Documente Academic
Documente Profesional
Documente Cultură
Instalación y pruebas de sistemas de tubería industriales
Încărcat de
LuevandresTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Instalación y pruebas de sistemas de tubería industriales
Încărcat de
LuevandresDrepturi de autor:
Formate disponibile
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 3 de 41
CONTENIDO CAPTULO 0. 1. 2. 3. 4. 5. 6. 7. 8. PGINA INTRODUCCIN ..................................................................................................................................... 4 OBJETIVO ............................................................................................................................................... 4 ALCANCE................................................................................................................................................ 4 CAMPO DE APLICACIN ...................................................................................................................... 4 ACTUALIZACIN ................................................................................................................................... 5 REFERENCIAS ....................................................................................................................................... 5 DEFINICIONES ....................................................................................................................................... 6 SMBOLOS Y ABREVIATURAS ............................................................................................................. 8 DESARROLLO ....................................................................................................................................... 8 8.1 8.2 8.3 8.4 8.5 8.6 9. Generalidades............................................................................................................................. 8 Fabricacin.................................................................................................................................. 9 Instalacin ................................................................................................................................. 26 Inspecciones y pruebas ............................................................................................................ 28 Limpieza de tuberas................................................................................................................. 36 Documentos y registros ............................................................................................................ 36
RESPONSABILIDADES ......................................................................................................... 39
10. CONCORDANCIA CON NORMAS MEXICANAS O INTERNACIONALES .................................... 40 11. BIBLIOGRAFA ..................................................................................................................................... 40 12. ANEXOS ................................................................................................................................................ 41
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 0. INTRODUCCIN.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 4 de 41
La fabricacin en campo, el ensamble, la ereccin, la inspeccin y pruebas de los sistemas de tubera metlica, utilizados en los procesos industriales de Petrleos Mexicanos y Organismos Subsidiarios, requiere la aplicacin de diversas tcnicas y procesos constructivos y de inspeccin de ltima generacin, ya que estos sistemas de tubera son el medio para conectar equipos, tanques y recipientes. Por lo anterior y con el objeto de que Petrleos Mexicanos cuente con un documento tcnico que sirva de base para el control y regulacin de estas actividades, se emite esta norma de referencia, la cual se elabor tomando como base los Captulos V y VI del Cdigo ASME-B31.3, mismos que se revisaron a fin de adaptarlos a los requerimientos de Petrleos Mexicanos. En la elaboracin de esta norma de referencia participaron: Petrleos Mexicanos. Pemex Exploracin y Produccin. Pemex Gas y Petroqumica Bsica. Pemex Petroqumica. Pemex Refinacin. Instituto Mexicano del Petrleo. Engineering de Mxico, S. de R.L. de C. V.
1.
OBJETIVO.
Establecer los requisitos mnimos que se deben cumplir en la contratacin de los servicios de fabricacin en campo, ereccin, inspeccin y pruebas de los sistemas de tubera en plantas industriales.
2.
ALCANCE.
Esta norma de referencia aplica en las actividades de fabricacin en campo y en taller, instalacin (ensamble, ereccin y su sistema de soportera), inspeccin y pruebas de tubera metlica a presin o al vaco para plantas terrestres y costafuera, que manejen o procesen hidrocarburos y sus derivados, as como servicios auxiliares. No incluye los sistemas de tubera para el transporte de hidrocarburos.
3.
CAMPO DE APLICACIN.
Esta norma de referencia es de aplicacin general y observancia obligatoria, en la contratacin de los servicios objeto de la misma, que se lleven a cabo en los centros de trabajo de Petrleos Mexicanos y Organismos Subsidiarios. Por lo que debe ser incluida en los procedimientos de contratacin, licitacin pblica, invitacin a
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 5 de 41
cuando menos tres personas, o adjudicacin directa, como parte de los requisitos que debe cumplir el proveedor, contratista o licitante.
4.
ACTUALIZACIN.
Las sugerencias para la revisin y actualizacin de esta norma de referencia, deben enviarse al Secretario del Subcomit Tcnico de Normalizacin de PEP, quien debe programar y realizar la actualizacin de acuerdo a la procedencia de las mismas, y en su caso, proceder a travs del Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios, a inscribirla en el programa anual de Normalizacin de Petrleos Mexicanos. Sin embargo, esta norma de referencia se debe revisar y actualizar, al menos cada 5 aos antes, si las sugerencias y recomendaciones de cambio lo ameritan. Las propuestas y sugerencias deben dirigirse por escrito a: Pemex Exploracin y Produccin. Subcomit Tcnico de Normalizacin. Baha de Ballenas 5, Edificio D, PB. Col. Vernica Anzures, 11300 Mxico, D.F. Telfono directo: 19-44-92-86. Conmutador: 19-44-25-00, extensin: 3-26-90, Fax: 3-26-54 Correo electrnico: mpachecop@pep.pemex.com.
5.
REFERENCIAS.
Para requisitos complementarios de esta norma, aplican las siguientes referencias: 5.1 5.2 NRF-020-PEMEX-2004- Calificacin y certificacin de soldadores y soldadura. NRF-027 NRF-027-PEMEX-2001 - Esprragos y tornillos de acero de aleacin y acero inoxidable para servicios de alta y baja temperatura. NRF-031-PEMEX-2003 - Sistemas de Desfogues y Quemadores en Instalaciones de Pemex Exploracin y Produccin. NRF-084-PEMEX-2004- Electrodos para soldadura en los sistemas de ductos e instalaciones relacionadas. NRF-139-PEMEX-2004 Soportes de concreto para tuberas. NRF-150-PEMEX-2004 Pruebas hidrostticas de tuberas y equipos. ISO 13703 - Petroleum and Natural Gas Industries - Design and Installation of Piping Systems on Offshore Production Platforms (Industrias del petrleo y gas natural Diseo e instalacin de sistemas de tubera en plataformas de produccin costafuera). ISO 15649 - Petroleum and Natural Gas Industries Piping (Industrias del petrleo y gas natural Tubera).
5.3
5.4
5.5 5.6 5.4
5.5
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 5.6
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 6 de 41
NOM-008-SCFI-2002, Sistema General de Unidades de Medida.
6.
DEFINICIONES.
En la aplicacin de esta norma de referencia, se tienen las definiciones siguientes: 6.1 Anillo de respaldo.- Material en forma de anillo para apoyar la unin de dos elementos metlicos durante la aplicacin de la soldadura. 6.2 Componentes de tubera.- Son los elementos metlicos para unir o ensamblar sistemas de tubera para conducir fluidos a presin. Los componentes incluyen tubo rgido, tubo flexible, accesorios, bridas, empaques, tornillera, vlvulas; y dispositivos como juntas de expansin, juntas flexibles, mangueras de presin, trampas de vapor o lquidos y filtros. 6.3 Condiciones cclicas severas.- Condiciones que aplican a componentes de tubera especficos o juntas, en los cuales el rango de esfuerzo SE calculado, excede 0,8 SA (rango de esfuerzo permisible), y el nmero su equivalente de ciclos N sea mayor a 7 000. 6.4 Equivalente: Es aquel documento que no sea Norma Oficial Mexicana (NOM), Norma Mexicana (NMX), Norma Internacional (ISO o IEC), que demuestre cumplir como mnimo con los requisitos y/o caractersticas fsicas, qumicas, mecnicas o de cualquier naturaleza que establece el documento normativo citado en esta norma de referencia. 6.5 Fabricacin en campo.- Es la preparacin de la tubera para su ensamble e incluye los procesos de corte, roscado, doblado, procesos para dar forma o acabado, soldadura y ensamble de componentes. 6.6 Fusin de la soldadura.- Es el cambio de estado slido al lquido, tanto del material base como del de aporte que da lugar a la unin. 6.7 a) b) Garganta de soldadura de filete. Garganta terica.- Distancia perpendicular entre la raz de la soldadura de filete hasta la hipotenusa del tringulo rectngulo mayor circunscrito en la seccin transversal de la soldadura. Garganta real.- Distancia ms corta entre la raz de la soldadura de filete hasta la cara.
6.8 Inspeccin visual. Es la observacin de una porcin o muestra de los componentes, de las juntas y otros elementos de tubera que estn o puedan estar expuestos a la vista, antes, durante o despus de la construccin, fabricacin, ensamble, montaje, ereccin, inspeccin o prueba. Este examen incluye la verificacin de requerimientos de esta norma de referencia y de la ingeniera de diseo para materiales y componentes, dimensiones, preparacin de juntas, alineamiento, soldadura, soportes, montaje e instalacin. Esta se realiza a simple vista o con un aditamento de amplificacin hasta 30 X (30 aumentos). 6.9 Instalacin.- Es la colocacin completa de un sistema de tuberas en su lugar definitivo e incluye la fabricacin y el ensamble. 6.10 Material base.- Metal que se va a soldar o a cortar con gas o arco, con soldadura dura o blanda.
6.11 Material de aporte.- Metal que se agrega al hacer una junta soldada con soldadura fuerte, blanda o por soldadura elctrica.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 7 de 41
6.12 Inspeccin Radiogrfica al 100 por ciento.-- Es el examen radiogrfico total de un tipo especfico de piezas de un lote determinado de tubera o de una soldadura al 100 por ciento. 6.13 a) b) Refuerzo de Soldadura: En una junta a tope, es el metal de aporte aplicado que se extiende ms all de la superficie plana comn a las piezas que se estn soldando. En una soldadura de filete, es el metal de soldadura que contribuye a la convexidad.
6.14 Resistencia a la cedencia.- Es el valor del esfuerzo de un material en el que presenta un cambio del comportamiento elstico a plstico. Sus unidades son N/mm2 (lb/pulg2). 6.15 Silleta. - Placa que sirve para reforzar la unin entre un ramal y el cabezal principal, la cual debe ir soldada a ambos elementos. 6.16 Sistemas de tubera.- Tuberas interconectadas sujetas a las mismas condiciones de operacin de diseo. 6.17 Soldador.- Es un operario capaz de ejecutar una operacin de soldadura manual o semiautomtica bajo los lineamientos de 8.2.1 al 8.2.1.2. 6.18 Soldadura.- Es la unin de dos o ms elementos metlicos por fusin, con o sin metal de aporte y con o sin aplicacin de presin. 6.19 Soldadura de arco.- Proceso de soldadura, donde la fusin del metal se efecta por el calentamiento que produce un arco o arcos elctricos. 6.20 Soldadura blanda.- Proceso de soldadura mediante el uso de materiales de aporte de aleaciones no ferrosas, que tienen un punto de fusin inferior al del metal base pero arriba de 700 K (427 C). 6.21 Soldadura de filete.- Soldadura de seccin transversal aproximadamente triangular, que une dos superficies situadas aproximadamente en ngulo recto entre s en una junta de traslape, en T de esquina. (Vase tambin tamao de soldadura y garganta de soldadura de filete). 6.22 Soldadura de ranura.- Soldadura que se aplica en la ranura que resulta al poner en contacto dos piezas, con las dimensiones y formas apropiadas. Los tipos de soldadura de ranura son: cuadrada, de bisel sencillo acampanado de bisel sencillo acampanada en V sencilla J sencilla, U sencilla en V de doble bisel, de doble bisel acampanado, de doble V acampanada, de doble J, de doble U y de doble V. 6.23 Soldadura de sello- Es una soldadura que se emplea para obtener hermeticidad en la unin de tuberas o accesorios. 6.24 Soldadura fuerte.- Proceso de soldadura, en el que la fusin se produce por medio de calentamiento a temperaturas adecuadas y con el uso de una aleacin no ferrosa que se funda a temperaturas inferiores a 700 K (427 C) y teniendo un punto de fusin menor al de los metales base que estn siendo unidos. 6.25 Tratamiento trmico.- Operacin o combinacin de operaciones que comprenden el calentamiento y enfriamiento de un metal o aleacin al estado slido, con el fin de obtener ciertas propiedades mecnicas. Los tratamientos trmicos que se aplican a la soldadura, son los que se indican a continuacin:
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios a)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 8 de 41
Precalentamiento Calentamiento que se aplica al metal base inmediatamente antes o durante la aplicacin de la, soldadura con el fin de reducir los efectos nocivos generados de los gradientes de alta temperatura inherentes al proceso de soldadura, ver 8.2.2. Relevado de esfuerzos Calentamiento uniforme de una soldadura a una temperatura inferior a las temperaturas de transformacin para reducir esfuerzos residuales generados durante la aplicacin de la soldadura, seguido de un enfriamiento uniforme Temperatura de transformacin Es la temperatura a la cual ocurre el cambio de fase en aceros al carbono y de baja aleacin.
b)
c)
7. ASNT AWS BPV EWF MSS
SIMBOLOS Y ABREVIATURAS. American Society for Nondestructive Testing (Sociedad Americana de Pruebas no Destructivas ). American Welding Society (Sociedad Americana de Soldadura). ASME Boiler and Pressure Vessel (Cdigo ASME para Recipientes y Calderas a Presin) European Welding Federation (Federacin Europea de Soldadura). Manufacture Standardization Society of Valve and Fittings Industry (Sociedad de Normalizacin para la Fabricacin de Vlvulas y Accesorios para la Industria). Prueba por partculas magnticas. National Association of Corrosion Engineer (Asociacin Nacional de Ingenieros de Corrosin). Nominal Pipe Size (Tamao Nominal de Tubera). Prueba por lquidos penetrantes. Prueba radiogrfica. Shielded Manual Arc Welding (Soldadura de arco manual con electrodo recubierto). Prueba por ultrasonido.
MT NACE NPS PT RT SMAW UT
8. 8.1
DESARROLLO. Generalidades.
