S-ar putea să vă placă și
- 2217 Brief IntroductionDocument11 pagini2217 Brief IntroductionAnonymous pcanQ3Încă nu există evaluări
- Lab1 MEE30004 - Lab1 - 2021 Sem2 - Raw DataDocument7 paginiLab1 MEE30004 - Lab1 - 2021 Sem2 - Raw DataAbidul IslamÎncă nu există evaluări
- Lab - Strain Measurement SystemDocument8 paginiLab - Strain Measurement SystemscribdkimÎncă nu există evaluări
- Cantilever Beam Experiment B58SBDocument9 paginiCantilever Beam Experiment B58SBSunÎncă nu există evaluări
- Euronorm 2-80Document16 paginiEuronorm 2-80Phung Tuan AnhÎncă nu există evaluări
- Ductile Fracture by NotchDocument8 paginiDuctile Fracture by Notch多如Încă nu există evaluări
- J-Resistance Results From Multi-Specimen and Single-Specimen SurfaceDocument6 paginiJ-Resistance Results From Multi-Specimen and Single-Specimen SurfaceMarcelo Varejão CasarinÎncă nu există evaluări
- Department of Aerospace Engineering: Strength of Materials Laboratory ManualDocument36 paginiDepartment of Aerospace Engineering: Strength of Materials Laboratory ManualSriharicharan K SÎncă nu există evaluări
- Is 1608 - 2005 - 14Document1 paginăIs 1608 - 2005 - 14SvapneshÎncă nu există evaluări
- Design Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationDocument6 paginiDesign Optimization of 25mm Diameter Strain Gauge Balance For Wind Tunnel ApplicationIJIRSTÎncă nu există evaluări
- Cantilever Lab PDFDocument6 paginiCantilever Lab PDFDuminduJayakodyÎncă nu există evaluări
- Lab 5Document10 paginiLab 5Tayyab ZafarÎncă nu există evaluări
- Calibration of Metal TapesDocument16 paginiCalibration of Metal Tapesarabcal100% (1)
- Stress and Strains in a Three-Point Loaded BeamDocument15 paginiStress and Strains in a Three-Point Loaded BeamLei Chi HouÎncă nu există evaluări
- Use of Strain Gauge Rosette To Investigate Stress Concentration in Isotropic and Orthotropic Plate With Circular HoleDocument5 paginiUse of Strain Gauge Rosette To Investigate Stress Concentration in Isotropic and Orthotropic Plate With Circular HoleHako KhechaiÎncă nu există evaluări
- Modul 3 Strain Measurement v2 PDFDocument11 paginiModul 3 Strain Measurement v2 PDFFachrudin HanafiÎncă nu există evaluări
- Structural Analysis With Strain Gage Measurements: Experiment 1Document7 paginiStructural Analysis With Strain Gage Measurements: Experiment 1Yılmaz GürpınarÎncă nu există evaluări
- Positioning Strain GagesDocument3 paginiPositioning Strain GagesMatei CiltaÎncă nu există evaluări
- 171-178 EurocodeDocument8 pagini171-178 EurocodeDeana WhiteÎncă nu există evaluări
- Evaluation of Torque Measurement SystemDocument6 paginiEvaluation of Torque Measurement System123andybÎncă nu există evaluări
- Charpy V-Notch BkiDocument3 paginiCharpy V-Notch BkiCipto LimbongÎncă nu există evaluări
- (Received 4 June 1985) : 1. Direct Method - Where 2. Indirect Method - WhereDocument13 pagini(Received 4 June 1985) : 1. Direct Method - Where 2. Indirect Method - Wheremichael_dinh_6Încă nu există evaluări
- Tensile Test of Brass SpecimenDocument7 paginiTensile Test of Brass SpecimenmanmathkÎncă nu există evaluări
- Focusing MethodDocument10 paginiFocusing MethodBernardo SevericheÎncă nu există evaluări
- Reaffirmed 2006Document13 paginiReaffirmed 2006harikri3113Încă nu există evaluări
- Compression Test - Lab Module 2023 StudentDocument8 paginiCompression Test - Lab Module 2023 Students221320994Încă nu există evaluări
- How Strain Gages Work.: Strain, Stress, and Poisson's RatioDocument8 paginiHow Strain Gages Work.: Strain, Stress, and Poisson's RatiokittisunÎncă nu există evaluări
