S-ar putea să vă placă și
- AFcatal 12 PDocument14 paginiAFcatal 12 PkachanansÎncă nu există evaluări
- Alfa Laval - Heat Exchanger InstallationDocument66 paginiAlfa Laval - Heat Exchanger InstallationFabricio AlvarezÎncă nu există evaluări
- 160-1.48-RP3 11-97 Micro Computer Control CenterDocument8 pagini160-1.48-RP3 11-97 Micro Computer Control Centerbr11uno100% (1)
- Shielded Metal Arc Welding: by Lakhveer SinghDocument77 paginiShielded Metal Arc Welding: by Lakhveer Singhਲਖਵੀਰ ਸਿੰਘ ਖਾਨਾÎncă nu există evaluări
- Condensate Manual - Gestra PDFDocument176 paginiCondensate Manual - Gestra PDFtrpac100% (1)
- Plate Heat Exchangers ManualDocument15 paginiPlate Heat Exchangers ManualMichał KisielewskiÎncă nu există evaluări
- PROJECT UNITS DATA SHEETDocument7 paginiPROJECT UNITS DATA SHEETHatem ShawkiÎncă nu există evaluări
- Duplex Stainless Steels: Properties and Welding TechniquesDocument25 paginiDuplex Stainless Steels: Properties and Welding Techniqueskdsenipah6667Încă nu există evaluări
- Vacuum Pumps Common Problems and TroubleshootingDocument5 paginiVacuum Pumps Common Problems and TroubleshootingTânia RomanholiÎncă nu există evaluări
- SOP - FRP Pipe Jointing Procedure.Document10 paginiSOP - FRP Pipe Jointing Procedure.Ali Mari BalochÎncă nu există evaluări
- RATHDocument12 paginiRATHYoo KyungsikÎncă nu există evaluări
- TG BlowDocument67 paginiTG BlowVikas Singh100% (3)
- C C CCCCCCCCCCCC C CDocument62 paginiC C CCCCCCCCCCCC C CGaurav VashishtÎncă nu există evaluări
- 905 Series Liquid Ring Vacuum Pumps & CompressorsDocument4 pagini905 Series Liquid Ring Vacuum Pumps & CompressorscarlosÎncă nu există evaluări
- F10ca004-Gb 0597Document8 paginiF10ca004-Gb 0597gabyorÎncă nu există evaluări
- Development of Hot Cells and Their Embedded PartsDocument3 paginiDevelopment of Hot Cells and Their Embedded PartsK. JayarajanÎncă nu există evaluări
- API Schmidt BrettenDocument28 paginiAPI Schmidt Brettenvictor abrajan100% (1)
- Therminol - 66 Synthetic Heat Trasnfer Fluid. Aceite Termico Therminol Venezuela.Document8 paginiTherminol - 66 Synthetic Heat Trasnfer Fluid. Aceite Termico Therminol Venezuela.Renso PiovesanÎncă nu există evaluări
- Ti Be PDFDocument30 paginiTi Be PDFPascual Ronald PatrickÎncă nu există evaluări
- Vra Types Sealing For AgitatorDocument4 paginiVra Types Sealing For Agitatorxiaohe2019Încă nu există evaluări
- Can Moisture Damage My Compressed Air SystemDocument5 paginiCan Moisture Damage My Compressed Air SystemRam RanjanÎncă nu există evaluări
- Term Paper On Fluid Coupling and Torques Converter Converted 1Document24 paginiTerm Paper On Fluid Coupling and Torques Converter Converted 1OLUBABA100% (3)
- Hi-Fab Engineers Pvt. Ltd. drawing and design property documentDocument18 paginiHi-Fab Engineers Pvt. Ltd. drawing and design property documentuttam prabhuÎncă nu există evaluări
- A Contemporary Guide To Mechnical Seal LeakageDocument10 paginiA Contemporary Guide To Mechnical Seal Leakageac2475Încă nu există evaluări
- Sight Glass Selection Guide PDFDocument7 paginiSight Glass Selection Guide PDFani_datÎncă nu există evaluări
- Effect of Viscosity On PumpsDocument4 paginiEffect of Viscosity On PumpsChemkhiÎncă nu există evaluări
- Bolt torque chart specifications and markingsDocument1 paginăBolt torque chart specifications and markingsnate anantathatÎncă nu există evaluări
- The Boiler BookDocument1.140 paginiThe Boiler BookJose Lorenzo ToralÎncă nu există evaluări
- STUF-200H Handheld Ultrasonic FlowmeterDocument4 paginiSTUF-200H Handheld Ultrasonic FlowmeterKaustubh VyawahareÎncă nu există evaluări
