S-ar putea să vă placă și
- Hardness Shore C C MN MN Si P S Ni CRDocument2 paginiHardness Shore C C MN MN Si P S Ni CRpatrik710Încă nu există evaluări
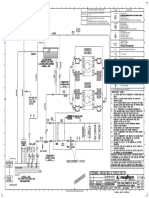
- Rev - 00 - Open Loop Water Circuit - 3250kwDocument1 paginăRev - 00 - Open Loop Water Circuit - 3250kwpatrik710Încă nu există evaluări
- List of ContractorDocument1 paginăList of Contractorpatrik710Încă nu există evaluări
- If Your Actions Inspire Others To Dream MoreDocument3 paginiIf Your Actions Inspire Others To Dream Morepatrik710Încă nu există evaluări
- Bearing 6202 and 6203 ConsumptionDocument2 paginiBearing 6202 and 6203 Consumptionpatrik710Încă nu există evaluări
- Ring FormationDocument5 paginiRing Formationpatrik710Încă nu există evaluări
- BookletDocument1 paginăBookletpatrik710Încă nu există evaluări
- Organgram of Shyam MetalicDocument1 paginăOrgangram of Shyam Metalicpatrik710Încă nu există evaluări
- Shut DownDocument1 paginăShut Downpatrik710Încă nu există evaluări
- PO Box 1010, Liverpool L70 1NL, United KingdomDocument2 paginiPO Box 1010, Liverpool L70 1NL, United Kingdompatrik710Încă nu există evaluări
- Po Sel PIPEDocument2 paginiPo Sel PIPEpatrik710Încă nu există evaluări
- Tata SteelDocument32 paginiTata Steelpatrik710Încă nu există evaluări
- Observation ChartDocument5 paginiObservation Chartpatrik710Încă nu există evaluări
- Po Sel PIPEDocument2 paginiPo Sel PIPEpatrik710Încă nu există evaluări
- Crompton Greaves LetterDocument1 paginăCrompton Greaves Letterpatrik710Încă nu există evaluări
- SafetyDocument1 paginăSafetypatrik710Încă nu există evaluări
- Electrical MotorsDocument6 paginiElectrical Motorspatrik710Încă nu există evaluări
- Based On Liquids Not Exceeding 200 CST Viscosity and 70Document1 paginăBased On Liquids Not Exceeding 200 CST Viscosity and 70patrik710Încă nu există evaluări
- Sti 2062Document6 paginiSti 2062patrik710Încă nu există evaluări
- Facility of Pipe PlantDocument3 paginiFacility of Pipe Plantpatrik710Încă nu există evaluări
- Crompton Greaves LetterDocument1 paginăCrompton Greaves Letterpatrik710Încă nu există evaluări
- Based On Liquids Not Exceeding 200 CST Viscosity and 71Document2 paginiBased On Liquids Not Exceeding 200 CST Viscosity and 71patrik710Încă nu există evaluări
- VMHDocument6 paginiVMHpatrik710Încă nu există evaluări
- Gear Teeth Chemical CompositionDocument1 paginăGear Teeth Chemical Compositionpatrik710Încă nu există evaluări
- Crompton Greaves LetterDocument1 paginăCrompton Greaves Letterpatrik710Încă nu există evaluări
- Efficient Furnace Operation1Document7 paginiEfficient Furnace Operation1patrik710Încă nu există evaluări
- Misc Pipe and Grade For Iph & OphDocument1 paginăMisc Pipe and Grade For Iph & Ophpatrik710Încă nu există evaluări
- V Pully DimensionDocument1 paginăV Pully Dimensionpatrik710Încă nu există evaluări
- Hydrolic Cylinder Dspec DetaDocument1 paginăHydrolic Cylinder Dspec Detapatrik710Încă nu există evaluări
- The Steel Pipe Data Chart Below Can Be Used To Find Pipe SizesDocument6 paginiThe Steel Pipe Data Chart Below Can Be Used To Find Pipe Sizespatrik710100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Inventaa Hollow WallsDocument6 paginiInventaa Hollow WallsSumedh GuptaÎncă nu există evaluări
- Sample Report Standard Quality On Crawlspace EplansDocument1 paginăSample Report Standard Quality On Crawlspace EplansRyan De Vera PagalÎncă nu există evaluări