El contratista, para llevar a cabo los trabajos de fabricacin en campo y taller, el ensamble, la ereccin, incluyendo las inspecciones y pruebas, de los sistemas de tubera y soportes, debe contar con los planos e isomtricos de tubera, aprobados para construccin y aplicar sus requisitos en conjunto con los que se establecen en esta norma. As como contar con procedimientos aprobados para el almacenamiento, manejo y clasificacin de los materiales de instalacin permanente y consumibles requeridos para el proyecto.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 9 de 41
8.1.1 No se permite el desvo de las tolerancias y requisitos de los documentos de instalacin o fabricacin, a menos que estas desviaciones sean evaluadas y aprobadas por la supervisin de Pemex, antes de ser aplicados. Para lo anterior, se requiere que el contratista disponga de un procedimiento por escrito, aprobado por Pemex, para el procesamiento documentado y control de los cambios que se realicen durante la etapa de construccin. 8.1.2 A menos que se indique en el isomtrico de tubera aprobado, no se permite el uso de juntas de soldadura mitradas o accesorios mitrados o cualquier accesorio fabricado en campo. 8.1.3 Si la prueba hidrosttica para aceptacin final de la hermeticidad de la lnea se efecta antes de la instalacin de la totalidad de los soportes permanentes, el contratista es responsable de asegurarse de que el sistema de soportes, resista las condiciones de carga especificada incluyendo las de sismo. 8.1.4 El contratista debe disponer en el sitio de la obra, de procedimientos para el control, rastreabilidad e identificacin de los materiales de instalacin permanente antes, durante y hasta que stos sean instalados en su ubicacin final en campo. Lo anterior incluye todos los materiales de soldadura y otros consumibles. 8.1.5 El manejo y almacenamiento de los materiales, equipos y consumibles, durante el proceso constructivo, deben estar de acuerdo a las especificaciones y recomendaciones de los fabricantes y al tipo de material de que se trate. 8.1.6 Los materiales susceptibles de contaminacin tales como los aceros inoxidables o de inconel, entre otros, deben segregarse y protegerse durante el proceso constructivo. 8.1.7 El material temporal, sobrante o defectuoso, se debe identificar y segregar, de conformidad con los procedimientos del sistema de calidad del contratista. 8.1.8 Se debe usar slo material nuevo, en la fabricacin o instalacin, de conformidad con las especificaciones de los planos de ingeniera de detalle. 8.1.9 Para la aceptacin final de las actividades, el contratista debe utilizar instrumentos de medicin y prueba, ajustados y calibrados de acuerdo a patrones certificados. 8.1.10 Todos los registros originales generados durante la fabricacin, instalacin o prueba, deben ser sometidos a un sistema de control hasta su entrega a Pemex, como se indica en la tabla 6. 8.2 Fabricacin.
Los materiales para tubera metlica y componentes para la construccin de las plantas industriales de Petrleos Mexicanos, deben ser preparados para su fabricacin e instalacin mediante las operaciones y procesos de fabricacin en campo que se indican en esta norma de referencia, para instalaciones costafuera. Los procesos de precalentamiento, tratamientos trmicos y soldadura especial (blanda o fuerte), deben aplicarse cuando la ingeniera de diseo lo especifique. 8.2.1 Soldadura.
Los procedimientos de soldadura para la fabricacin en campo de tubera para plantas industriales, deben cumplir con los requisitos que a continuacin se indican. 8.2.1.1 Materiales.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.2.1.1.1 Material de aporte.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 10 de 41
El metal de aporte debe cumplir con los requisitos de los procedimientos de soldadura: de arco con electrodo revestido (SMAW), de arco metlico con gas (GMAW) y de arco con fndente en el ncleo (FCAW) establecidos en la NRF-084-PEMEX-2004. Para otros procesos, se debe cumplir con las especificaciones AWS, o sus equivalentes, indicadas en los documentos de ingeniera aprobados para construccin. Se puede utilizar un metal de relleno que no est contemplado en los procedimientos anteriores, siempre y cuando sea de la misma especificacin, demostrado por medio de certificados de calidad. 8.2.1.1.2 Material para anillos de respaldo.
Cuando el dibujo isomtrico para fabricacin lo especifique, se pueden usar anillos de respaldo siempre y cuando se cumpla con lo establecido en el inciso 328.3.2 (a) material para soldadura de respaldo (Weld Backing Material) del Captulo V, del Cdigo ASME B 31.3 su equivalente. 8.2.1.1.3 Insertos consumibles.
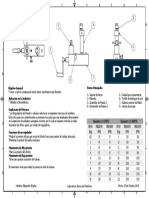
El contratista podr utilizar insertos consumibles, de acuerdo a lo establecido en el incisos 328.3.3, Consumable Inserts (Insertos consumibles) del Captulo V, del Cdigo ASME B 31.3, equivalente. El inserto debe ser de fabricacin integral, como se muestra en los detalles a y b de la figura 1.
5 mm (3/16 pulg) tm 3 a 5 mm (1/8 a 3/16 pulg)
19 mm (3/4 pulg)
c) Anillo cuadrado o tipo de alambre redondo
tm Espesor de pared mnimo requerido a) Junta a tope con extremos de tubo maquinados y anillo slido o bipartido.
5 mm (3/16 pulg) tm 3 a 5 mm (1/8 a 3/16 pulg)
d) Anillo plano rectangular
e) Tipo anillo formado.
f) Tipo Y.
19 mm (3/4 pulg)
Insertos consumibles tpicos
b) Junta a tope con extremos maquinados y anillo slido de respaldo
Fig. 1 Anillos de respaldo e insertos consumibles.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.2.1.2 8.2.1.2.1
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 11 de 41
Preparacin de la soldadura. Limpieza.
Las superficies internas y externas, a soldar o cortar por calor, deben estar limpias y libres de pintura, aceite, moho, escamas u otros materiales que puedan daar tanto al material base como a la soldadura. 8.2.1.2.2 Preparacin de los extremos. a) Generalidades. Cuando se realicen cortes a temperatura, la preparacin de los extremos de la tubera solamente es aceptable, si las superficies son razonablemente lisas y libres de escorias. Es aceptable la preparacin de los extremos para soldaduras a tope con bisel, especificadas de acuerdo al ASME B16.25 su equivalente. Los ngulos bsicos de los biseles y algunos ngulos adicionales para bisel tipo J, se muestran en la figura 2, esquemas (a) y (b).
37,5 grados 2,5 grados
20 grados 2,5 grados
22 mm (7/8 pulg)
5 mm (3/16 pulg)
a) Espesor de pared de 6 mm a 22 mm inclusive (1/4 a 7/8 de pulg)
1,5 mm 0,8 mm (1/16 pulg 1/32 pulg)
20 grados 2,5 grados 10 grados 2,5 grados 37,5 grados 2,5 grados >22 mm (7/8 pulg) 19 mm (3/4 pulg) b) Espesor de pared mayor de 22 mm (7/8 pulg) 5 mm (3/16 pulg)
1,5 mm 0,8 mm (1/16 pulg 1/32 pulg)
Fig. 2 Preparaciones para soldaduras a tope.
b)
Soldaduras circunferenciales. Cuando se requiera rebajar parcial o totalmente los extremos para colocar anillos de respaldo o insertos consumibles, como se muestra en las figuras 1 y 3, debe asegurarse que se mantenga el espesor mnimo de pared requerido (tm). Se permite igualar los extremos del tubo en juntas sin inserto consumible, al mismo dimetro nominal para mejorar el alineamiento, siempre que se garantice el espesor de pared requerido.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios -
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 12 de 41
Cuando se unan componentes de espesores de pared diferentes, por medio de soldadura circunferencial, y uno de ellos sea 1,5 veces mayor que el otro, la preparacin y geometra deben estar de acuerdo con los diseos aceptables para espesores de pared diferentes, establecidos en el Cdigo ASME B16.25 su equivalente.
tm
tm
Desalineamiento permisible segn especificacin de soldadura tm Espesor de pared mnimo requerido
30 mx.
a) Desbaste del tubo de mayor espesor de pared para su alineacin
tm
tm
Desalineamiento permisible segn especificacin de soldadura
Esquina redondeada
30 mx.
b) Desbaste del tubo de mayor espesor de pared para su alineacin
Fig. 3 Desalineamiento permitido para soldaduras circunferenciales 8.2.1.2.3 a) Alineamiento.
Soldaduras circunferenciales. Las superficies internas de los extremos de los componentes a soldarse, deben alinearse dentro de los lmites dimensionales establecidos en la especificacin del procedimiento de soldadura y en el diseo de ingeniera. Si las superficies externas de los componentes no estn alineadas, la soldadura se debe aplicar de tal manera que exista una transicin suave entre ella.
b)
Soldaduras longitudinales. El alineamiento de las soldaduras longitudinales con bisel, que no estn realizadas de acuerdo a algn estndar de los listados en la tabla A-1 tabla 326.1 del Cdigo ASME B.31.3 su equivalente, debe estar de acuerdo al inciso 328.4.3 (a) de la Seccin V, del cdigo anterior.
c)
Soldaduras de interconexiones (ramales). Los extremos de las conexiones de ramal soldadas a tope a la lnea principal, deben conformarse al contorno de la tubera para que cumplan con la especificacin del procedimiento de soldadura, ver figura 4, esquemas (a) y (b).
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 13 de 41
Las interconexiones que se inserten a travs de una abertura en la lnea principal, se deben ajustar, por lo menos hasta la superficie interna del cabezal, en todos sus puntos, ver figura 4, esquema (c), de otra manera, deben estar conforme al prrafo anterior. La abertura en la lnea principal para conexiones a ramal, no debe desviarse del contorno requerido ms all de la dimensin m en la figura 4. En ningn caso, las desviaciones de la forma de la abertura deben exceder los lmites de la tolerancia del espaciamiento en la raz, establecido en la especificacin del procedimiento de soldadura. Se debe adicionar material de soldadura o dar acabado para cumplir con estos requerimientos.
d)
Espaciamiento.- La separacin en la raz de la junta, debe estar dentro de la tolerancia de la especificacin del procedimiento de soldadura correspondiente. Requisitos de soldadura. Generalidades.
8.2.1.3 8.2.1.3.1 a) b)
Los sitios donde se efecten trabajos de soldadura, deben contar con ventilacin permanente, natural o artificial, o con extraccin de gases o humos. Las soldaduras, incluyendo la adicin de metal de soldadura para alineamiento, ver 8.1.2.2 (inciso b) y 8.2.1.2.3 (inciso c prrafo 3), se debe efectuar de acuerdo a una especificacin de procedimiento de soldadura calificado y por soldadores u operadores de mquinas de soldar calificados.
c) A cada soldador y/o operador de mquina de soldar calificado, se les debe asignar una clave. A menos que se especifique en la ingeniera de diseo de manera diferente, cada soldadura en elementos sometidos a presin se debe marcar con la clave del soldador u operador de mquinas de soldar. El contratista puede establecer un procedimiento de rastreabilidad para las claves en forma documental, sin necesidad de marcar fsicamente la junta soldada, pero debe disponer de un procedimiento escrito y generar un registro permanente donde se indique esta correspondencia. d) Los puntos de soldadura en el fondeo de la junta, deben fundirse con metal de aporte de las mismas caractersticas al del paso de fondeo. El punteo debe ser hecho por un soldador u operador de soldadora calificado. e) f) Est prohibido golpear con martillo (para quitar escoria) tanto en el paso de fondeo como en el paso final de la soldadura. Cuando exista humedad, nieve, granizo o viento excesivo, se debe proteger el rea donde se va a realizar la soldadura con cubiertas de material no combustible, a fin de mejorar las condiciones ambientales durante el proceso de soldadura. Vlvulas de extremos soldables. La secuencia y el procedimiento de soldadura as como su tratamiento trmico cuando aplique, se debe hacer de tal manera que no se afecte la hermeticidad del sello de la vlvula. Soldadura de inserto soldable y de filete.
g)
8.2.1.3.2
Las soldaduras de filete, incluidas las de insertos soldables, pueden cambiar de convexa a cncava. El tamao de una soldadura de filete se determina como se muestra en la figura 5.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 14 de 41
a)
Los detalles tpicos de soldadura para bridas deslizables y de inserto soldable, se muestran en la figura 6; las dimensiones mnimas de la soldadura para otros componentes de tipo inserto soldable, se muestran en la figura 7.
g = Abertura de la raz para fondeo de soldadura segn especificacin. m = Lo que sea menor de 3,2 mm (1/8 pulg) 0,5 Tb Tb = Espesor del ramal
g 0 mm (pulg)
b Fig. 4 Preparacin para ramales.
Superficie de miembros perpendiculares Soldadura de filete Tamao de convexa soldadura |Tamao de soldadura Superficie de miembros horizontales Garganta terica de soldadura Soldadura de filete de piernas iguales Nota: El tamao de una soldadura de filete de piernas iguales es la longitud de la pierna del mayor longitud inscrita en un tringulo recto issceles (la garganta terica = 0,707 por tamao). Soldadura de filete cncava
Superficie de miembros perpendiculares Soldadura de filete convexa Superficie de miembros horizontales Garganta terica de soldadura Soldadura de filete de piernas desiguales Nota: El tamao de una soldadura de filete de piernas de diferente longitud es la mayor de un tringulo recto, el cual puede ser inscrito dentro de la seccin transversal de la soldadura por ejemplo 13 mm X 19 mm (1/2 x 3/4 pulg)(la garganta terica = 0,707 por tamao).
Fig. 5 Tamaos de las soldaduras de filete
x min. x min.
x min. x min.
x min. x min.
x min. x min. 1,5 mm (1/16 pulg) aprox. antes de soldar c) Brida de inserto soldable
T 6 mm (1/4 pulg) el que sea menor a) Soldadura anterior y posterior b) Cara y soldadura posterior
Xmin = el valor menor entre 1,4 T el espesor de la campana. T = espesor nominal de tubera.
Fig. 6 Detalles para doble soldadura para bridas deslizables e inserto soldable
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 15 de 41
t Cx Cx Cx (mn.)= 1 1/4 t pero no menos de 3 mm (1/8 pulg) Aprox. antes de soldar 1,5 mm (1/16 pulg) t = Espesor de diseo por presin
Fig 7. Dimensiones mnimas de soldadura para componentes de inserto soldable.
Venteo
a) Sin refuerzo adicional
b) Con refuerzo adicional
c) Ramal sin refuerzo adicional
Fig. 8 Conexiones de ramales soldados. 8.2.1.3.3 Soldaduras de sello.