- GKN Filter Technology Sika-R Is As enDocument16 paginiGKN Filter Technology Sika-R Is As encaapromoÎncă nu există evaluări
- 750-180 OM Boiler Feed Systems 10-08Document23 pagini750-180 OM Boiler Feed Systems 10-08Sumit ChaurasiaÎncă nu există evaluări
- Fouling Factor PDFDocument84 paginiFouling Factor PDFSekar SankarÎncă nu există evaluări
- Teikoku Rotary Guardian: Principle of OperationDocument2 paginiTeikoku Rotary Guardian: Principle of OperationMón Quà Vô GiáÎncă nu există evaluări
- Manual 13239-2020 ENGDocument158 paginiManual 13239-2020 ENGSantiago MP100% (1)
- Tds Fire Clay Brick Sk30 enDocument1 paginăTds Fire Clay Brick Sk30 enjcljeÎncă nu există evaluări
- Burner Controls for Gas, Oil or Dual-Fuel BurnersDocument26 paginiBurner Controls for Gas, Oil or Dual-Fuel BurnersbledmikifrÎncă nu există evaluări
- Allowable Nozzle LoadsDocument7 paginiAllowable Nozzle LoadsZulkarnain NasrullahÎncă nu există evaluări
- Pump Sterling PDFDocument18 paginiPump Sterling PDFJackÎncă nu există evaluări
- NAM Cat CombinedCh1Document16 paginiNAM Cat CombinedCh1Thanh Do VanÎncă nu există evaluări
- Mechanical SealDocument1 paginăMechanical SealVaibhav KaleÎncă nu există evaluări
- Chiller Daikin Ewadc12cfxs - 1118 Kw-Free CoolingDocument7 paginiChiller Daikin Ewadc12cfxs - 1118 Kw-Free CoolingBogdan-iulian BalintÎncă nu există evaluări
- Abrasion Resistant Linings For Production and Conveying SystemsDocument28 paginiAbrasion Resistant Linings For Production and Conveying SystemsJim HaigÎncă nu există evaluări
- Furma Fast DSDocument2 paginiFurma Fast DSMuhamad ZahdiÎncă nu există evaluări
- Corrosion PDFDocument22 paginiCorrosion PDFVishal ThakareÎncă nu există evaluări
- Rcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsDocument8 paginiRcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsFaisal NaeemÎncă nu există evaluări
- Sec.6 - Class C Heat ExchangerDocument33 paginiSec.6 - Class C Heat ExchangerAgung Dewandaru MahatmantoÎncă nu există evaluări
- PMMA Data SheetDocument8 paginiPMMA Data SheetalonsoÎncă nu există evaluări
- Nitrile Rubber InsulationDocument2 paginiNitrile Rubber Insulationavid_ankurÎncă nu există evaluări
- Hydroheater Auto Manual VersionDocument45 paginiHydroheater Auto Manual VersionVishal Nawalgaria100% (3)
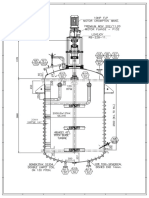
- Bangladesh MGI 300TD Continuous Polyester Production Line Bottle FlakeDocument44 paginiBangladesh MGI 300TD Continuous Polyester Production Line Bottle Flakeswapon kumar shillÎncă nu există evaluări
- Internship Report 2019Document78 paginiInternship Report 2019M Hamza Nadeem AnjumÎncă nu există evaluări
- Speck Vacuum Pumps Vhc-SeriesDocument16 paginiSpeck Vacuum Pumps Vhc-Seriesmaxh blumÎncă nu există evaluări
- Causes and Repairs of Seal FailuresDocument34 paginiCauses and Repairs of Seal FailuresWaqas WakeelÎncă nu există evaluări
- Thermal Design of Liquid Cooled Microelectronic EquipmentDe la EverandThermal Design of Liquid Cooled Microelectronic EquipmentÎncă nu există evaluări
- F01u311532 5Document1 paginăF01u311532 5Junior GatbuntonÎncă nu există evaluări
- Irb 6700 PDFDocument170 paginiIrb 6700 PDFArvydas GaurilkaÎncă nu există evaluări
- APU9x47C0x TR E U00113662103Document210 paginiAPU9x47C0x TR E U00113662103amrÎncă nu există evaluări
- AVy Lift Eng - 2 PDFDocument223 paginiAVy Lift Eng - 2 PDFKaian elevatorÎncă nu există evaluări
- Product SpecificationDocument138 paginiProduct SpecificationRaj RajÎncă nu există evaluări
- 1092115-1092117 Manual Instalacion Elite 540Document146 pagini1092115-1092117 Manual Instalacion Elite 540Frank Quitian0% (1)
- Fidic 1999 Red Book PDFDocument129 paginiFidic 1999 Red Book PDFamitjustamit100% (2)