- R1 Designing A School Public ToiletDocument18 paginiR1 Designing A School Public ToiletIrish Barte100% (1)
- Cristobal, Rowela - Research Work #1Document8 paginiCristobal, Rowela - Research Work #1rowela cristobalÎncă nu există evaluări
- The Problem and Its BackgroundDocument4 paginiThe Problem and Its BackgroundSuzaku KururugiÎncă nu există evaluări
- Technical Data Handbook of TK CorporationDocument172 paginiTechnical Data Handbook of TK CorporationGerard Adrian Bautista AnonuevoÎncă nu există evaluări
- Acoustic Insulation Under FloorDocument11 paginiAcoustic Insulation Under FloorMiteshaÎncă nu există evaluări
- 301 Stainless SteelDocument1 pagină301 Stainless SteelDanielÎncă nu există evaluări
- Reducing Field Sample of Aggregate To Test Sample ASTM C 702, D75Document16 paginiReducing Field Sample of Aggregate To Test Sample ASTM C 702, D75Shekh AbdullahÎncă nu există evaluări
- Difference Between Up Milling and Down MillingDocument4 paginiDifference Between Up Milling and Down MillingT. VeerabhadraiahÎncă nu există evaluări
- TSPP8Document76 paginiTSPP8Ian Naylor100% (1)
- Set 8-3 PDFDocument56 paginiSet 8-3 PDFAek JayÎncă nu există evaluări
- Juk MS-191 261 261JDocument38 paginiJuk MS-191 261 261JRHoskaÎncă nu există evaluări
- 32mm Thick Flush Doors Rs 140Document9 pagini32mm Thick Flush Doors Rs 140lkovijayÎncă nu există evaluări
- Lab Manual - Mech 1051 Ay 2021-2022 EvenDocument10 paginiLab Manual - Mech 1051 Ay 2021-2022 EvenKoushik DebnathÎncă nu există evaluări
- Consumable Spec Rev 12Document24 paginiConsumable Spec Rev 12megastar0604Încă nu există evaluări
- CemfixDocument2 paginiCemfixpravi3434100% (1)
- PVA Fibre Reinforced High-Strength Cementitious Composite For 3D Printing Mechanical Properties and DurabilityDocument12 paginiPVA Fibre Reinforced High-Strength Cementitious Composite For 3D Printing Mechanical Properties and Durabilityhamed sadaghianÎncă nu există evaluări
- Pricelist - TABLE TOP - Chennai - 2020 AbinDocument2 paginiPricelist - TABLE TOP - Chennai - 2020 AbinShivaji RamaniÎncă nu există evaluări
- IxawDocument4 paginiIxawyuvaraja 2219Încă nu există evaluări
- Damascus SteelDocument6 paginiDamascus SteelAkram FaisalÎncă nu există evaluări
- Temporary Structure (Food Plaza)Document5 paginiTemporary Structure (Food Plaza)Gunjan UttamchandaniÎncă nu există evaluări
- Concrete Mix Design PQC M40Document5 paginiConcrete Mix Design PQC M40Pirpasha Ujede50% (2)
- 2fd9c443-8a5c-41e2-9aad-48cdd9dc151dDocument2 pagini2fd9c443-8a5c-41e2-9aad-48cdd9dc151dmelsabaeÎncă nu există evaluări
- MFDP2 - L04 - Deep Drawing and Stretch Drawing - ENIM 2021-22Document43 paginiMFDP2 - L04 - Deep Drawing and Stretch Drawing - ENIM 2021-22Alaa RmidaÎncă nu există evaluări
- Cement: Is A Complex Mixture of Dicalcium Silicate (C2S)Document18 paginiCement: Is A Complex Mixture of Dicalcium Silicate (C2S)Pratik AgajÎncă nu există evaluări
- Lista Preturi Pardoseli 1iulie2020Document42 paginiLista Preturi Pardoseli 1iulie2020elyeliza2000Încă nu există evaluări
- RESUME - 044 BD Ceiling Polystyrene 1x1800 - 2016-07-18: Implementare in 1x1800mm Numar Articole: 15Document7 paginiRESUME - 044 BD Ceiling Polystyrene 1x1800 - 2016-07-18: Implementare in 1x1800mm Numar Articole: 15johnÎncă nu există evaluări
- D10414410a Fmea CastingDocument7 paginiD10414410a Fmea CastingSuraj RawatÎncă nu există evaluări
- Fork Head DIN 71752 Fork Joints GN 751Document2 paginiFork Head DIN 71752 Fork Joints GN 751Anonymous HPlNDhM6ejÎncă nu există evaluări