- Measuring StrainDocument6 paginiMeasuring StrainTakarookieÎncă nu există evaluări
- Mech2123 2005 1 PDFDocument5 paginiMech2123 2005 1 PDFKeshav GopaulÎncă nu există evaluări
- Bow and TwistDocument5 paginiBow and TwistILikeScribd5050Încă nu există evaluări
- BS 1881 Part 117 83 Spli Tensile StrengthDocument10 paginiBS 1881 Part 117 83 Spli Tensile Strengthrajeshji_000Încă nu există evaluări
- LAB 1 Strain MeasurementDocument8 paginiLAB 1 Strain MeasurementSiew LynÎncă nu există evaluări
- Testing of SteelDocument7 paginiTesting of Steelmushroom0320Încă nu există evaluări
- Measure bending moment with loadsDocument9 paginiMeasure bending moment with loadsOmar Arabi0% (1)
- Relationship between angle of twist, torque, length and diameterDocument6 paginiRelationship between angle of twist, torque, length and diameterAhsan MumtazÎncă nu există evaluări
- Lab Manual For Principal of Stress and Strain LAb 5Document6 paginiLab Manual For Principal of Stress and Strain LAb 5bmz00000Încă nu există evaluări
- 1757 1988Document4 pagini1757 1988Ramesh BÎncă nu există evaluări
- ME3270 Strain Measurement PRDocument7 paginiME3270 Strain Measurement PRRajeshÎncă nu există evaluări
- Experimental Testing For AerospaceDocument8 paginiExperimental Testing For AerospaceAndreaCÎncă nu există evaluări
- Murciano A 2Document5 paginiMurciano A 2AaronÎncă nu există evaluări
- Experiment - 2 Title:: ObjectiveDocument7 paginiExperiment - 2 Title:: ObjectiveRushiL PateLÎncă nu există evaluări
- Experiment 5 - Tensile TestDocument17 paginiExperiment 5 - Tensile TestSubuk T. Rathod0% (2)
- Strain MeasurementDocument40 paginiStrain MeasurementNavinRajSakaranÎncă nu există evaluări
- Chapter 10 - Testing of Welded JointsDocument18 paginiChapter 10 - Testing of Welded JointsFauzan BenraxidÎncă nu există evaluări
- CE 200L Report 6 - SteelDocument7 paginiCE 200L Report 6 - SteelravenringsÎncă nu există evaluări
- MENG-204 Fall 2020 Final Mechanical Measurements PDFDocument3 paginiMENG-204 Fall 2020 Final Mechanical Measurements PDFMohamed HaniÎncă nu există evaluări
- BME Mannual BT 203-1Document41 paginiBME Mannual BT 203-1shivanshu tiwariÎncă nu există evaluări
- Photoelastic and Numerical Analysis of A Sphere/plan Contact ProblemDocument7 paginiPhotoelastic and Numerical Analysis of A Sphere/plan Contact ProblemfjÎncă nu există evaluări
- Applying The Wheatstone Bridge CircuitDocument36 paginiApplying The Wheatstone Bridge CircuitMichael Kang0% (1)
- Cantilever Beam Experiment Report Strain Stress MeasurementDocument8 paginiCantilever Beam Experiment Report Strain Stress MeasurementRizqy AgungÎncă nu există evaluări
- Weld stress calculation guideDocument10 paginiWeld stress calculation guideKevin BaxterÎncă nu există evaluări
- 343 3khbDocument35 pagini343 3khbshimic32000100% (1)
- Parametric Study of Flexibility Factor For Curved Pipe and Welding ElbowsDocument9 paginiParametric Study of Flexibility Factor For Curved Pipe and Welding Elbowsbam_1962Încă nu există evaluări
- D11 1 Holedrilling PDFDocument9 paginiD11 1 Holedrilling PDFzoranmiskovicÎncă nu există evaluări
- En1170-5 1997Document4 paginiEn1170-5 1997Abdullah Talha TuranÎncă nu există evaluări
- Strain Measurement and Analysis On The Load in Universal Testing MachineDocument7 paginiStrain Measurement and Analysis On The Load in Universal Testing MachineInternational Journal of Application or Innovation in Engineering & ManagementÎncă nu există evaluări