Las soldaduras de sello, se deben hacer por un soldador calificado. Las soldaduras de sello deben cubrir todos los hilos expuestos de la cuerda en uniones roscadas. 8.2.1.3.4 a) Conexiones para ramales soldados.
Las figuras 8 y 10 muestran los detalles aceptables para conexiones a lnea principal, con o sin adicin de refuerzos, en las cuales el tubo del ramal se conecta directamente a la lnea principal. Las figuras anteriores, no intentan excluir otros tipos de construccin. La figura 9, muestra los tipos bsicos de soldadura usados en conexiones para ramales. La localizacin y el tamao mnimo de las soldaduras, deben estar conforme a los requerimientos establecidos en esta norma de referencia. Las soldaduras no deben ser menores a las dimensiones mostradas en esta figura. Nomenclatura y smbolos usados en la figura 9. tc = espesor de bifurcacin de las conexiones del ramal [menor de 0,7 Tb 6 mm ( pulg)]
b)
c)
Tb = espesor nominal de la pared del ramal de la tubera Th = espesor nominal del cabezal Tr = espesor nominal del refuerzo o silleta tmin = menor de Tb Tr
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios d)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 16 de 41
Todas las conexiones de ramales a la lnea principal, con o sin accesorios, deben realizarse con soldadura de penetracin completa y terminarse con soldaduras de filete, debiendo tener una dimensin en el cuello, no menor que tc, ver figura 9, esquemas (a) y (b). Una placa de refuerzo o silleta, se debe soldar a la lnea principal del ramal, de la siguiente manera: Con soldadura de ranura o de bisel de penetracin completa, acabado de soldadura de filete y dimensin del cuello no menor que tc. Con soldadura de filete y una dimensin del cuello no menor que 0,7 t mn., ver figura 9, esquema (e).
e)
f)
El borde externo de la placa de refuerzo o una silleta, debe ser soldado a la lnea principal por medio de soldadura de filete que tenga una dimensin de garganta no menor que 0,5 T r , ver figura 9, esquemas (c), (d) y (e).
Tb Th tc Th Tb tc Tr Th Tb tc
(a)
Tb Tr Th tc
(b)
0,5 Tr
(c)
0,7 tmin
Tr
Th Tb
0,5 Tr 0,5 Tr
(d)
Nota: Detalles que muestran las soldaduras aceptables.
(e)
Fig. 9 Detalles para soldaduras de refuerzo en ramales.
a) Contorno de la conexin de salida
b) Salida de cabezal extruida
Fig. 10 Detalles de conexin de ramales. g) Las placas de refuerzo y silletas deben tener un buen ajuste con las partes a las que se sueldan o empatan. Se debe hacer una perforacin en el lado (no cerca de la junta) del refuerzo o silleta, para permitir el venteo entre el cabezal y el ramal durante la soldadura y el tratamiento trmico.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios h)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 17 de 41
Las pruebas y cualquier reparacin de la soldadura entre el ramal y el cabezal, se deben hacer antes de adicionar una silleta o un refuerzo. Traslapes fabricados.
8.2.1.3.5
La fabricacin de traslapes debe estar de acuerdo con los requerimientos aplicables del punto anterior (ver figura 11). 8.2.1.3.6 Soldadura para condiciones cclicas severas.
Se debe emplear un procedimiento de soldadura que permita obtener una superficie interna regular, lisa y de penetracin completa. 8.2.1.4 Reparacin de soldaduras.
Se debe eliminar el material sobrante de cualquier defecto de soldadura a ser reparado. Las soldaduras a reparar se deben preparar utilizando un procedimiento de soldadura calificado de acuerdo con 8.2.1.5.1, tomando en cuenta que la cavidad o defecto a ser reparado, puede diferir del contorno y dimensiones de la junta original. Las soldaduras reparadas se deben hacer por soldadores u operadores de mquinas de soldar calificados de acuerdo con los requisitos que se indican a continuacin. Si la soldadura original requiere tratamientos trmicos, stos deben aplicarse tambin a la soldadura reparada.
T2 T T2 T T2 > T T2 T T2 T
0,7 (T-c)
0,7 (T-c)
0,7 (T-c)
Radio
T a b
T c
T d
T e
c = suma de las tolerancias (rosca o profundidad de la ranura) mas las tolerancia de corrosin y erosin. Nota: Los traslapes deben maquinarse (por anverso y reverso) o escuadrarse, despus de la soldadura. Pueden usarse las bridas de placa o las de traslape (locas). Las soldaduras pueden maquinarse conforme al radio mostrado en el detalle e.
Fig. 11 Traslapes fabricados en campo.
8.2.1.5 8.2.1.5.1 a)
Calificacin de soldadura. Requisitos.
La calificacin de los procedimientos de soldadura a ser utilizados, as como los procedimientos de calificacin de habilidad de soldadores y operadores, debe estar conforme a los requerimientos de la NRF-020-PEMEX-2004, y atendiendo requisitos especficos de esta norma de referencia. Cuando el metal base no sea lo suficientemente dctil para ser doblado 180 grados, de acuerdo a lo requerido por el Cdigo BPV, Seccin IX su equivalente, se requiere un espcimen de soldadura calificada, para ser sometido a la prueba de doblado a 180 grados, con una tolerancia de 5 grados.
b)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios c)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 18 de 41
Los requisitos de precalentamiento y tratamiento trmico, indicados en 8.2.2 y 8.2.3, as como los requisitos de la ingeniera de diseo, se deben establecer en el procedimiento de calificacin de la soldadura.
d) Cuando el diseo considere el uso de insertos consumibles de los tipos indicados en la figura 1, esquemas (c), (d), (e) (f), el contratista debe calificar el procedimiento de soldadura como se indica en el inciso (a) anterior. Si el procedimiento se califica sin inserto, ste puede aplicar para soldar con inserto en juntas a tope de biseles sencillos. 8.2.1.5.2 Calificacin de procedimientos de soldadura, por terceros.
El contratista es responsable de calificar los procedimientos de soldadura que su personal utilice, y sujeto a la aprobacin del supervisor de Petrleos Mexicanos. Puede utilizar los procedimientos de soldadura calificados por terceros, siempre y cuando se cumplan las siguientes condiciones: a) Debe demostrar a Pemex que: El procedimiento de soldadura haya sido preparado, calificado y ejecutado por un especialista de la organizacin reconocida con experiencia en el campo de soldadura como: un inspector de soldadura calificado por AWS, EWF un perito nacional en soldadura. El contratista no haya hecho ningn cambio al procedimiento de soldadura.
b) c) d) e)
Cuando el nmero P del material base sea 1, 3, 4, Grado 1 (1 Cr mx.), Grado 8, no se requiere la prueba de impacto. Cuando los metales base a ser unidos, sean del mismo nmero P, excepto los nmeros P 1, 3 y 4, Grado 1, pueden ser soldables entre s, como lo permite el Cdigo BPV, Seccin IX su equivalente. No se requiere tratamiento trmico cuando el material a soldar, no sea mayor a 19 mm (3/4 pulg) de espesor. La presin de diseo no debe exceder los rangos de operacin del ASME B16.5, clase 300 su equivalente, para el material a la temperatura de diseo; y la temperatura de diseo debe estar en el rango de 244 K a 672 K (-29 C a 399 C). Los procesos de soldadura deben ser de arco metlico protegido o arco con gas inerte (TIG), o una combinacin de ellos.
f)
g) Los electrodos para el proceso de soldadura de arco manual (SMAW), deben seleccionarse de las siguientes clasificaciones equivalentes:
AWS A5.1 E6010 E6011 E7015 E7016 E7018 AWS A5.4 E308-15, -16 E308L-15, -16 E309-15, -16 E310-15, -16 E-16-8-2-15, -16 E316-15, -16 E316L-15, -16 E347-15, -16 AWS A5.5 E7010-A1 E7018-A1 E8016-B1 E8018-B1 E8015-B2L E8016-B2 E8018-B2 E8018-B2L
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios h)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 19 de 41
Es responsabilidad del contratista presentar y entregar la especificacin del procedimiento de soldadura y su registro de calificacin. Calificacin de habilidad por terceros.
8.2.1.5.3
Un contratista puede aceptar la calificacin de habilidad realizada por otra empresa, siempre que el supervisor de Petrleos Mexicanos y Organismos Subsidiarios lo apruebe. La aceptacin debe limitarse a la calificacin de tubera que use el mismo procedimiento o similar, en donde las variables esenciales estn dentro de los lmites establecidos en el Cdigo BPV, Seccin IX su equivalente. El contratista debe obtener una copia de los registros de prueba de calificacin de habilidad del contratista anterior, que muestre el nombre del contratista, nombre del soldador u operador de mquina de soldar, identificacin del procedimiento, fecha de la calificacin y registro de calificacin de dicho procedimiento. 8.2.1.5.4 Registros de calificacin.
El contratista debe mantener un registro de los procedimientos usados y los soldadores u operadores de mquinas de soldar, disponible para Pemex, mostrando lo siguiente: a) b) c) d) 8.2.1.6 8.2.1.6.1 Fecha de calificacin. Resultado de calificacin de habilidad de soldadores. Resultado de calificacin del procedimiento de soldadura. Clave de identificacin asignada para cada soldador. Soldadura blanda y fuerte. Calificacin de soldadura blanda.
La calificacin de procedimientos para soldadura blanda, soldadores y operadores de mquinas de soldar, deben cumplir con los requerimientos del Cdigo BPV - Seccin IX, Parte QB su equivalente. 8.2.6.1.2 Materiales para soldadura blanda y fuerte.
8.2.1.6.2.1 Metal de relleno. La aleacin para la soldadura blanda o fuerte, se debe fundir y fluir libremente dentro del rango de temperatura especificado en conjunto con un flujo adecuado o atmsfera controlada, debe humedecerse y adherirse a las superficies a ser unidas. 8.2.1.6.2.2 Fundente. Un fundente que es fluido y qumicamente activo a la temperatura para soldadura fuerte o blanda, se debe usar cuando sea necesario eliminar la oxidacin del metal de aporte y de las superficies a unir y para promover el libre flujo de la aleacin para ambos tipos de soldadura. 8.2.1.6.3 Preparacin.
8.2.1.6.3.1 Preparacin de la superficie. Las superficies a ser unidas por medio de soldadura blanda o fuerte, deben estar limpias y libres de grasa, xidos, pintura, escamas y suciedad de cualquier clase. Se debe utilizar un mtodo de limpieza mecnico o qumico, para lograr una superficie que permita la adherencia del metal.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.2.1.6.3.2 Separacin de la junta.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 20 de 41
La separacin entre las superficies a ser unidas por soldadura blanda o fuerte, no debe ser mayor que la necesaria para permitir una distribucin capilar completa del metal de aporte. 8.2.1.6.4 Requerimientos.
8.2.1.6.4.1 Calentamiento. Para minimizar la oxidacin, la junta debe ser llevada a la temperatura de la soldadura fuerte o blanda en un tiempo tan corto como sea posible, sin sobrecalentamiento localizado. 8.2.1.6.4.2 Remocin del fundente. El fundente residual se debe remover. 8.2.2 8.2.2.1 Precalentamiento. Generalidades.
La necesidad de precalentamiento y la temperatura por aplicar, deben definirse a partir de los documentos de ingeniera aprobados para construccin. El contratista los debe aplicar durante la calificacin del procedimiento de soldadura. Los requisitos establecidos en esta norma de referencia, aplican a todo tipo de soldaduras incluyendo, punteo, soldaduras a reparar y soldaduras de sello para juntas roscadas. 8.2.2.2 Requisitos y recomendaciones.
Las temperaturas mnimas de precalentamiento requeridas y recomendadas para materiales de diferentes nmeros P, se dan en la tabla 1. S la temperatura ambiente es menor a 273 K (0 C), las recomendaciones en la tabla 1, se convierten en requerimientos. Los espesores propuestos en la tabla 1, son aquellos correspondientes al componente de mayor espesor medido de la junta. 8.2.2.2.1 a) Verificacin de la temperatura.
La temperatura de precalentamiento se debe verificar utilizando lpices trmicos, pirmetros de termocoples u otros medios adecuados, para asegurar que la temperatura indicada en la especificacin del procedimiento de soldadura se obtenga antes y durante la aplicacin de la soldadura. Los termocoples se pueden instalar temporal directamente a las partes sometidas a presin, utilizando un mtodo de descarga de soldadura tipo capacitor, sin procedimiento de soldadura ni calificacin de habilidad. Despus los termocoples, se deben remover y las reas se deben examinar visualmente para reparar los defectos evidentes. Zona de precalentamiento.
b)
8.2.2.2.2
La zona de precalentamiento debe extenderse por lo menos 25,4 mm (1 pulg) de cada lado de la soldadura. 8.2.2.3 Requisitos especficos.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.2.2.3.1 Materiales diferentes.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 21 de 41
Cuando los materiales soldados tengan diferentes requerimientos de precalentamiento, se recomienda aplicar la temperatura ms alta indicada en la tabla 1. 8.2.2.3.2 Interrupcin de soldadura.
Si la soldadura se interrumpe, la velocidad de enfriamiento se debe controlar y utilizar otros medios, para prevenir los efectos nocivos en la tubera. Antes de reiniciar la soldadura, se debe aplicar el precalentamiento indicado en el procedimiento. 8.2.3 Tratamientos trmicos.
