTer Fire SleeveAhmad FadhilÎncă nu există evaluări
- Guide To Machining Specialty AlloysDocument156 paginiGuide To Machining Specialty AlloysRolandÎncă nu există evaluări
- Chemistry and Industrial RevolutionDocument4 paginiChemistry and Industrial Revolutioncantutr50% (2)
- 06543G IndexDocument33 pagini06543G IndexFrandi BarasaÎncă nu există evaluări
- Yearly Plan Chemistry Form 4 2013: SMK Aminuddin Baki, 31200 Chemor Perak Darul RidzuanDocument27 paginiYearly Plan Chemistry Form 4 2013: SMK Aminuddin Baki, 31200 Chemor Perak Darul RidzuanChe Nurul MardhiahÎncă nu există evaluări
- K2 PDFDocument48 paginiK2 PDFstctoolÎncă nu există evaluări
- Hitachi 10 Spark OES Elements Guide ENDocument18 paginiHitachi 10 Spark OES Elements Guide ENGabriela Boeira Dall AgnolÎncă nu există evaluări
- PHD Thesis On Aluminium AlloysDocument7 paginiPHD Thesis On Aluminium Alloysaflobjhcbakaiu100% (1)