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDe la EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsÎncă nu există evaluări
- 2020 Calendar Template Year at A GlanceDocument2 pagini2020 Calendar Template Year at A Glancesatish_trivediÎncă nu există evaluări
- 2020 Business Employee Vacation RequestDocument1 pagină2020 Business Employee Vacation Requestsatish_trivediÎncă nu există evaluări
- GL SpecialtyDocument32 paginiGL Specialtysatish_trivediÎncă nu există evaluări
- WB Road Map - West Bengal Road MapDocument2 paginiWB Road Map - West Bengal Road Mapsatish_trivediÎncă nu există evaluări
- Jharkhandroads: Close WindowDocument1 paginăJharkhandroads: Close Windowsatish_trivediÎncă nu există evaluări
- Car - Lubricant-Presentation4Document36 paginiCar - Lubricant-Presentation4Gia Nico100% (1)
- ChandigarhDocument2 paginiChandigarhsatish_trivediÎncă nu există evaluări
- Arunachal Pradesh PDFDocument1 paginăArunachal Pradesh PDFsatish_trivediÎncă nu există evaluări
- Gujarat PDFDocument1 paginăGujarat PDFsatish_trivediÎncă nu există evaluări
- Gujarat PDFDocument1 paginăGujarat PDFsatish_trivediÎncă nu există evaluări
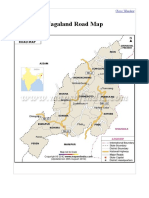
- Nagaland PDFDocument1 paginăNagaland PDFsatish_trivediÎncă nu există evaluări
- Tripura Road Map: Close WindowDocument2 paginiTripura Road Map: Close Windowsatish_trivediÎncă nu există evaluări
- Interview GuideDocument39 paginiInterview GuideVarsha1003Încă nu există evaluări
- Assam Road Map: Close WindowDocument1 paginăAssam Road Map: Close Windowsatish_trivediÎncă nu există evaluări
- Manipur Road Map: Close WindowDocument1 paginăManipur Road Map: Close Windowsatish_trivediÎncă nu există evaluări
- Fundamentals of EAF and Ladle Slags and Ladle Refining PrinciplesDocument73 paginiFundamentals of EAF and Ladle Slags and Ladle Refining Principlessatish_trivediÎncă nu există evaluări
- Bihar Road Map: Close WindowDocument1 paginăBihar Road Map: Close Windowsatish_trivediÎncă nu există evaluări
- Arunachal Pradesh Road Map: Close WindowDocument1 paginăArunachal Pradesh Road Map: Close Windowsatish_trivediÎncă nu există evaluări
- Industrial Training Presentation NBCDocument31 paginiIndustrial Training Presentation NBCSuraj Singh Mehta100% (2)
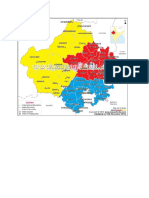
- Rajasthan Area MapDocument1 paginăRajasthan Area Mapsatish_trivediÎncă nu există evaluări
- Matrix ThinkingDocument102 paginiMatrix Thinkingskiiidse100% (12)
- List of Districts of Madhya PradeshDocument2 paginiList of Districts of Madhya Pradeshsatish_trivediÎncă nu există evaluări
- Handbook of Channel MarketingDocument225 paginiHandbook of Channel Marketingsharmakundan1988Încă nu există evaluări
- Forklift Training ManualDocument19 paginiForklift Training Manualdexxter201250% (2)
- Become An Idea Machine Because Ideas Are The Currency of The 21st Century PDFDocument708 paginiBecome An Idea Machine Because Ideas Are The Currency of The 21st Century PDFsatish_trivediÎncă nu există evaluări
- Chess Teaching ManualDocument303 paginiChess Teaching Manuallavallee2883Încă nu există evaluări
- Reinvent Yourself in 30daysDocument12 paginiReinvent Yourself in 30days1basao100% (4)
- All Student Submissions For Cycle 3Document13 paginiAll Student Submissions For Cycle 3satish_trivediÎncă nu există evaluări
- Teaching Chess With MiniGamesDocument84 paginiTeaching Chess With MiniGamesMichael SkiesÎncă nu există evaluări
- Jan 15 PDFDocument72 paginiJan 15 PDFsatish_trivediÎncă nu există evaluări