El tratamiento trmico se aplica para reducir los esfuerzos residuales ocasionados por los efectos de la alta temperatura durante la aplicacin de la soldadura. 8.2.3.1 a) b) Requisitos. El tratamiento trmico, debe estar de acuerdo con los rangos de espesores y grupos de materiales de la tabla 2, excepto como se establece en 8.2.3.5.1. Cuando los documentos constructivos, requieran tratamiento trmico post-soldadura, el procedimiento de soldadura que se use debe ser calificado con un tratamiento trmico similar, antes de efectuar las pruebas de calificacin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 22 de 41
Metal base PS No. (nota 1)
Anlisis del metal de soldadura A No. (nota 2)
Grupo del metal base
Espesor nominal de pared mm pulg
Resist. a la tensin min. especificada del metal base MPa ksi
Temperatura mnima Requerida K F Recomendada K F
Ac. al carbono
< 25,4 25,4 Todos
<I I Todos < Todos Todos
490 Todos > 490 490 Todos > 490 Todos
71 Todos > 71 71 Todos > 71 Todos
283 352 352 283
50 175 175 50
Ac. aleados 3 2,11 Cr % < 12,7 12,7 Todos Ac. aleados 4 3 % < Cr 2 % Ac. aleados 5A, 5B, 5C 4,5 2 % Cr 10 % Ac. martensticos de alta aleacin Ac. ferrticos de alta aleacin Ac. austenticos de alta aleacin Ac. de aleacin Ni Ac. Cr-Cu Ac. 27Cr Ac. 8Ni, 9Ni Ac. 5Ni Todos Todos Todos Todos 450 350 Todos 422 300
353 353
175 175
6 7 8 9A, 9B 10 10I 11A Gpo. 1 11A Gpo. 2 21 52
6 7 8, 9 10
Todos Todos Todos Todos Todos Todos Todos Todos Todos
Todos Todos Todos Todos Todos Todos Todos Todos Todos
Todos Todos Todos Todos Todos Todos Todos Todos Todos
Todos Todos Todos Todos Todos Todos Todos Todos Todos
283 283 366 283 283
300 50 50
200 50 50
422-478 300-400 300 283 ... 50
4
Notas: 1). Nmeros P nmeros S del Cdigo BPV, Seccin IX, tabla QW 422 su equivalente. 2). Nmero A, de la Seccin IX, tabla QW 422. 3). Temperatura mxima entre pasos: 589 K (600 F). 4). Mantener una temperatura entre pasos: 450K - 505K (350 F - 450 F).
Tabla 1 Temperatura de precalentamiento.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.2.3.2 Espesor mandatorio.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 23 de 41
Cuando se unen componentes por medio de soldadura, el espesor mandatorio para seleccionar los requerimientos de tratamiento trmico (ver tabla 2), debe ser el del componente de mayor espesor, excepto como se establece a continuacin: a) En el caso de la conexin de ramales, el metal de la soldadura adicionado como refuerzo, ya sea como parte integral de un accesorio para un ramal o adicionado como refuerzo o silleta, no debe ser considerado en la determinacin de los requerimientos de tratamiento trmico. Sin embargo, este tratamiento se requiere, cuando el espesor a lo largo de la soldadura, en cualquier plano a travs del ramal, es mayor a dos veces el espesor mnimo del material que requiere tratamiento trmico, an cuando el espesor de los componentes en la junta, sea menor que el espesor mnimo. El espesor a lo largo de la soldadura de los detalles mostrados que en la figura 9, se calcula usando las siguientes frmulas: Detalle 1 = T b+tc Detalle 2 = T h + tc Detalle 3 = mayor de: T b + tc T r + tc Detalle 4 = T h + T r + tc Detalle 5 = T b + tc b) En el caso de las soldaduras de filete en bridas deslizables, bridas de insertos soldables y conexiones de tubera de 50 mm (2 pulg) de dimetro nominal y menores, para soldaduras de sello de juntas roscadas en tubera de 50 mm (2 pulg) y menores, y para adicin de partes no sometidas a presin tales como muones u otros elementos de soportera de tubera en todos los dimetros, se requiere el tratamiento trmico, cuando el espesor a travs de la soldadura en cualquier plano, sea mayor a dos veces el espesor mnimo del material que requiera tratamiento trmico (an cuando el espesor de los componentes en la junta sea menor que el espesor mnimo) exceptuando lo siguiente: No se requiere para materiales con nmero P 1, cuando el espesor en la garganta de la soldadura sea de 16 mm menor, sin tomar en consideracin el espesor del metal base. No se requiere para materiales con nmeros P 3, 4, 5 10A, cuando el espesor de la garganta de la soldadura sea de 13 mm menor, sin tomar en consideracin el espesor del metal base, siempre que el precalentamiento que se aplique no sea menor que el recomendado, y el esfuerzo a la tensin mnimo especificado del metal base, sea menor que 490 MPa (71 ksi). No se requiere para materiales ferrticos, cuando las soldaduras estn hechas con metal de aporte que no se endurezca al aire. Los materiales de soldadura austenticos, pueden ser usados para soldaduras de materiales ferrticos cuando el efecto de las condiciones de servicio, tal como la expansin trmica diferencial, debido a temperaturas elevadas, no afecte negativamente la soldadura.
PROY-NRF-035-PEMEX-2005 COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
Anlisis del metal de soldadura A No. (nota 2) 1 2, 11
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
Rev.: 0 Pgina 24 de 41
Tiempo sostenido Espesor de pared nominal Tiempo (nota 3) mnimo, h min/mm h/pulg 2,4 1 1 2,4 1 1 2,4 1 1 2,4 1 2 2,4 1 2 2,4 2,4 2,4 2,4 1,2 1,2 1,2 2,4 2,4 2,4 Ninguno (nota 9) 1 1 1 1 1 1 1 Ninguno (nota 9) 2 2 2 2 1 1 1 1 1
Metal base P S No. (nota 1) 1 3
Espesor nominal de pared Grupo del metal base AC. al Carbono Aceros aleados Cr % Aceros aleados % < Cr 2 % Aceros aleados (2% Cr 10%) 3% Cr y 0,15% C 3% Cr y 0,15% C >3% Cr > 0,15% C
Acero de Alta Aleacin Martensitico A 240 Gr 429 Acero de Alta Aleacin Ferrtico Acero de Alta Aleacin Austentico. Acero Aleacin Ni Acero Cr- Cu Acero inox. Duplex Acero 27Cr Acero 8Ni, 9Ni
Resist. a la tensin min. especificada del metal base MPa Todos Todos 490 Todos > 490 490 Todos > 490 Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos ksi Todos Todos 71 Todos > 71 71 Todos > 71 Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos Todos
Rango de temperatura del metal
K F
Dureza Brinell max. 225 225 225 225 241 241 241 241 ...
mm 19 > 19 19 > 19 Todos 13 > 13 Todos 13 > 13 Todos Todos Todos Todos Todos 19 > 19 Todos Todos Todos 51 > 51 > 51 Todos
pulg > > Todos > Todos > Todos Todos Todos Todos Todos > Todos Todos Todos 2 >2 >2 Todos
Ninguno 866 - 922 Ninguno 866 -991 866 -991 Ninguno 978 - 1019 978 - 1019 Ninguno 978 1 033 978 - 1 033 1 005 1 061 1 005 - 936 Ninguno Ninguno Ninguno 866 - 908 1033 - 1089 (nota 4) (nota 6) 936 - 978 (nota 5) Ninguno 936 -858 (nota 7) 936 -858 (nota 7) 811 - 866 (nota 8)
Ninguno 1 100 1 200 Ninguno 1 100 1 325 1 100 1 325 Ninguno 1 300 1 375 1 300 1 375 Ninguno 1 300 1 400 1 300 1 400 1 350 1 450 1 350 1 225 Ninguno Ninguno Ninguno 1 100 1 175 1 400 1500 (nota 4 (nota 6) 1 225 1 300 (nota 5) Ninguno 1 025 1 085 (nota 7) 1 025 1 085 (nota 7) 1 000 1 100 (nota 8)
5A, 5B, 5C
4,5
6 7 8 9A, 9B 10 10H 10I 11A SG 1 11A SG 2 62
6 7 8, 9 10
Acero 5Ni Zr R60705
Notas 1) Los nmeros P nmeros S del Cdigo BPV - Seccin IX, QW/QB-422. 2) El Nmero A de la Seccin IX, QW-422. 3) Para tiempo sostenido en unidades del sistema mtrico internacional (SI) se usa min/mm; para el sistema ingls (US) se usa h/pulg de espesor. 4) Enfriar tan rpido como sea posible despus del periodo de tratamiento. 5) La velocidad de enfriamiento a 922 K (1 200 F) debe ser menor a 329 K (100 F)/h; despus de ello la velocidad de enfriamiento debe ser lo suficientemente rpida como para evitar fragilidad en el material. 6) El tratamiento trmico posterior a la soldadura no es requerido ni prohibido, pero cualquier tratamiento trmico aplicado debe ser como se requiera en la especificacin de material. 7) La velocidad de enfriamiento debe ser mayor de 422K (300 F)/h a 589 (600 F). 8) El tratamiento trmico debe hacerse dentro de los 14 das posteriores a la soldadura. El tiempo de tratamiento debe ser incrementado en h para cada 25 mm (1 pulg) de espesor. Enfriar a 700 K (800 F) a una velocidad de 551 K (500 F)/h, por cada 25 mm (1 pulg) de espesor nominal, 551 K (500 F)/h mximo. Enfriar en aire quieto desde 700 K (800 F).
Tabla 2 Requerimientos para tratamiento trmico.
COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS 8.2.3.3
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
PROY-NRF-035-PEMEX-2005 Rev.: 0 Pgina 25 de 41
Calentamiento y enfriamiento.
El mtodo de calentamiento, debe proveer la temperatura requerida del metal, la uniformidad y el control de la misma, puede ser mediante un horno cerrado, calentamiento con flama local, resistencia elctrica o induccin elctrica. El mtodo de enfriamiento debe proveer la velocidad de enfriamiento requerida y puede ser mediante enfriamiento en un horno, al aire, por aplicacin de calor local, aislamiento, o por otros medios adecuados.
8.2.3.4 Verificacin de temperatura.
La temperatura del tratamiento trmico, se debe verificar por medio de pirmetros de termocoples o por otros mtodos adecuados que aseguren el cumplimiento de los requerimientos del procedimiento de soldadura ver 8.2.2.2.1 (b), para la adicin de un termocople por el mtodo de descarga de capacitor de soldadura.
8.2.3.5 Requerimientos especficos.
Donde se garantice, ya sea por la experiencia o el conocimiento de las condiciones de servicio, los mtodos alternos de tratamiento trmico o excepciones a las disposiciones del tratamiento trmico bsico del punto anterior, pueden ser adoptados como se establece a continuacin.
8.2.3.5.1 Tratamiento trmico alterno.
El normalizado en taller, se puede aplicar en lugar del tratamiento trmico de relevado de esfuerzos requerido despus de la soldadura, siempre que las propiedades mecnicas del metal base, soldadura y zona afectada por el calor, cumplan con los requerimientos de esta norma de referencia, siempre y cuando sea aprobado por los ingenieros de diseo.
8.2.3.5.2 Materiales dismiles.
a)
El tratamiento trmico de juntas soldadas entre metales ferrticos dismiles o entre metales ferrticos similares, usando metal de aporte ferrtico dismil, debe ser en el de mayor rango de temperatura de la tabla 1, para los materiales de la junta. El tratamiento trmico de juntas soldadas, incluyendo tanto componentes ferrticos como austenticos y metales de aporte, se debe hacer como se establece para el material o materiales ferrticos, a menos que se especifique de otra manera en la ingeniera del diseo.
Tratamiento trmico parcial.
b)
8.2.3.5.3
Cuando el ensamble de una tubera completa, a ser tratada trmicamente, no se pueda efectuar en una sola etapa por las dimensiones del horno, se permite llevar a cabo el tratamiento trmico en dos o ms etapas, siempre que exista por lo menos 300 mm (1 pie) de traslape en el ensamble entre etapas y las partes del mismo que queden fuera del horno, se protejan de los gradientes de temperatura.
8.2.3.5.4 Tratamiento trmico local.
Cuando el tratamiento trmico se aplique localmente, se debe calentar una banda circunferencial del cabezal y del ramal, hasta que el rango de temperatura especificado se alcance sobre la seccin o secciones completas del tubo, disminuyendo gradualmente sta, a una temperatura menor que la establecida para la banda, que incluya la soldadura, de la seccin formada, y cuando menos 25,4 mm (1 pulg) ms all de los extremos de las bandas involucradas.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.3 Instalacin.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 26 de 41
Para los trabajos de instalacin de sistemas de tubera se deben tomar en cuenta los requisitos de esta norma de referencia, as como los aplicables que se indican en los anexos A y B de la norma ISO 15649.
8.3.1 Alineamiento.
a) b)
Distorsiones de la tubera.- No se acepta ninguna distorsin de la tubera ocasionada durante el alineamiento de la junta, que introduzca una deformacin en el equipo o componentes de tubera. Resortes.- Antes de ensamblar una junta con resortes, guas, soportes o anclas, se debe examinar dicha junta para detectar errores que puedan interferir el movimiento deseado para evitar efectos no deseados. La separacin o traslape de la tubera antes de ser ensamblada, se debe verificar con los dibujos de taller y corregida si es necesario. No se deben usar calentamientos para ayudar en el ajuste de la separacin puesto que rebasara el propsito de los resortes.
Juntas bridadas. Preparacin para el ensamble.
8.3.2 8.3.2.1
a)
El contratista debe disponer de un procedimiento escrito y aprobado para la realizacin de las actividades de ensamble de bridas. El procedimiento debe describir la secuencia de apriete, el valor del par de apriete, el uso de herramientas calibradas para aplicar el par y un registro del ensamble por cada junta bridada. Se debe reparar cualquier dao de la superficie del asiento del empaque, o en su defecto la brida debe ser reemplazada. Si se requiere, debe documentarse el cambio como se indica en 8.1.1. En el ensamble de juntas bridadas el empaque se debe comprimir de manera uniforme para lograr la carga de diseo apropiada. Se debe tener especial cuidado durante el ensamble de juntas bridadas, que tengan propiedades mecnicas diferentes. Se recomienda el apriete a un torque predeterminado, de acuerdo al tipo de empaque. Los esprragos deben tener una longitud que permita cubrir la longitud completa de las tuercas y puede exceder como mximo 2 hilos. Slo se deben usar los empaques especificados en los documentos constructivos. En el ensamble final, se debe usar nicamente un empaque entre las caras en contacto.
