S-ar putea să vă placă și
- Oxicorte: Processo e EquipamentosDocument15 paginiOxicorte: Processo e EquipamentosRafael AmorimÎncă nu există evaluări
- Produtividade Sem EnrolacaoDocument235 paginiProdutividade Sem EnrolacaoReginaldo FukuzakiÎncă nu există evaluări
- Curso Chaveiro: Aprenda a Abrir FechadurasDocument37 paginiCurso Chaveiro: Aprenda a Abrir FechadurasAllyson Robinson100% (2)
- Montage MDocument1 paginăMontage MDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Trabalho TCCDocument16 paginiTrabalho TCCDintreinamentos Qualificação IndustrialÎncă nu există evaluări
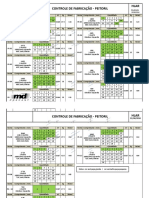
- Controle de Fabricação Peitoril 1Document11 paginiControle de Fabricação Peitoril 1Dintreinamentos Qualificação IndustrialÎncă nu există evaluări
- TecnologiDocument51 paginiTecnologiJose Orlando Pereira PereiraÎncă nu există evaluări
- Oxicorte 110408141034 Phpapp01Document23 paginiOxicorte 110408141034 Phpapp01Antenor322Încă nu există evaluări
- TecnologiDocument51 paginiTecnologiJose Orlando Pereira PereiraÎncă nu există evaluări
- Atividade 4Document1 paginăAtividade 4Dintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Etiqueta de Controle Na Expedição A3Document8 paginiEtiqueta de Controle Na Expedição A3Dintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Palestra EducativaDocument18 paginiPalestra EducativaDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Painéis pré-fabricados de concreto para fachadasDocument191 paginiPainéis pré-fabricados de concreto para fachadasjuliocesarvechimÎncă nu există evaluări
- Matemática EspecialDocument291 paginiMatemática EspecialDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Formas de concreto e acessórios para paisagismoDocument11 paginiFormas de concreto e acessórios para paisagismoDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Manutenção industrial: eletricidade, motores e proteçãoDocument97 paginiManutenção industrial: eletricidade, motores e proteçãocarlos.sis5750100% (8)
- Semana 02Document14 paginiSemana 02Dintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Sika SuperfixDocument3 paginiSika SuperfixDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- A Preparação de Um SimuladoDocument2 paginiA Preparação de Um SimuladoDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Planejamento Controle Prod IDocument133 paginiPlanejamento Controle Prod IRicardo SampaioÎncă nu există evaluări
- Apresentacao Acidente Do Trabalho AndreaValio 31-10-2013Document58 paginiApresentacao Acidente Do Trabalho AndreaValio 31-10-2013Mennahen SylverÎncă nu există evaluări
- Programa 8'S: guia completo para melhoria contínuaDocument31 paginiPrograma 8'S: guia completo para melhoria contínuaDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Semana 02Document14 paginiSemana 02Dintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Exerci Cio SDocument1 paginăExerci Cio SDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- Tabela de Tolerâncias ISODocument2 paginiTabela de Tolerâncias ISOlucasbianch1131Încă nu există evaluări
- TST - Módulo IV - Gestão em Saúde e Segurança No TrabalhoDocument2 paginiTST - Módulo IV - Gestão em Saúde e Segurança No TrabalhoDintreinamentos Qualificação Industrial100% (2)
- Apostila de Vasos 2009 Junho 2009Document57 paginiApostila de Vasos 2009 Junho 2009jeffmarinsÎncă nu există evaluări
- Apostila de Tanques 2011Document67 paginiApostila de Tanques 2011kappely100% (2)
- A Preparação de Um SimuladoDocument2 paginiA Preparação de Um SimuladoDintreinamentos Qualificação IndustrialÎncă nu există evaluări
- 8.4 - SoldagemDocument35 pagini8.4 - Soldagemogait18Încă nu există evaluări
- Ruth Ozeki A Terra Inteira e o Ceu Infinit PDFDocument327 paginiRuth Ozeki A Terra Inteira e o Ceu Infinit PDFJana de PaulaÎncă nu există evaluări