- G12 Circular Pocket Milling CW G13 Circular Pocket Milling CCW Group 00Document3 paginiG12 Circular Pocket Milling CW G13 Circular Pocket Milling CCW Group 00anwar anwaryÎncă nu există evaluări
- FOURTH QUARTERLY EXAMINATION (GRADE 11Document4 paginiFOURTH QUARTERLY EXAMINATION (GRADE 11Carmilleah Freyjah100% (1)
- Chapter 2Document39 paginiChapter 2aisyahazaliÎncă nu există evaluări
- Mca Jntu SyllabusDocument87 paginiMca Jntu Syllabusapi-26137287100% (7)
- HCDPDocument92 paginiHCDPMuddassar SultanÎncă nu există evaluări
- CbotDocument6 paginiCbottarunaÎncă nu există evaluări
- In Order To Implement A Set of Rules / Tutorialoutlet Dot ComDocument42 paginiIn Order To Implement A Set of Rules / Tutorialoutlet Dot Comjorge0050Încă nu există evaluări
- A-Level Math & Logic Challenge 2010Document9 paginiA-Level Math & Logic Challenge 2010Faith HoÎncă nu există evaluări
- Implementation of Aes Algorithm Using Verilog: Gireesh Kumar P, P. Mahesh KumarDocument4 paginiImplementation of Aes Algorithm Using Verilog: Gireesh Kumar P, P. Mahesh KumarVasanth VasuÎncă nu există evaluări
- Theis Confined Aquifer Test AnalysisDocument5 paginiTheis Confined Aquifer Test AnalysisAlberto RicardoÎncă nu există evaluări
- SIMO Combi InvarianceDocument2 paginiSIMO Combi InvarianceKhor Shi-Jie100% (1)
- Rule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Document6 paginiRule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Anonymous 7ZTcBnÎncă nu există evaluări
- Quantitative Finance: 1 Probability and StatisticsDocument2 paginiQuantitative Finance: 1 Probability and StatisticsVidaup40Încă nu există evaluări
- Programming Fundamentals Assignment SolutionsDocument10 paginiProgramming Fundamentals Assignment Solutionsali anwarÎncă nu există evaluări
- Mastering Math M3BDocument282 paginiMastering Math M3BKyo Toey80% (5)
- 2 Question BankDocument3 pagini2 Question BankghuklÎncă nu există evaluări
- Wrms Tutoring List 2018-2019Document1 paginăWrms Tutoring List 2018-2019api-236336347Încă nu există evaluări
- Michael Ruggiero ResumeDocument1 paginăMichael Ruggiero ResumeMÎncă nu există evaluări
- C Algorithms For Real-Time DSP - EMBREEDocument125 paginiC Algorithms For Real-Time DSP - EMBREELuiz Carlos da SilvaÎncă nu există evaluări
- Internet Homework Problems on Time Studies and Standard TimesDocument2 paginiInternet Homework Problems on Time Studies and Standard TimesRohit WadhwaniÎncă nu există evaluări
- Working With Excel Refreshing Math Skills For ManagementDocument148 paginiWorking With Excel Refreshing Math Skills For ManagementKulbir Singh100% (1)
- Assignment 1 - 1618 - PresentationDocument15 paginiAssignment 1 - 1618 - Presentationzamui sukiÎncă nu există evaluări
- Wendler 5-3-1Document36 paginiWendler 5-3-1S.h. HanÎncă nu există evaluări
- 11 Material ModelingDocument16 pagini11 Material ModelingradhakrishnanÎncă nu există evaluări
- MasterProgramming - in - BCA C Programing Assignment 2021Document79 paginiMasterProgramming - in - BCA C Programing Assignment 2021Debnath SahaÎncă nu există evaluări
- PSPP TutorialDocument24 paginiPSPP Tutorialyarrha100% (1)
- Limits, Fits and TolerancesDocument26 paginiLimits, Fits and TolerancesItemogeng Bernatt BabeÎncă nu există evaluări
- Inventory System ThesisDocument94 paginiInventory System ThesisFatima Gorre ConcepcionÎncă nu există evaluări
- Syllabus Btech Aerospace Engineering 2019Document154 paginiSyllabus Btech Aerospace Engineering 2019aerorockÎncă nu există evaluări
- Tower of Hanoi Micro ProjectDocument27 paginiTower of Hanoi Micro ProjectRusherz WØLFÎncă nu există evaluări