Torque para tornillera.
b) c) d)
e) d)
8.3.2.2
a) b)
En el ensamble de juntas bridadas, el empaque se debe comprimir de manera uniforme para lograr la carga de diseo apropiada. Se debe tener especial cuidado durante el ensamble de juntas bridadas, que tengan propiedades mecnicas diferentes. Se recomienda el apriete a un torque predeterminado, de acuerdo al tipo de empaque. El contratista debe disponer de un procedimiento para el apriete de pernos en juntas mecnicas. El procedimiento debe incluir la secuencia de apriete, valores y el uso de torqumetros calibrados.
c)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.3.2.3 Longitud del esprrago.
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 27 de 41
Los esprragos deben tener una longitud que permita cubrir la longitud completa de las tuercas. Se considera aceptable si no ms de un hilo de la cuerda queda fuera del ensamble.
8.3.2.4 Empaques.
En el ensamble de una junta bridada, se debe usar nicamente un empaque entre las caras en contacto.
( a)
(b)
(c)
Empaque
Empaque
Las cuerdas son ASME B 1.1 rectas
Fig. 12 Juntas tpicas roscadas con cuerda recta.
8.3.3
Juntas roscadas rectas.
Las juntas crticas que usen rosca recta con sello en una superficie diferente a la de la cuerda, ver figura 12 esquemas (a), (b) y (c), se debe tener cuidado para evitar la distorsin del asiento cuando se incorporen estas juntas por soldadura blanda al ensamble de la tubera.
8.3.4 8.3.4.1 Juntas de tubo flexible. Juntas de tubo flexible abocardado.
Las superficies de sello del abocardado se deben examinar antes del ensamble para detectar posibles imperfecciones y se debe rechazar cualquier abocardado que presente imperfecciones.
8.3.4.2 Juntas de tubo flexible de compresin y sin abocinado.
Donde las especificaciones o instrucciones del fabricante indiquen un nmero especfico de vueltas de las tuercas, stas se deben contar a partir del punto en el cual la tuerca pueda ser apretada manualmente.
8.3.5 Juntas calafateadas.
Las juntas calafateadas se deben instalar y ensamblar de acuerdo con las instrucciones del fabricante, o como se indique en la ingeniera de diseo.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.3.6 8.3.6.1
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 28 de 41
Juntas de expansin y juntas especiales. Generalidades.
Las juntas de expansin y especiales, se deben instalar de acuerdo con las instrucciones del fabricante o como se indique en la ingeniera de diseo.
8.3.6.2 Juntas empacadas.
Donde se use una junta empacada para absorber la expansin trmica, se debe dejar una separacin apropiada en el fondo de la caja para permitir su movimiento.
8.3.7 Soportes.
8.3.7.1 El contratista para llevar a cabo la localizacin, identificacin, fabricacin e instalacin de apoyos libres y guas para los sistemas de tubera en las plantas industriales de Pemex, terrestres y costafuera, debe contar con los dibujos e isomtricos de tubera, y con la ingeniera de detalle de los soportes, en edicin aprobados para construccin. 8.3.7.2 Todas las soldaduras permanentes de las estructuras de soporte para tubera, deben realizarse con personal y procedimientos calificados como se indica en 8.2.1.5 de esta norma de referencia. No se requiere que cada soldadura est marcada por el nmero de soldador ni que se genere un registro al respecto. 8.3.7.3 Se permite que el contratista utilice procedimientos de soldadura precalificados, como se indica en el cdigo americano de soldadura estructural AWS-D.1.1, o su equivalente, previa autorizacin por el supervisor de Pemex. 8.3.7.4 La soldadura debe aplicarse en las condiciones indicadas en 8.2.1.3.1 de esta norma. En los casos que lo requiera el plano de detalle o el procedimiento de soldadura, deben aplicarse los requisitos de precalentamiento y tratamiento trmico indicados en 8.2.2 y 8.2.3 de esta norma de referencia. 8.3.7.5 norma.
Las reparaciones de defectos de soldadura, deben efectuarse como se indica en 8.2.1.4 de esta
8.3.7.6 Todos los cambios, ms all de las tolerancias permitidas, que por razones constructivas se requieran realizar durante la instalacin del soporte, deben procesarse como se indica en 8.1.1 de esta norma. La ingeniera de diseo debe proporcionar las tolerancias para la localizacin de los soportes. 8.3.7.7 Para la fabricacin de los soportes, se debe usar slo material nuevo, de conformidad con las especificaciones permitidas en el plano de detalle. 8.3.7.8 Las especificaciones de construccin para soportes de tubera en instalaciones terrestres, estn contenidos en la NRF-139-PEMEX-2004. 8.4 8.4.1 Inspecciones y pruebas. Inspecciones.
8.4.1.1 Las inspecciones de los sistemas de tubera y soportes, durante la construccin, deben realizarse como indiquen los documentos de ingeniera aprobados para fabricacin o instalacin y de conformidad con los requisitos que se establecen en esta norma. Lo anterior incluye la amplitud (porcentajes) de la inspeccin radiogrfica establecida en tablas de especificaciones de tubera de la NRF-032-PEMEX-2004.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 29 de 41
8.4.1.2 Los documentos de ingeniera aprobados para construccin, deben definir las lneas de tubera que en condiciones de operacin estarn sometidas a condiciones cclicas severas. 8.4.1.3 Las inspecciones (pruebas no destructivas) requeridas por la ingeniera de diseo y las adicionales requeridas por esta norma, deben efectuarse con procedimientos escritos, aprobados y calificados para las condiciones requeridas, de conformidad con T-150, Artculo 1, Seccin V del Cdigo BPV la Seccin V del Cdigo ASME su equivalente. 8.4.1.4 El personal que realice inspecciones, debe estar calificado conforme a los requisitos de la NMX-B-482 la prctica recomendada ASNT-TC-1A su equivalente. El contratista responsable de las inspecciones, debe emitir un certificado de la calificacin del personal para el mtodo requerido, como se indica en ASNT-TC-1A su equivalente. El personal que evale los resultados de la inspeccin, debe ser al menos nivel II. 8.4.1.5 Criterios de aceptacin de las inspecciones.
a)
Inspeccin ultrasnica: Las discontinuidades de tipo lineal no son aceptables si la amplitud de la discontinuidad detectada, excede el nivel de referencia y sus longitudes exceden lo siguiente: -6 mm ( pulg) para T w 19 mm ( pulg);
T w para 19 mm ( pulg)< T w 57 mm (2 pulg);
19 mm ( pulg) para T w > 57 mm (2 pulg). Tw = espesor nominal de pared ms delgado de los componentes soldados a tope b) Inspeccin radiogrfica, lquidos penetrantes, partculas magnticas y visual, ver tabla 3.
PROY-NRF-035-PEMEX-2005 COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS. Rev.: 0 Pgina 30 de 41
Criterios (A M) para tipos de soldadura y condiciones de servicio (nota 1) Tuberas de proceso Tipo de soldadura bisel Cinturones, juntas a gajos y conexiones a ramal soldadas a tope [nota (4)] Tuberas sometidas a condiciones cclicas severas Tipo de soldadura bisel Soldaduras de bisel circunferencial mitradas y conexiones [nota (4)] Tuberas para agua y servicios auxiliares Tipo de soldadura Soldaduras de bisel circunferencial mitradas y conexiones bisel Lquidos penetrantes X Tcnicas de inspeccin
Conexin [nota 4)]
con
con
Filete, [nota (3)]
Filete, [nota (3)]
con
Filete, [nota (3)]
Discontinuidad de soldadura Grieta Falta de fusin Penetracin incompleta Porosidad interna Inclusin de escoria, interna, inclusin de tungsteno o indicacin alargada. Socavado Porosidad superficial o inclusin de escoria alargada. (nota 5) Acabado superficial Concavidad de la raz. Exceso de corona y exceso de penetracin.
A A B E C H A N/A K L
A A A E C A A N/A K L
A A N/A N/A N/A H A N/A N/A L
A A A D F A A J K L
A A A D F A A J K L
A A N/A N/A N/A A A J N/A L
A C C N/A N/A I A N/A K M
A A A N/A N/A A A N/A K M
A N/A N/A N/A N/A H A N/A N/A M
A A B N/A N/A H A N/A K M
X X X X X X X
X X X X X X X
Notas generales: a) b) Las imperfecciones se deben evaluar por uno o ms mtodos de inspeccin especificados en la ingeniera de diseo y por esta norma. Las letras N/A indican que no se establecen criterios de aceptacin o no requiere evaluacin para este tipo de imperfeccin en la soldadura.
Tabla 3 Criterios de aceptacin para soldaduras y tcnicas de inspeccin para la evaluacin de discontinuidades de soldadura.
Partculas magnticas X
Radiografa
Longitudinal [nota (2)]
Longitudinal [nota (2)]
Longitudinal [nota (2)]
Visual
COMIT DE NORMALIZACIN DE PETRLEOS MEXICANOS Y ORGANISMOS SUBSIDIARIOS
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
PROY-NRF-035-PEMEX-2004 Rev.: 0 Pgina 31 de 41
Criterio Smbolo A B Medida Amplitud de la discontinuidad. Profundidad de la penetracin incompleta. Valores lmite aceptables [nota (5)] Cero (discontinuidad no evidente) 1 mm (1/32 pulg) y 0,2 Tw 38 mm (1,5 pulg) en cualquier tramo de soldadura de 150 mm (6 pulg) 0,2 Tw 38 mm (1,5 pulg) en cualquier tramo de soldadura de 150 mm(6 pulg) Ver Cdigo BPV, Seccin VIII, Divisin 1, Apndice 4 Para Para F Inclusin de escoria, inclusiones de tungsteno o indicaciones alargadas.
Longitud acumulada de penetracin incompleta.
Profundidad de falta de fusin y penetracin incompleta.
D E
Longitud acumulada de mala fusin y penetracin incompleta [nota (6)].
Tamao y distribucin de la porosidad interna. Tamao y distribucin de la porosidad interna.
Tw
6 mm(1/4 pulg), el limite es igual que D.
Tw > 6 mm(1/4 pulg), el limite es 1,5 x D.
Longitud individual Ancho individual. Longitud acumulativa.
Tw /3 Tw
/3
2.5 mm (3/32 pulg) y
Tw
en cualquier tramo de soldadura de 12 Tw . Longitud de
soldadura.
Inclusin de escoria, inclusiones de tungsteno o indicaciones alargadas.
H I J K L
Longitud individual. Longitud individual. Longitud acumulativa.
2 Tw 3 mm (1/8 pulg) y
Tw
/2
4 Tw en cualquier tramo de soldadura de 150 mm (6 pulg) 1mm (1/32 pulg) y Tw /4 1,5 mm (1/16 pulg) y [ Tw /4 1 mm (1/32 pulg) ] 500 min. Ra por ASME B46.1 ultima edicin o su equivalente Espesor de junta total, incluyendo refuerzo de soldadura, / Para
Profundidad del socavado. Profundidad del socavado. Rugosidad de la superficial. Profundidad de la concavidad en la raz. La altura del refuerzo, de la corona o exceso de la penetracin interna (nota 7) en cualquier plano a travs de la soldadura, debe estar dentro de los lmites de los valores de altura aplicable en la tabulacin de la derecha, excepto como se indica en la nota 8. El metal de la soldadura debe aplicarse en las superficies de los componentes.
Tw
Tw
mm (pulg)
Refuerzo de soldadura y protuberancia mxima, mm (pulg). 1,5 (1/16) 3 (1/8) 4 (5/32) 5 (3/16)
6 (1/4) > 6 (1/4) 13 (1/2) >1 3 (1/2) 25 (1) > 25 (1)
La altura del refuerzo [nota (7)], debe ser como se Es limite es dos veces el valor aplicable para la letra L. describi en L. La nota (8) no aplica. X = inspeccin requerida NA = no aplicable = no se requiere
Notas: (1) Los criterios dados, son para la inspeccin requerida. Criterios ms rigurosos, se pueden especificar en la ingeniera de diseo.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
(2) (3) (4) (5) (6) (7) (8)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 32 de 41
La soldadura longitudinal con bisel incluye la costura recta y en espiral. El criterio no est contemplado para aplicarse en soldaduras hechas de acuerdo a los estndares listados en la tabla A-1 o la tabla 326.1 del Cdigo ASME - B31.3 su equivalente. Las soldaduras de filete incluyen las soldaduras caja soldar y de sello, y accesorios soldables para bridas deslizables, refuerzos de ramal y solapas prefabricadas. Las soldaduras de conexin para ramal incluyen soldaduras sujetas a presin en ramales y solapas prefabricadas. Donde dos valores limite, estn separados mediante una y, el menor de los valores determina la aceptabilidad. Donde dos valores estn separados mediante una o, el mayor valor es el aceptable.TW es el espesor nominal de pared ms delgado, de dos componentes unidos por soldadura a tope. Las caras de raz ajustadas a tope sin fusin completa, no son aceptables. Para soldaduras de ranura, la altura ser la menor de las mediciones hechas a partir de las superficies de los componentes adyacentes, el refuerzo interno es permitido en una soldadura. Para soldaduras de filete, la altura se debe medir a partir de la garganta terica, figura 5. Solo para soldaduras de aleacin de aluminio, las protuberancias internas no deben exceder los siguientes valores: a) para espesores 2 mm (5/64 pulg): 1,5 mm (1/16 pulg); b) para espesores > 2 mm y 6 mm (1/4 pulg): 2,5 mm (3/32 pulg).
Para refuerzos externos y espesores mayores, ver la fila correspondiente a la letra L.
