S-ar putea să vă placă și
- Chevelle Performance Projects: 1964-1972De la EverandChevelle Performance Projects: 1964-1972Evaluare: 4.5 din 5 stele4.5/5 (2)
- Diesel Engine Care and Repair: A Captain's Quick GuideDe la EverandDiesel Engine Care and Repair: A Captain's Quick GuideEvaluare: 5 din 5 stele5/5 (1)
- 7MH7218 Siemens Milltronics MWL Weight LifterDocument1 pagină7MH7218 Siemens Milltronics MWL Weight LifterEong Huat Corporation Sdn BhdÎncă nu există evaluări
- HYDRAULIC POWER UNIT MANUALDocument21 paginiHYDRAULIC POWER UNIT MANUALChancadores ChileÎncă nu există evaluări
- ST100 Spec Rev 3.01Document4 paginiST100 Spec Rev 3.01usuario29000Încă nu există evaluări
- Belt Tracking For Belt ConveyorDocument2 paginiBelt Tracking For Belt ConveyorhadimarviÎncă nu există evaluări
- Everything You Need to Know About Conveyor Systems Design and ComponentsDocument10 paginiEverything You Need to Know About Conveyor Systems Design and ComponentsRaja PalasaÎncă nu există evaluări
- V 2172 0020 0031 - Rev - 6 (3458748)Document262 paginiV 2172 0020 0031 - Rev - 6 (3458748)Miguel Anibal Mejia BravoÎncă nu există evaluări
- Sandvik Welding HandbookDocument143 paginiSandvik Welding HandbookFederico74Încă nu există evaluări
- 3' X 5' Rod - Ball MillDocument2 pagini3' X 5' Rod - Ball MillRicardo RodriguezÎncă nu există evaluări
- Cerro Verde Production Unit Expansion: Ludowici Vibrating Screens Installation Sequence Document No. SN-100462-MD18Document5 paginiCerro Verde Production Unit Expansion: Ludowici Vibrating Screens Installation Sequence Document No. SN-100462-MD18jhonÎncă nu există evaluări
- OreFlow Australia BrochureDocument14 paginiOreFlow Australia BrochureshanhardÎncă nu există evaluări
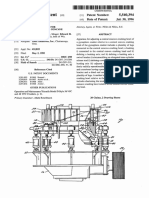
- Us 5540394Document10 paginiUs 5540394estramilsolutionÎncă nu există evaluări
- S3 Product Range - EnglishDocument35 paginiS3 Product Range - EnglishJuan Esteban Luque ZegarraÎncă nu există evaluări
- Blade & Arm Cylinder PartsDocument132 paginiBlade & Arm Cylinder PartsJustin Foley100% (1)
- Magnetic SeparatorsDocument18 paginiMagnetic SeparatorskarthicknlÎncă nu există evaluări
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocument8 paginiApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseÎncă nu există evaluări
- Concrete Pan Mixer GuideDocument4 paginiConcrete Pan Mixer GuideDinesh VermaÎncă nu există evaluări
- RAPTOR Cone CrusherDocument4 paginiRAPTOR Cone CrusherLuis Miguel La TorreÎncă nu există evaluări
- b5-150 Screens EngDocument7 paginib5-150 Screens Engjahangir_alam44_6764Încă nu există evaluări
- MARCY 8 X 6 Ball Mill, Shell, Gear and Liners, Parts UnitDocument2 paginiMARCY 8 X 6 Ball Mill, Shell, Gear and Liners, Parts UnitRicardo Rodriguez100% (1)
- Screw Washer A 01Document15 paginiScrew Washer A 01joule357Încă nu există evaluări
- Wmd0976 Trio Tc66 Series Cone Crusher Spec SheetDocument2 paginiWmd0976 Trio Tc66 Series Cone Crusher Spec SheetYang Wan100% (1)
- MAXIMATOR High Pressure Pumps 09 2015Document40 paginiMAXIMATOR High Pressure Pumps 09 2015Anonymous 8rb48tZSÎncă nu există evaluări
- Grove RT855BDocument22 paginiGrove RT855BMochamad RomiÎncă nu există evaluări
- Pans PDFDocument8 paginiPans PDFJorge Prado DiazÎncă nu există evaluări
- White Paper On Conveyor Belt CapacityDocument3 paginiWhite Paper On Conveyor Belt Capacityhimangshu mandal100% (1)
- International Knife & Saw: Superior QualityDocument2 paginiInternational Knife & Saw: Superior QualityEÎncă nu există evaluări
- Conveyor Belt: Installation, Maintenance & Troubleshooting GuideDocument5 paginiConveyor Belt: Installation, Maintenance & Troubleshooting GuideGuru Raja Ragavendran Nagarajan100% (1)
- Grizzly FeederDocument2 paginiGrizzly FeederChandra ShekarÎncă nu există evaluări
- Apron Feeder SpecDocument2 paginiApron Feeder Spec20106285Încă nu există evaluări
- Brochure Nordberg HP Series 4236-10-22 en AggDocument20 paginiBrochure Nordberg HP Series 4236-10-22 en Aggkev YÎncă nu există evaluări