- Contabilidade nacional: medindo a atividade econômicaDocument31 paginiContabilidade nacional: medindo a atividade econômicaThyago SoaresÎncă nu există evaluări
- Manual Da Auto HipnoseDocument27 paginiManual Da Auto HipnoseSonny100% (1)
- Medição e comparação de temperaturasDocument12 paginiMedição e comparação de temperaturasJosy AraujoÎncă nu există evaluări
- Guia classifica métodos avalia DORTDocument47 paginiGuia classifica métodos avalia DORThigormeÎncă nu există evaluări
- Symon Hill - O Lider SumiuDocument150 paginiSymon Hill - O Lider SumiuPalestrante Symon Hill100% (3)
- Livro de Regras - Merchants & MaraudersDocument16 paginiLivro de Regras - Merchants & MaraudersElvys BenayonÎncă nu există evaluări
- Engenheiro Júnior Civil - Edital LIQUIGÁSDocument12 paginiEngenheiro Júnior Civil - Edital LIQUIGÁSMarcosDaCostaSarraÎncă nu există evaluări
- O Livro Branco - RamthaDocument301 paginiO Livro Branco - RamthaAntônio DrumondÎncă nu există evaluări
- Sharing-Biomimicry v2-2021 CompressedDocument26 paginiSharing-Biomimicry v2-2021 CompressedAshley WhiteÎncă nu există evaluări
- Cap 01Document41 paginiCap 01paulacristinacostacaldasÎncă nu există evaluări
- 2013 7ano 2bim Gramatica Lista1Document18 pagini2013 7ano 2bim Gramatica Lista1Jane OliverÎncă nu există evaluări
- Curso completo de baralho ciganoDocument97 paginiCurso completo de baralho ciganoraul100% (2)
- Comportamento organizacional e psicologia socialDocument10 paginiComportamento organizacional e psicologia socialThiago Luiz da SilvaÎncă nu există evaluări
- LIMA N W Como Estruturar Uma Aula Com SentidoDocument50 paginiLIMA N W Como Estruturar Uma Aula Com SentidofabricioÎncă nu există evaluări
- Rita IrwinDocument13 paginiRita IrwinSabrina Fernandes MeloÎncă nu există evaluări
- Procedimentos historiográficos e discursos na escrita da históriaDocument3 paginiProcedimentos historiográficos e discursos na escrita da históriaLamarckÎncă nu există evaluări
- Gestalt Terapia e Análise Existencial EstudosDocument229 paginiGestalt Terapia e Análise Existencial EstudosMônicaBorgesÎncă nu există evaluări
- Talmud Bavil Tratado Baba Kama - Livro 6Document481 paginiTalmud Bavil Tratado Baba Kama - Livro 6Sid Xavier Do NascimentoÎncă nu există evaluări
- Decisões de compra e tipos de decisãoDocument16 paginiDecisões de compra e tipos de decisãoDiogo AlvesÎncă nu există evaluări
- Rudhyar, Dane - O Ciclo de LunaçãoDocument99 paginiRudhyar, Dane - O Ciclo de LunaçãoMorena Jambo100% (8)
- Uma Abordagem Sobre A Noção de Gesto Musical Nas Poéticas de Luciano Berio e Brian FerneyhoughDocument208 paginiUma Abordagem Sobre A Noção de Gesto Musical Nas Poéticas de Luciano Berio e Brian FerneyhoughFelipe Merker CastellaniÎncă nu există evaluări
- Como Iniciar Um Ministério de DançaDocument5 paginiComo Iniciar Um Ministério de DançaKayziany DarckÎncă nu există evaluări
- Anais Do IV Simposio Nacional de Arte e PDFDocument332 paginiAnais Do IV Simposio Nacional de Arte e PDFAndré MalinskiÎncă nu există evaluări
- Quem garante que tudo ficará bem? DeusDocument3 paginiQuem garante que tudo ficará bem? DeusAdriana SilvaÎncă nu există evaluări
- História oral, caminhos e descaminhosDocument6 paginiHistória oral, caminhos e descaminhosSheyla FariasÎncă nu există evaluări
- EXAMES SUPLETIVOS DO ENSINO MÉDIO 1o SEMESTRE / 2011Document20 paginiEXAMES SUPLETIVOS DO ENSINO MÉDIO 1o SEMESTRE / 2011Monique CruzÎncă nu există evaluări
- As lições dos escritores para aprender a escrever melhorDocument14 paginiAs lições dos escritores para aprender a escrever melhorNatascha FranckÎncă nu există evaluări
- A Corrente Subterrânea Do Materialismo Do EncontroDocument41 paginiA Corrente Subterrânea Do Materialismo Do EncontroCláudio RennóÎncă nu există evaluări
- NOP INEA 48 Procon ÁguaDocument40 paginiNOP INEA 48 Procon ÁguaflucassilvagmailÎncă nu există evaluări