Tabla 3 Criterios de aceptacin para soldaduras (continuacin). 8.4.1.6 Adems de las inspecciones requeridas por la ingeniera de diseo, el contratista debe efectuar y documentar las inspecciones que se indican a continuacin:
a)
Las inspecciones durante el proceso de soldadura para juntas circunferenciales, longitudinales, conexiones de ramal o de insertos, como mnimo deben incluir lo siguiente: Materiales base y de aporte Calificacin de soldadores Preparacin y limpieza de la junta. Precalentamiento, si se requiere. Ajuste y alineamiento interno de las juntas, previo a la soldadura. Variables especificadas por el procedimiento de soldadura, incluyendo el material de aporte y posicin del electrodo. Para soldadura fuerte se considera: la posicin del electrodo, tipo de fundente, temperatura de soldadura, punto de fusin y accin capilar. Condicin del paso de fondeo despus de la limpieza externa y donde se indique, de la limpieza interna. Remocin de escoria y condicin de la soldadura entre pasos; y Apariencia del acabado de la junta.
b) c)
Inspeccin de juntas mecnicas: Roscadas o bridadas, para verificar que las juntas cumplan con los requisitos aplicables de montaje e instalacin. Inspeccin de soportes. Materiales. Calificacin de soldadores. Preparacin y limpieza de la junta. Precalentamiento, si se requiere. Ajuste y alineamiento interno de la junta, previo a la soldadura. Variables especificadas por el procedimiento de soldadura, incluyendo el material de aporte, posicin del electrodo y para soldadura fuerte se considera, la posicin del electrodo, material fundente, temperatura de soldadura, punto de fusin y accin capilar. Geometra Realizacin de inspecciones no destructivas requeridas por la ingeniera.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.4.1.7
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 33 de 41
Registros de Inspeccin, prueba y tratamientos trmicos.
Adems de los documentos o registros indicados en la tabla 4, los registros de las actividades de inspeccin, prueba y tratamiento trmico que se indican a continuacin, deben generarse por el contratista durante el desarrollo del proyecto.
Insp. visual de fugas durante la prueba hid. NRF-150
Inspeccin visual 8.4.1.6 a) Junta soldada de tubera. (Ramal, longitudinal, inserto) Junta mecnica de tubera Soporte (taller y campo) Prueba de presin del isomtrico terminado X
Inspeccin visual 8.4.1.6 b)
Inspeccin visual 8.4.1.6 c)
Insp. requerida por diseo (PT, MT, RT o UT) , lo que aplique X
De tratamiento trmico, si aplica X
X X X
X X X
Tabla 4 Registros de las actividades de inspeccin, prueba y tratamiento trmico. 8.4.2 8.4.2.1 Pruebas de presin. Generalidades.
8.4.2.1.1 El contratista debe realizar una prueba de presin a las tuberas terminadas, que estn dentro del alcance del contrato con resultados aceptables, para su entrega oficial a Pemex. 8.4.2.1.2 Las pruebas, deben realizarse con procedimientos escritos y aprobados, con personal capacitado en dichos procedimientos y desarrollarse de conformidad con los requisitos descritos en la NRF-150-PEMEX2004 y esta Norma. 8.4.2.1.3 El personal que realice la inspeccin visual de la prueba de presin, debe estar calificado como se indica en 8.4.1.4 de esta norma. 8.4.2.1.4 El contratista debe asegurarse que la lnea terminada que se va a probar, est liberada aceptablemente de todas las inspecciones no destructivas y requisitos aplicables requeridos por los documentos de la ingeniera de diseo y esta norma, y adems los registros de esas actividades estn ordenados y disponibles cuando Pemex los solicite. 8.4.2.1.5 Si la prueba de presin para aceptacin final de la lnea, se realiza antes de la instalacin de la totalidad de los soportes permanentes, el contratista es responsable de asegurarse de que el sistema de soportes, resista las condiciones de carga especificadas incluyendo las de sismo. 8.4.2.1.6 Los lmites fsicos para la prueba de presin, deben estar en todos los casos ubicados en juntas mecnicas. Se permite exentar de la prueba, a la soldadura de cierre de lneas siempre y cuando se demuestre que es tcnicamente justificable y se obtenga la aprobacin de la supervisin de Pemex, que los carretes de cierre han sido probados y la junta soldada sea sometida a inspecciones no destructivas superficiales y volumtricas, de conformidad con los criterios de aceptacin de esta norma.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 34 de 41
8.4.2.1.7 Las tuberas encamisadas, se deben probar, basndose en la presin interna o externa de diseo, cualquiera que sea la crtica. Esta prueba debe llevarse a cabo antes de encamisar la lnea, por si se requiere acceso visual a las juntas de la lnea interna, como se indica en 8.4.2.2. 8.4.2.1.8 8.4.2.2
El tiempo mnimo al que se debe sostener la presin de prueba hidrosttica, debe ser de 3 horas.
Preparaciones para la prueba.
a)
Todas las juntas, incluyendo las soldaduras y ensambles, se deben dejar sin aislamiento y expuestas para que se puedan examinar durante la prueba, excepto aquellas juntas que previamente se hayan probado de acuerdo a los requisitos de esta norma, se pueden aislar o proteger. La tubera diseada para manejar o procesar gas o vapor, debe apoyarse en soportes provisionales si es necesario, para soportar el peso del lquido de prueba. Una junta de expansin que se sujete con soportes externos para restringir su movimiento y soportar su peso, se debe probar en el sitio, despus de haberse conectado al sistema de tubera. Las juntas de expansin restringidas por s mismas, previamente probadas por el fabricante (ver apndice X prrafo X302.2.3 del Cdigo ASME B31.3 su equivalente), deben ser probadas nuevamente como sistema de tubera instalada. Un sistema de tubera que contenga juntas de expansin, se debe probar sin juntas temporales ni soportes de restriccin, al valor que resulte menor de: e1) 150 por ciento de la presin de diseo para juntas de expansin tipo fuelle. e2) La presin de prueba del sistema determinada como se indica en la NRF-150-PEMEX-2004.
b) c) d)
e)
f) g)
En ningn caso las juntas de expansin tipo fuelle, deben ser sometidas a una presin de prueba mayor que la presin de prueba especificada por el fabricante. El equipo que no requiera ser sometido a la prueba de presin se debe desconectar de la tubera o bien se puede aislar con bridas ciegas o con otros medios durante la prueba. Pueden utilizarse vlvulas para ste fin, siempre y cuando sean las apropiadas para la presin de prueba.
Prueba hidrosttica.
8.4.2.3
a)
El fluido de prueba debe ser como se indica en la NRF-150-PEMEX-2004, o agua neutra y libre de partculas en suspensin, que no pasen en una malla de 100 hilos por pulgada excepto, si existe la posibilidad de dao debido a congelacin, o efectos adversos del agua, al material de la tubera o al proceso, se puede usar otro lquido no txico. Si el lquido es inflamable, su punto de inflamacin no debe ser menor de 322 K (49 C), y tomar previsiones para la prueba, as como al medio ambiente. La presin de prueba debe cumplir lo mencionado en la NRF-150-PEMEX-2004. En caso de que la presin de prueba, produzca un esfuerzo que exceda el lmite de la resistencia a la cedencia del material a la temperatura de prueba, se pueda reducir a la mxima presin permisible (que no exceda el lmite a la cedencia) a la temperatura prueba. Cuando la presin de prueba de una tubera conectada a un recipiente, sea igual o menor que la del recipiente, la tubera puede probarse junto con el recipiente a la presin de prueba de la tubera. debe aplicarse lo indicado en la NRF-150-PEMEX-2004.
b)
c)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios 8.4.2.4
a)
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 35 de 41
Prueba neumtica.
La prueba neumtica implica un riesgo por la posible liberacin de energa almacenada del gas comprimido, por tanto es necesario tener cuidado especial para minimizar la posibilidad de fractura frgil del material durante la prueba neumtica. La temperatura de prueba es importante, se debe tomar en cuenta en el diseo, al elegir los materiales para construccin. Debe considerarse la utilizacin de dispositivos de desfogue de presin, los cuales deben estar calibrados a una presin no mayor que la presin de prueba, ms la cantidad que resulte menor de 345 kPa (50 psi) el 10 por ciento de la presin de prueba, ver NRF-031-PEMEX-2003. El gas empleado como fluido de prueba, que no sea aire, debe ser un gas no inflamable ni txico. La presin de prueba, debe ser de 110 por ciento de la presin de diseo. La presin debe incrementarse gradualmente hasta un valor menor a la mitad de la presin de prueba 170 kPa (25 psi) lo que resulte menor, en esta etapa se debe verificar con una inspeccin visual, incluyendo las juntas de acuerdo con 8.4.1.5 (b). Posteriormente, la presin debe incrementarse gradualmente por pasos hasta que se alcance la presin de prueba, manteniendo la presin en cada paso, el tiempo suficiente para igualar los esfuerzos en la tubera y verificar que no existan fugas en el sistema. Posteriormente la presin se debe reducir a la presin de diseo y gradualmente hasta depresionar totalmente el sistema.
Prueba hidroneumtica.
b)
c) d)
8.4.2.5
a)
Si se utiliza una combinacin de prueba hidrosttica-neumtica, se deben cumplir los requisitos de 8.4.2.4 y la presin en la parte probada con lquido no debe exceder los lmites indicados en la NRF150-PEMEX-2004
Reparaciones posteriores a la prueba de presin.
8.4.2.6
a)
Cuando se requiera efectuar reparaciones despus de la prueba de presin, la tubera se debe probar de conformidad con los criterios siguientes:
a1) Cuando la reparacin requiera remover el 10 por ciento o ms, del espesor de pared de la tubera debe aplicarse lquidos penetrantes para verificar la remocin total del defecto, enseguida aplicar soldadura para compensar el espesor de pared original y posteriormente realizar las inspecciones no destructivas volumtricas (ultrasonido o radiografa) y probar hidrostticamente a la presin de prueba original. a2) Cuando la reparacin requiera remover menos del 10 por ciento del espesor de la tubera y una longitud no mayor de 12,7 mm (0,5 pulg), debe aplicarse lquidos penetrantes para verificar la remocin total del defecto, enseguida aplicar soldadura para compensar el espesor de pared original y posteriormente realizar las inspecciones superficiales, no destructivas (lquidos penetrantes o partculas magnticas).
b) c)
La prueba debe realizarse en el circuito de tubera ms corto que contenga la reparacin. La duracin de la prueba debe ser de 3 horas mnimo, secciones prefabricadas que se integren al sistema sin prueba posterior. EL equipo mnimo necesario para la prueba debe incluir: bomba, filtro, instrumentos de medicin, vlvula de alivio, termmetro de registro de grfico, mamgrafo, grficas, equipo de comunicacin y cronmetro marcador de tiempo.
d)
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 36 de 41
8.4.2.7
Registros de prueba.
Deben llevarse registros para cada sistema de tubera probado, debiendo contener como mnimo, la siguiente informacin: a) b) c) d) e)
8.5
Fecha de la prueba. Identificacin del sistema de tubera probado. Fluido de prueba. Presin de prueba. Resultados validados por el inspector calificado de soldadura
Limpieza de las tuberas.
Antes de la puesta en operacin y despus de realizada la prueba de presin, el contratista debe realizar operaciones de limpieza de cada sistema de tubera incluyendo sus componentes, ya sea con agua tratada, aire, gas inerte o limpieza qumica, de acuerdo a lo siguiente: a) b) c) Requerimientos del servicio: Eliminar la posible existencia de contaminacin y corrosin, formados durante la fabricacin, ensamble, almacenamiento, ereccin y prueba. Servicios a baja temperatura: Para remover la grasa, suciedad, aceite y otros contaminantes y prevenir el atascamiento de vlvulas y bloqueos de la tubera. En servicios de fluidos altamente contaminantes: Se requiere limpieza e inspecciones especiales, las cuales deben estar especificadas en la ingeniera de diseo.
El manejo y tratamiento de los residuos producto de la limpieza de la tubera, deben cumplir con la legislacin ambiental vigente.
8.6 8.6.1 8.6.1.1 Documentos y registros. Informacin que deben proporcionar los licitantes, proveedores y/o contratistas. Informacin mnima que el licitante debe entregar a Pemex en su propuesta.
Concepto 1. Curriculum de la empresa. Se debe indicar claramente la experiencia de la empresa en la fabricacin en campo, ereccin, inspeccin y pruebas de sistema de tubera, empleada en plantas industriales de Pemex. Se debe incluir el organigrama de la empresa, indicando las funciones de cada rea de la organizacin. 2. Currculum del personal. Se debe incluir la currcula del personal especializado en las reas de materiales, corte y soldadura, montaje, inspeccin y pruebas de sistemas de tuberas. 3. Currculum del Representante Tcnico del Contratista. Se debe demostrar la experiencia en las reas de: materiales, procesos de soldadura, ensayos no destructivos, manejo de normas y cdigos. 4. Polticas de Calidad. El contratista debe presentar el manual de Polticas de Calidad de la empresa en su ltima versin.
Documentos a entregar Relacin de proyectos realizados indicando: Tipo de obra. - Fecha. - Plazo de ejecucin. - Tipo de obra. - Organigrama de la empresa. Currcula y certificados del personal.
Curriculum y certificado o licencia de perito de cada uno de los representantes tcnicos. Manual de calidad.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 37 de 41
8.6.1.2
Tabla 5 Documentacin de licitantes. Informacin que los proveedores o contratistas deben entregar a Pemex.
Concepto 1. Procedimientos tcnico - operativos. Se deben incluir todos los procedimientos tcnico-operativos que se emplean en las actividades de fabricacin en campo, como son ensamble, ereccin, inspeccin y pruebas de sistemas de tubera en procesos industriales.