- Eca87 Ecl300Document2 paginiEca87 Ecl300Florian_AngererÎncă nu există evaluări
- Ame55-56 Ed96r702Document8 paginiAme55-56 Ed96r702Florian_AngererÎncă nu există evaluări
- SKS 4 General Presentation en 2008 OLDDocument17 paginiSKS 4 General Presentation en 2008 OLDFlorian_AngererÎncă nu există evaluări
- Ab QM Vda2w402Document12 paginiAb QM Vda2w402Florian_AngererÎncă nu există evaluări
- Danfoss M BusDocument2 paginiDanfoss M BusFlorian_AngererÎncă nu există evaluări
- Balancing of FlowsDocument7 paginiBalancing of FlowsFlorian_AngererÎncă nu există evaluări
- Hydro-Center 2: User Manual Version 2.43 (English) © 2001-2007 Hydrometer GMBH / Ansbach / GermanyDocument55 paginiHydro-Center 2: User Manual Version 2.43 (English) © 2001-2007 Hydrometer GMBH / Ansbach / GermanyFlorian_AngererÎncă nu există evaluări
- Specification For PE Pipes FittingsDocument32 paginiSpecification For PE Pipes FittingsFlorian_AngererÎncă nu există evaluări
- Rainwater Utilisation Technology 2007Document72 paginiRainwater Utilisation Technology 2007Florian_AngererÎncă nu există evaluări
- M-Bus Network Installation NotesDocument5 paginiM-Bus Network Installation NotesFlorian_AngererÎncă nu există evaluări
- Windows Registry Tips and TweaksDocument33 paginiWindows Registry Tips and TweaksFlorian_AngererÎncă nu există evaluări
- Circulation Pump Dimension IngDocument8 paginiCirculation Pump Dimension IngPeter BlažekÎncă nu există evaluări
- RF M-Bus Converter Converts Meters to RadioDocument2 paginiRF M-Bus Converter Converts Meters to RadioFlorian_AngererÎncă nu există evaluări
- CF Combi, SLB Leaflet, enDocument4 paginiCF Combi, SLB Leaflet, enFlorian_AngererÎncă nu există evaluări
- Thermal Conductivity of GasesDocument2 paginiThermal Conductivity of GasesFlorian_AngererÎncă nu există evaluări
- Thermal Conductivity of GasesDocument2 paginiThermal Conductivity of GasesFlorian_AngererÎncă nu există evaluări
- Windows Registry Tips and TweaksDocument33 paginiWindows Registry Tips and TweaksFlorian_AngererÎncă nu există evaluări
- Ashrae Technical Committees, Task Groups, and Technical Resource GroupsDocument1 paginăAshrae Technical Committees, Task Groups, and Technical Resource GroupsFlorian_AngererÎncă nu există evaluări
- Solar Thermal CollectorsDocument5 paginiSolar Thermal CollectorsFlorian_AngererÎncă nu există evaluări
- Surveillance SystemDocument14 paginiSurveillance SystemScott GradyÎncă nu există evaluări
- Thermal Conductivity of Alloys As A Function of TemperatureDocument1 paginăThermal Conductivity of Alloys As A Function of TemperatureFlorian_AngererÎncă nu există evaluări
- Trigonometry For DummiesDocument322 paginiTrigonometry For DummiesEinalial Gnaragam100% (4)
- Cisco IOS Broadband and DSL Configuration Guide, Release 12.4Document518 paginiCisco IOS Broadband and DSL Configuration Guide, Release 12.4karimjiwaniÎncă nu există evaluări
- ECL300 - RS 232 ProtocolDocument20 paginiECL300 - RS 232 ProtocolFlorian_AngererÎncă nu există evaluări
- Minor Loss HandoutDocument24 paginiMinor Loss HandoutJosh ShortÎncă nu există evaluări
- 3.1 PressureDocument5 pagini3.1 PressureFlorian_AngererÎncă nu există evaluări
- Mohan N. (2003) Power Electronics and Drives (257s)Document251 paginiMohan N. (2003) Power Electronics and Drives (257s)Chandra AnandÎncă nu există evaluări
- Installation and Maintenance: ECL ComfortDocument23 paginiInstallation and Maintenance: ECL ComfortFlorian_AngererÎncă nu există evaluări
- dk2041 FMDocument17 paginidk2041 FMAnonymous VfH06fQXbAÎncă nu există evaluări
- Keeping Cats Safe from PoisonsDocument2 paginiKeeping Cats Safe from PoisonsLulu MÎncă nu există evaluări