Documentos a entregar
Procedimiento (s) de corte con herramienta manual. Procedimiento (s) de corte con oxiacetileno. Procedimiento (s) de corte con herramienta mecnica. Procedimiento (s) de alineado de tubera y accesorios. Procedimiento (s) de prefabricado de tubera-tubera, tubera-accesorios. Procedimiento (s) de alineado y presentado. Especificaciones de los procedimientos de soldadura que se van ha emplear (WPS). Registros de calificacin de los procedimientos de soldadura (PQR). Registros de calificacin de habilidad de soldadores por categora y/o especialidad. Especificaciones de procedimientos de reparacin de soldadura (WPS). Registros de calificacin de procedimientos de soldadura de reparacin. Procedimiento de inspeccin visual. Procedimiento de inspeccin dimensional. Procedimiento de inspeccin lquidos penetrantes. Procedimiento de inspeccin partculas magnticas. Procedimiento de inspeccin del contenido de ferritas. Procedimiento de inspeccin en aceros inoxidables. Procedimiento de inspeccin radiogrfica. Procedimiento de inspeccin de determinacin de espesores mediante ultrasonido. Procedimiento de inspeccin de soldadura mediante ultrasonido. Procedimiento de pruebas de dureza. Procedimiento de supervisin metalogrfica de la soldadura. Procedimiento de pruebas hidrostticas. Procedimiento de pruebas neumticas. Procedimiento de pruebas hidroneumticas. Especificaciones. 2. Formatos y registros. El contratista debe presentar los formatos y registros que emplea en el Registros para soldadores. control tcnico-documental de la obra. Registros para soldaduras. Registros para soldaduras inspeccionadas. Registros para soldaduras reparadas. Visual de soldadura Dimensional Dureza Lquidos penetrantes Partculas magnticas Ultrasonido Radiografas Isomtricos Pruebas hidrostticas Pruebas neumticas Pruebas hidroneumticas Avance de obra Formatos para Inspeccin Formatos para Soldadura
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 38 de 41
Tabla 6 Documentacin y registros.
Concepto Documentos a entregar 3. Plan de calidad. Plan de calidad de la empresa para el desarrollo de la obra. El contratista debe presentar un plan de calidad para la fabricacin en campo considerando las actividades de ensamble, ereccin, inspeccin y pruebas de sistemas de tuberas de las plantas industriales de Pemex. Listado de equipo Listado de equipo 4. Equipo e infraestructura de construccin en campo. El contratista debe presentar una relacin detallada del equipo que emplear en el campo para el desarrollo de los servicios, as como la infraestructura de sus instalaciones. Se debe indicar nmero, modelo, marca, capacidad y fecha de calibracin de los equipos. 5. Equipo e infraestructura de oficinas. El contratista debe presentar una relacin detallada del equipo que emplear en las oficinas para el desarrollo de los servicios, as como la infraestructura de sus instalaciones. Se debe indicar cantidad, modelo, marca, capacidad de los equipos. Gras Winches Mquinas de corte y soldadura Mquinas elctricas Generadores Equipos de inspeccin Planos de talleres y almacenes Equipo de cmputo Impresoras Faxes Software Planos de oficinas
Tabla 6 Documentacin y registros (continuacin).
Tipo de documentos a entregar Concepto
Planos Certificados Reportes Grficas Especificaciones Procedimientos Lista de lneas
Caminos de acceso Informacin meteorolgica Servicios disponibles Bases de usuario Ingeniera bsica (proceso, 2 instrumentacin y control) Ingeniera de diseo de 2 tubera Ingeniera civil (Soportes y 2 estructuras) Informacin de fabricante 3 de equipos y recipientes Requisitos aplicables Notas:
1
X X X X X X X X X X
1
auxiliares
X X X X X X X
de
seguridad
Bases de usuario: Es el documento en el cual Pemex establece sus requisitos como son: capacidades, eficiencias, vida til, condiciones de operacin, caractersticas de los insumos y productos a manejar, as como requisitos de seguridad y flexibilidad operativa. La ingeniera bsica, la de diseo de tuberas y la civil, requeridas para la instalacin y pruebas de los sistemas de tubera, debe ser desarrollada por el propio contratista, cuando se trate de un proyecto integral. Corresponder a Pemex hacer entrega de esta informacin al contratista, cuando sta sea desarrollada por otros. La informacin de fabricantes como son los dibujos de equipos, cimentaciones y anclajes, especificaciones de materiales e instrumentos, entre otros, son responsabilidad del propio contratista cuando estos sean adquiridos con cargo al contrato de instalacin de tubera. Cuando dichos equipos, materiales e instrumentos sean adquiridos directamente por Pemex, es responsabilidad del Organismo adquiriente la entrega de esta informacin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 39 de 41
Tabla 7 Informacin con que debe contar el proveedor o contratista para la ejecucin de los trabajos. 8.6.3 Presentacin de documentos equivalentes.
Si el proveedor o contratista considera que un documento normativo es equivalente al documento normativo (Norma, Cdigo, Especificacin o Estndar) indicado en esta Norma de Referencia, puede solicitar por escrito a Pemex la revisin, para en su caso, autorizar el documento presuntamente equivalente, anexando los antecedentes y argumentacin en forma comparativa, concepto por concepto, demostrando que como mnimo se cumplen los requisitos de la Norma, Cdigo, o Especificacin en cuestin. Pemex dar respuesta por escrito a dicha solicitud, indicando si es o no autorizado para utilizarse como documento normativo su equivalente. Los documentos equivalentes citados en el prrafo anterior, si no son de origen mexicano, deben estar legalizados ante Cnsul mexicano o, cuando resulte aplicable, apostillados de conformidad con el Decreto de Promulgacin de la Convencin por la que se suprime el requisito de Legalizacin de los Documentos Pblicos Extranjeros. Los documentos que se presenten en un idioma distinto al espaol deben acompaarse con su traduccin hecha por un perito traductor. En caso que Pemex no autorice el uso del documento normativo su equivalente propuesto, el proveedor o contratista est obligado a cumplir con la normatividad establecida en esta norma de referencia.
9. 9.1
RESPONSABILIDADES. Petrleos Mexicanos y Organismos Subsidiarios.
Es responsabilidad del ingeniero de diseo de tubera, el fabricante y el contratista de los servicios de ereccin, montaje, ensambles, soldadura e inspeccin, como sea aplicable, preparar los registros requeridos por esta norma de referencia y por la ingeniera de diseo.
9.2 Subcomit Tcnico de Normalizacin.
Promover la aplicacin de esta norma de referencia entre las reas usuarias de Petrleos Mexicanos y Organismos Subsidiarios, firmas de ingeniera, prestadores de servicios y contratistas, involucradas en l o los procesos tcnicos y administrativos generados por la necesidad de instalar sistemas de tuberas en plantas industriales. Establecer comunicacin con las reas usuarias de Petrleos Mexicanos, Organismos Subsidiarios y Empresas Filiales, as como con proveedores de equipos y sistemas de tuberas, para mantener el contenido y los requerimientos de sta norma de referencia actualizados, asegurando la calidad del bien o servicio adquirido.
9.3 rea usuaria de Petrleos Mexicanos y Organismos Subsidiarios.
La verificacin del cumplimiento de esta norma de referencia, debe ser hecha por el supervisor de Petrleos Mexicanos, Organismos Subsidiarios y Empresas Filiales a travs de constancias de cumplimiento de los Prestadores de Servicio y/o Contratistas. Debe verificar que las firmas de ingeniera o contratistas licitantes cuenten con personal tcnico especializado con experiencia en la realizacin de los trabajos descritos en esta norma de referencia, lo que se debe garantizar a travs de constancias de acreditacin.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 40 de 41
9.4
Prestadores de Servicio y/o Contratistas.
Cumplir como mnimo con los requerimientos especificados en esta norma de referencia, para la instalacin, pruebas y puesta en operacin de Sistemas de Tubera en Instalaciones y Plantas Industriales. La inspeccin no libera de la responsabilidad al fabricante, diseador, ni al instalador de la calidad de materiales, componentes y mano de obra de acuerdo con los requerimientos de esta norma de referencia y de la ingeniera de diseo; as como de la realizacin de todos los exmenes requeridos y la preparacin conveniente de registros de prueba y exmenes para uso del supervisor. Se debe permitir al personal de supervisin de Pemex, el acceso a cualquier lugar donde se venga ejecutando el trabajo concerniente a la tubera. Esto incluye: fabricacin, tratamiento trmico, armado, montaje, exmenes y pruebas, debiendo tambin tener el derecho de intervenir en cualquier examen, e inspeccin de la tubera y usar cualquier mtodo de examen especificado por la ingeniera de diseo, as como el revisar todos los certificados y registros necesarios para satisfacer los requerimientos de esta norma de referencia y de la ingeniera de diseo.
10.
CONCORDANCIA CON NORMAS NACIONALES O INTERNACIONALES.
Los requisitos de este documento concuerdan parcialmente con las normas internacionales ISO 13703 e ISO 15649.
11.
BIBLIOGRAFA.
Esta norma de referencia se fundamenta y complementa con las referencias tcnicas que se indican a continuacin, todas ellas en su ltima edicin.
11.1 ASME B16.5 - Pipe Flanges and Flanged Fittings NPS through NPS 24 (Bridas para tubera y accesorios bridados NPS de a 24 pulgadas). 11.2 ASME B16.9 - Factory-Made Wrought Steel Buttwelding Fittings (Manufactura en fbrica de accesorios para soldar a tope de acero forjado). 11.3
ASME B16.25 Buttweldings End (Extremos para Soldaduras a tope)
11.4 ASTM E-44 - Standard Definitions of Terms Relating to Heat Treatment of Metal (Definiciones normativas de trminos relacionados al tratamiento trmico del metal). 11.5 ASME Seccin IX - Procedimiento para calificacin de soldadura y soldadores (Qualification Standard for Welding and Brazing Operators). 11.6
ASTM Volumen 01.01 - Steel Piping, tubing, fittings (Tubera, tubing y accesorios de acero).
11.7 EJMA - Expansion Joint Manufacturer Association (Asociacin de Fabricantes de Juntas de Expansin). 11.8
IMP EABB 302 - Prctica de Ingeniera: Inspeccin y Pruebas de Tubera Metlica Soldada.
Comit de Normalizacin de Petrleos Mexicanos y Organismos Subsidiarios
SISTEMAS DE TUBERA EN PLANTAS INDUSTRIALES - INSTALACIN Y PRUEBAS.
NRF-035-PEMEX-2005 Rev.: 0 Pgina 41 de 41
11.9 NACE MR 01. 75, (2000 revisin) Standard Material Requirements Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment Prrafos 1.3 and 1.4 (Estndar de requerimientos de materiales Equipos y materiales para instalaciones petroleras resistentes a la falla bajo esfuerzo en presencia de cido sulfhdrico Prrafos 1.3 y 1.4). 11.10 NACE MR0175 - Standard Material Requirements. Sulfide Stress Cracking Resistant Metallic. Materials for Oilfield Equipment (Estndar para requerimientos de materiales. Resistencia Metlica a la Ruptura por Esfuerzo debido a los Sulfuros. Materiales de equipos para campos petroleros). 11.11 NACE - Corrosion Data Survey. Metals Section. Sixth Edition (Investigacin de datos de corrosin, seccin de metales, sexta edicin). 11.12 Pipe Fabrication Institute ES-7 - Minimum Length and Spacing for Welded Nozzles (Longitud mnima y espaciamiento para boquillas soldables). 11.13 SNT-TC-1A - Recommended Practice for Nondestructive Testing Personnel Qualification and Certification (Prctica Recomendada para Calificacin y Certificacin del Personal para Pruebas No Destructivas).
12.
ANEXOS.
No aplica.