- Semi Refined Paraffin Wax - 1-3%Document2 paginiSemi Refined Paraffin Wax - 1-3%miketyson11Încă nu există evaluări
- Emulsion LectureDocument30 paginiEmulsion LectureRay YangÎncă nu există evaluări
- Spirax Sarco SV74 SeriesDocument2 paginiSpirax Sarco SV74 Series20040384iÎncă nu există evaluări
- Calculation Tool For Waste Disposal in Municipal Solid Waste Incinerators MSWI For Ecoinvent v2.1 (2008)Document129 paginiCalculation Tool For Waste Disposal in Municipal Solid Waste Incinerators MSWI For Ecoinvent v2.1 (2008)JKKÎncă nu există evaluări
- Fibrolit® - Fett-Ld: Safety Data SheetDocument5 paginiFibrolit® - Fett-Ld: Safety Data Sheetks2000n1Încă nu există evaluări
- Ebara Pumps Europe S.p.a.'s Data&CertificatesDocument7 paginiEbara Pumps Europe S.p.a.'s Data&CertificatesErdi AkkusÎncă nu există evaluări
- Formation of root & shoot from callus cultureDocument40 paginiFormation of root & shoot from callus cultureKiran KurhadeÎncă nu există evaluări
- Eczema and Nummular Dermatitis GuideDocument91 paginiEczema and Nummular Dermatitis GuideJhost Clinton PurbaÎncă nu există evaluări
- AxDocument11 paginiAxAMB SpainÎncă nu există evaluări
- Environmental Fate, Aquatic Toxicology and Risk Assessment of Polymeric Quaternary Ammonium Salts From Cosmetic UsesDocument279 paginiEnvironmental Fate, Aquatic Toxicology and Risk Assessment of Polymeric Quaternary Ammonium Salts From Cosmetic UsesYolanda Aranda RubioÎncă nu există evaluări
- High Pressure Steam Sterilizer Operation ManualDocument47 paginiHigh Pressure Steam Sterilizer Operation ManualLuis HernanÎncă nu există evaluări
- Boiler ParameterDocument2 paginiBoiler ParameterFieÎncă nu există evaluări
- Dredging Pumps MaartDocument20 paginiDredging Pumps MaartHotnCrispy CrispyÎncă nu există evaluări
- List of Hazardous WastesDocument8 paginiList of Hazardous Wastesmd asifÎncă nu există evaluări
- Toolbox for Mitigating 3-MCPD Esters and Glycidyl Esters in FoodDocument36 paginiToolbox for Mitigating 3-MCPD Esters and Glycidyl Esters in FoodJessicalba LouÎncă nu există evaluări
- General Methods of Extraction and Isolation of AlkaloidsDocument11 paginiGeneral Methods of Extraction and Isolation of AlkaloidsMuhdar FarmaÎncă nu există evaluări
- MSDS Anios ZemDocument9 paginiMSDS Anios ZemRumah Sakit Bhakti Asih BrebesÎncă nu există evaluări
- MCQ On Molecular BiologyDocument12 paginiMCQ On Molecular Biologyronojoysengupta0% (1)
- MiniProject Stage 3 - Process Dynamic & ControlDocument8 paginiMiniProject Stage 3 - Process Dynamic & ControlFarihah Eyfa100% (2)
- LUMS SSE Admissions Test Sample QuestionsDocument16 paginiLUMS SSE Admissions Test Sample Questions999 X100% (1)
- Fresh Cut FruitsDocument25 paginiFresh Cut FruitsMuhammad FaisalÎncă nu există evaluări
- Low Cost Transistorised IntercomDocument13 paginiLow Cost Transistorised IntercomaymangafferÎncă nu există evaluări
- 802b ManualDocument151 pagini802b ManualTiếu Tam TiếuÎncă nu există evaluări
- Store Safety Policy and ProceduresDocument10 paginiStore Safety Policy and ProceduresImtiyaz AkhtarÎncă nu există evaluări
- Experimental and Modeling of A Non-Isothermal CSTRDocument10 paginiExperimental and Modeling of A Non-Isothermal CSTRAlejandra SantosÎncă nu există evaluări
- Omega-3 Fish OilDocument2 paginiOmega-3 Fish OilAshutosh KumarÎncă nu există evaluări
- Whole soybean probiotic carrierDocument6 paginiWhole soybean probiotic carrieryamunaa91Încă nu există evaluări
- The Biosynthesis of Ephedrine PDFDocument13 paginiThe Biosynthesis of Ephedrine PDFSchpyak Schmyak100% (1)
- Minfm54307 Astm A131 Grade ADocument6 paginiMinfm54307 Astm A131 Grade AEmerson IpialesÎncă nu există evaluări