S-ar putea să vă placă și
- 1 AccesoriosSoldablesyRoscadosDocument80 pagini1 AccesoriosSoldablesyRoscadosMaximiliano García CalderónÎncă nu există evaluări
- Tabla de TuberíaDocument4 paginiTabla de TuberíaRoobertho Athhondo100% (1)
- Especificaciones Valvulas de Bola y CompuertaDocument83 paginiEspecificaciones Valvulas de Bola y Compuertajhgjhgjhgj100% (1)
- ET-171-PEMEX-2019 Juntas de Expansion y Conectores Flexibles No MetálicosDocument28 paginiET-171-PEMEX-2019 Juntas de Expansion y Conectores Flexibles No MetálicosDiego MtzÎncă nu există evaluări
- Et Envolventes Met P.6.0371.01 PDFDocument38 paginiEt Envolventes Met P.6.0371.01 PDFrichard_580100% (1)
- Proy-Nrf 053 PDFDocument52 paginiProy-Nrf 053 PDFromartimartiÎncă nu există evaluări
- NRF 150 Pemex 2011 PDFDocument22 paginiNRF 150 Pemex 2011 PDFJuan Hernandez100% (3)
- CNC PEMEX-EST-TD-142-2017 Rev 0 PDFDocument38 paginiCNC PEMEX-EST-TD-142-2017 Rev 0 PDFISRAEL PORTILLOÎncă nu există evaluări
- Calculadora para Espesores de ComalesDocument1 paginăCalculadora para Espesores de ComalesimarluÎncă nu există evaluări
- NRF 156 Pemex 2014 PDFDocument30 paginiNRF 156 Pemex 2014 PDFskylineshareÎncă nu există evaluări
- NRF-096-PEMEX-2010 Conexiones y accesorios para ductos de hidrocarburosDocument36 paginiNRF-096-PEMEX-2010 Conexiones y accesorios para ductos de hidrocarburosiemartinez10100% (2)
- T9BDocument1 paginăT9BTamara DiazÎncă nu există evaluări
- Etp 032Document77 paginiEtp 032Wenceslao Campos Castruita100% (3)
- Comales y Figuras OchoDocument3 paginiComales y Figuras OchoAldo Hernandez CuervoÎncă nu există evaluări
- Etp 175Document14 paginiEtp 175YovanamoonÎncă nu există evaluări
- NRF 026 Pemex 2001Document64 paginiNRF 026 Pemex 2001Carlos Gonzalez100% (1)
- Pemex Est Ic 150 2017Document16 paginiPemex Est Ic 150 2017Cecilia Isabel AguilarÎncă nu există evaluări
- NRF 032 Pemex 2012 - DV 19 06 12Document100 paginiNRF 032 Pemex 2012 - DV 19 06 12jose_bartolo8208100% (3)
- Normas APIDocument3 paginiNormas APIRamón ChevchenkoÎncă nu există evaluări
- Instalación y pruebas de sistemas de tubería industrialDocument95 paginiInstalación y pruebas de sistemas de tubería industrialcarlosÎncă nu există evaluări
- ET 156 PEMEX 2019 - ADocument31 paginiET 156 PEMEX 2019 - AAbraham Bruno Martinez RosasÎncă nu există evaluări
- Asme PCC1Document5 paginiAsme PCC1SebastianCastillo100% (2)
- T B01T1 PDFDocument5 paginiT B01T1 PDFLeonardo Ramirez GuzmanÎncă nu există evaluări
- Relevado de Esfuerzos Segun AWSDocument7 paginiRelevado de Esfuerzos Segun AWSEdgar HernandezÎncă nu există evaluări
- PEMEX-EST-0211-2017 Valvulas Ductos PDFDocument36 paginiPEMEX-EST-0211-2017 Valvulas Ductos PDFAlfredo Loga100% (4)
- P.2 0711 01-2015Document37 paginiP.2 0711 01-2015chipiloo100% (4)
- P.2.0131.06-2015 Clasificado PDFDocument60 paginiP.2.0131.06-2015 Clasificado PDFISRAEL PORTILLO100% (2)
- Et 032 Pemex 2019 Sistemas de Tuberia en Plantas Industriales Diseo yDocument258 paginiEt 032 Pemex 2019 Sistemas de Tuberia en Plantas Industriales Diseo yDulce JiménezÎncă nu există evaluări
- Especificación técnica para trazo y niveles de construccionesDocument18 paginiEspecificación técnica para trazo y niveles de construccionesVictor Hermilo Dolores MoralesÎncă nu există evaluări
- Se Decide Publicar Documentos Por Separado: Marzo de 1962Document67 paginiSe Decide Publicar Documentos Por Separado: Marzo de 1962aecf_13100% (1)
- Mantto. Valvulas TroncalesDocument26 paginiMantto. Valvulas TroncalesOsvaldo RamirezÎncă nu există evaluări
- NRF 020 PEMEX 2012 Calificacion SoldadoresDocument18 paginiNRF 020 PEMEX 2012 Calificacion SoldadoresClaudio Israel Bizarro100% (9)
- PEMEX-EST-SS-127-P1-2020 Revisión 0 diciembre 2020Document23 paginiPEMEX-EST-SS-127-P1-2020 Revisión 0 diciembre 2020Pedrito CalapuchaÎncă nu există evaluări
- Manual de Cambiadores de CalorDocument69 paginiManual de Cambiadores de CalorMaximiliano García CalderónÎncă nu există evaluări
- Inspección ductos equipos instrumentadosDocument30 paginiInspección ductos equipos instrumentadosCarlos Sosa100% (1)
- NRF - 035-Pemex-2005 Sist. de Tuberias Instalaciones y PruebasDocument41 paginiNRF - 035-Pemex-2005 Sist. de Tuberias Instalaciones y Pruebasleandro benitoÎncă nu există evaluări
- NRF 223 PEMEX 2010 - P15Abr101Document81 paginiNRF 223 PEMEX 2010 - P15Abr101Jose Ocaña100% (1)
- NRF 035 Pemex 2012 SoportesDocument95 paginiNRF 035 Pemex 2012 Soporteshennrry100% (2)
- Nrf-032-Pemex-2005 Sist Tub en Plantas Ind Dis y Espec de MatDocument239 paginiNrf-032-Pemex-2005 Sist Tub en Plantas Ind Dis y Espec de MatIldefonso FloresÎncă nu există evaluări
- Nrf-128-Pemex-2011 Redes Contra Inc AguaDocument53 paginiNrf-128-Pemex-2011 Redes Contra Inc AguaRuben Romero Soto100% (3)
- NRF 102 Pemex 2005Document50 paginiNRF 102 Pemex 2005ErnestoSalMarÎncă nu există evaluări
- NRF 137 Pemex 2006 FDocument27 paginiNRF 137 Pemex 2006 Fdominus-867470100% (1)
- NRF 140 Pemex 2011Document36 paginiNRF 140 Pemex 2011Juan Carlos Perez Matias100% (2)
- Norma cambiadores calor haz tubosDocument43 paginiNorma cambiadores calor haz tubosJorge Luis Sosa MorenoÎncă nu există evaluări
- NRF 32Document239 paginiNRF 32Lopez BetoÎncă nu există evaluări
- Sistemas de tubería en plantas industrialesDocument239 paginiSistemas de tubería en plantas industrialesralph771218100% (1)
- Requisitos cimentación estructuras equipo PEMEXDocument30 paginiRequisitos cimentación estructuras equipo PEMEXMagda ArriolaÎncă nu există evaluări
- NRF-186 - Pemex-20071Document35 paginiNRF-186 - Pemex-20071Danny Joel Benites Rojas100% (1)
- Vdocuments - MX - NRF 138 Pemex 2006 Diseno de Estructuras de ConcretoDocument19 paginiVdocuments - MX - NRF 138 Pemex 2006 Diseno de Estructuras de ConcretoRolling GuzmánÎncă nu există evaluări
- NRF 194 Pemex 2013Document33 paginiNRF 194 Pemex 2013Yomara Samantha Hernandez LaureanoÎncă nu există evaluări
- Anteproy NRF 207 Pemex 2007Document24 paginiAnteproy NRF 207 Pemex 2007Salvador GonzalezÎncă nu există evaluări
- Nrf-010-Pemex 2014Document44 paginiNrf-010-Pemex 2014Luis JianÎncă nu există evaluări
- NRF-032 2006 Diseño Tuberias PDFDocument239 paginiNRF-032 2006 Diseño Tuberias PDFAnonymous auBQ7ixÎncă nu există evaluări
- NRF 020 Pemex 2005Document13 paginiNRF 020 Pemex 2005Irving Garcia HernandezÎncă nu există evaluări
- NRF 084 Pemex 2011Document19 paginiNRF 084 Pemex 2011German FavelaÎncă nu există evaluări
- NRF - 140 Drenajes PDFDocument36 paginiNRF - 140 Drenajes PDFAbiel Alejandro Córdoba LeónÎncă nu există evaluări
- NRF 211 Pemex 2008 PDFDocument36 paginiNRF 211 Pemex 2008 PDFFelipe CarpioÎncă nu există evaluări
- NRF 245 Pemex 201011Document22 paginiNRF 245 Pemex 201011Issis Milly Espinosa100% (1)
- Nrf-032-Pemex-2005 - Sist. de Tub. en Plantas Indust. Diseño y Esp. de MatlsDocument239 paginiNrf-032-Pemex-2005 - Sist. de Tub. en Plantas Indust. Diseño y Esp. de MatlsKohqui100% (1)
- Turbinas PemexDocument94 paginiTurbinas PemexDavid Perez0% (1)
- No. de Documento: NRF-036-PEMEX-2003 Revisión: 0 17Document92 paginiNo. de Documento: NRF-036-PEMEX-2003 Revisión: 0 17luisgasÎncă nu există evaluări
- Nrf-027-Pemex-2001 ESPÁRRAGOS Y TORNILLOS DE ACERO DE ALEACIÓN Y ACERO INOXIDABLE PARA SERVICIOS DE ALTA Y BAJA TEMPERATURADocument32 paginiNrf-027-Pemex-2001 ESPÁRRAGOS Y TORNILLOS DE ACERO DE ALEACIÓN Y ACERO INOXIDABLE PARA SERVICIOS DE ALTA Y BAJA TEMPERATURALuevandresÎncă nu există evaluări
- NRF 209 Pemex 2008 FbombasrotatoriasDocument61 paginiNRF 209 Pemex 2008 FbombasrotatoriasBeatriz PereiraÎncă nu există evaluări
- NRF-181-PEMEX-2010 Sistema Electrico en PlataformaDocument61 paginiNRF-181-PEMEX-2010 Sistema Electrico en PlataformaLuevandres100% (4)
- NRF-178 - PEMEX-2010 Trampas de Diablos en As MarinasDocument37 paginiNRF-178 - PEMEX-2010 Trampas de Diablos en As Marinaslunaipn100% (4)
- NRF 032 Pemex 2012 - DV 19 06 12Document100 paginiNRF 032 Pemex 2012 - DV 19 06 12jose_bartolo8208100% (3)
- NRF 053 Pemex 2006Document57 paginiNRF 053 Pemex 2006V4L3R1086% (7)
- Diseño Juntas FLEXITALLIC (Info)Document63 paginiDiseño Juntas FLEXITALLIC (Info)Guillermo Cordero100% (1)
- No. de Documento: NRF-036-PEMEX-2003 Revisión: 0 17Document92 paginiNo. de Documento: NRF-036-PEMEX-2003 Revisión: 0 17luisgasÎncă nu există evaluări
- NRF 243 PEMEX 2010 Instrumentos Interruptores de NivelDocument32 paginiNRF 243 PEMEX 2010 Instrumentos Interruptores de NivelJM SP100% (2)
- Nrf-032-Pemex-2005 Sistema de Tuberias en Plantas IndustrialesDocument239 paginiNrf-032-Pemex-2005 Sistema de Tuberias en Plantas IndustrialesLuevandresÎncă nu există evaluări
- Nrf-241-Pemex-2010 Instrumentos Transmisores de Presion y Presion DiferencialDocument24 paginiNrf-241-Pemex-2010 Instrumentos Transmisores de Presion y Presion DiferencialLuevandres83% (6)
- Nrf-265-Pemex-2012 Sistema de Control y Protecciones de Comp CentriDocument65 paginiNrf-265-Pemex-2012 Sistema de Control y Protecciones de Comp CentriSrta Incognita100% (1)
- NRF 148 Pemex 2005Document27 paginiNRF 148 Pemex 2005Evevre EvereÎncă nu există evaluări
- Nrf-105-Pemex-2005f Sistemas Digitales de Monitoreo y ControlDocument101 paginiNrf-105-Pemex-2005f Sistemas Digitales de Monitoreo y ControlLuevandres100% (4)
- PETS-Cargado de Columna de AdsorciónDocument3 paginiPETS-Cargado de Columna de AdsorciónJuan Carlos Ramos CentenoÎncă nu există evaluări
- DLP 3Document44 paginiDLP 3Andres VillarroelÎncă nu există evaluări
- Parcial Final Distribucion de PlantasDocument14 paginiParcial Final Distribucion de PlantasLiceth Alexandra Daza DominguezÎncă nu există evaluări
- MecanisacionDocument35 paginiMecanisacionYenrry Alexander100% (1)
- Tarea 2Document6 paginiTarea 2Angela De la roca encisoÎncă nu există evaluări
- HyundaiDocument19 paginiHyundaiEdi FerÎncă nu există evaluări
- Analisis de Calidad de Una Empresa AutomotrizDocument18 paginiAnalisis de Calidad de Una Empresa AutomotrizMolly ZakùùÎncă nu există evaluări
- Bal - 15004-01-10 LTM 1090-4-1Document1.014 paginiBal - 15004-01-10 LTM 1090-4-1Pablo Marcelo Herrera100% (3)
- Final Indice Proyecto Producto Ecopuff Kids..Document14 paginiFinal Indice Proyecto Producto Ecopuff Kids..Kevin Josephe Sandoval TorresÎncă nu există evaluări
- Calculo Del Eje de La RoladoraDocument12 paginiCalculo Del Eje de La RoladoraRicardo Vladimir50% (2)
- SB 880583r2 CTPlasma Overview PDFDocument8 paginiSB 880583r2 CTPlasma Overview PDFCamilo' AndrezÎncă nu există evaluări
- Cuaderno de Informes 2 Mantenimiento de ChasisDocument16 paginiCuaderno de Informes 2 Mantenimiento de ChasisJuan ManuelÎncă nu există evaluări
- 0901 Hotel Uml g2Document7 pagini0901 Hotel Uml g2alexÎncă nu există evaluări
- Taller mecánico presentación cartaDocument3 paginiTaller mecánico presentación cartaCar AccesoriesÎncă nu există evaluări
- Dossier MVP 2022Document261 paginiDossier MVP 2022diegocristianfloresÎncă nu există evaluări
- Dosificador neumático RG D180Document47 paginiDosificador neumático RG D180EmilianoÎncă nu există evaluări
- Lectura - Dirección y Oficinas de Proyectos en La Administración PúblicaDocument16 paginiLectura - Dirección y Oficinas de Proyectos en La Administración PúblicaEdgar QuiquiaÎncă nu există evaluări
- SK PR HSEC 04 Proc. General Izaje Rev. 02Document25 paginiSK PR HSEC 04 Proc. General Izaje Rev. 02Juan Pablo Parra Henriquez0% (1)
- InstalacionesDocument117 paginiInstalacionesJMiriamCEÎncă nu există evaluări
- RD 5700Document6 paginiRD 5700Alex ValleÎncă nu există evaluări
- Executive Summary Deep TechDocument8 paginiExecutive Summary Deep TechclariÎncă nu există evaluări
- PÉNSUM DE ESTUDIOS PNF DISTRIBUCION Y LOGISTICADocument3 paginiPÉNSUM DE ESTUDIOS PNF DISTRIBUCION Y LOGISTICAManu Reggae91% (11)
- TG0394Document498 paginiTG0394Diego PazÎncă nu există evaluări
- Racionalización en La Alimentación de PiezasDocument113 paginiRacionalización en La Alimentación de Piezasprf1975Încă nu există evaluări
- Norma Española DesencofradoDocument3 paginiNorma Española DesencofradoJulio Cesar Lazcano PintoÎncă nu există evaluări
- 10ago15 Project ManualDocument73 pagini10ago15 Project ManualIvan Eduardo Nuñez AlvealÎncă nu există evaluări
- Efecto de La Temperatura de Revenido en El Acero Aisi 4340 Sobre La Dureza y Tenacidad A La Deformacion Plana KicDocument7 paginiEfecto de La Temperatura de Revenido en El Acero Aisi 4340 Sobre La Dureza y Tenacidad A La Deformacion Plana KicEverAngelÎncă nu există evaluări
- Banco de PresionesDocument1 paginăBanco de PresionesEvelinTatianaPinargoteÎncă nu există evaluări
- CV Ing Biomédica HuancayoDocument14 paginiCV Ing Biomédica HuancayoIonathan Villanueva ChávezÎncă nu există evaluări
- Registro de vehículos por marca, modelo y colorDocument2 paginiRegistro de vehículos por marca, modelo y colorCéliceGonzalesRiveraÎncă nu există evaluări