- Wire Rope ConstructionsDocument34 paginiWire Rope ConstructionsrustamriyadiÎncă nu există evaluări
- SKF Couplings Catalogue 6897 SKFDocument72 paginiSKF Couplings Catalogue 6897 SKFAriel Linder Ureña MontenegroÎncă nu există evaluări
- MF 750 CS - enDocument18 paginiMF 750 CS - ensteph_4458Încă nu există evaluări
- Telestack Titan Bulk Reception Feeders Brochure 2017Document16 paginiTelestack Titan Bulk Reception Feeders Brochure 2017Alok MehtaÎncă nu există evaluări
- ECT Symons 7s For SaleDocument2 paginiECT Symons 7s For SaleOrlando MelipillanÎncă nu există evaluări
- AMIT 135 - Lesson 5 Crushing - Mining Mill Operator TrainingDocument26 paginiAMIT 135 - Lesson 5 Crushing - Mining Mill Operator Trainingtolun edu100% (1)
- Helium-Neon Laser Series: User's ManualDocument43 paginiHelium-Neon Laser Series: User's ManualSajjad4434Încă nu există evaluări
- Soft-start couplings optimize conveyor drivesDocument8 paginiSoft-start couplings optimize conveyor drivesAbhishek MohapatraÎncă nu există evaluări
- GearsDocument30 paginiGearsBernard MusonaÎncă nu există evaluări
- Zaldivar Agglomeration DrumDocument1 paginăZaldivar Agglomeration DrumKroya Hun100% (1)
- Finite Element Analysis in Jaw Crusher DesignDocument2 paginiFinite Element Analysis in Jaw Crusher Designgopinath chitturiÎncă nu există evaluări
- Suffix of BearingDocument14 paginiSuffix of BearingPirnandoTariganÎncă nu există evaluări
- CON E CO PlantPartsBook 2011Document195 paginiCON E CO PlantPartsBook 2011toloko77Încă nu există evaluări
- COnveyor SkirtsDocument4 paginiCOnveyor SkirtsdivashmÎncă nu există evaluări
- Mini Project Power Hacksaw (13) Anil.1Document41 paginiMini Project Power Hacksaw (13) Anil.1Naveen GuvvalaÎncă nu există evaluări
- Vibrating Feeder: Henan Liming Road & Bridge Heavy Industry Co., LTDDocument8 paginiVibrating Feeder: Henan Liming Road & Bridge Heavy Industry Co., LTDMiguel Pereyra OyarceÎncă nu există evaluări
- Tycan F-Class: Operation, Maintenance and Parts ManualDocument60 paginiTycan F-Class: Operation, Maintenance and Parts ManualAlexÎncă nu există evaluări
- Jaw CrusherDocument4 paginiJaw CrusherRebekah HaleÎncă nu există evaluări
- CJ613-01 IM S222.142.en-02Document92 paginiCJ613-01 IM S222.142.en-02Lucky OkoteÎncă nu există evaluări
- Optitooth Jaw Plates - Customer Testimonial Data - 2017Document8 paginiOptitooth Jaw Plates - Customer Testimonial Data - 2017danielÎncă nu există evaluări
- Modelling and Simulation of Dynamic Behaviour in Crushing PlantDocument66 paginiModelling and Simulation of Dynamic Behaviour in Crushing Plantmas26amin3465Încă nu există evaluări
- WEG BrochureDocument81 paginiWEG BrochureVasudev Agrawal67% (3)
- 1300 Maxtrak Crushing Brochure en 2014ddDocument1 pagină1300 Maxtrak Crushing Brochure en 2014ddBlake Cooley AndersonÎncă nu există evaluări
- Weigh Shark 2 MANUAL August 2021Document92 paginiWeigh Shark 2 MANUAL August 2021Nate SwaneyÎncă nu există evaluări
- SN 140638 54970 Design Plast GWB BaggerDocument57 paginiSN 140638 54970 Design Plast GWB BaggerJulio MendozaÎncă nu există evaluări
- 2595KL - OmDocument33 pagini2595KL - OmAldanah M. AlmulhimÎncă nu există evaluări
- Beltway Scale Manual 2009Document56 paginiBeltway Scale Manual 2009morris_timÎncă nu există evaluări
- Operating Manual Electronic Column Scale M20610Document8 paginiOperating Manual Electronic Column Scale M20610Bryan GarciaÎncă nu există evaluări
- FLT93 Guide Operation, Installation and Troubleshooting (06EN003312d)Document12 paginiFLT93 Guide Operation, Installation and Troubleshooting (06EN003312d)Juan Carlos Palomares BeltranÎncă nu există evaluări
- IHM Con Doble Display: Motors and DrivesDocument2 paginiIHM Con Doble Display: Motors and DrivesJuan Carlos Palomares BeltranÎncă nu există evaluări
- Yale Hand Chain Hoist Model VS: Special Designs All ModelsDocument2 paginiYale Hand Chain Hoist Model VS: Special Designs All ModelsJuan Carlos Palomares BeltranÎncă nu există evaluări
- Características: Motors and DrivesDocument2 paginiCaracterísticas: Motors and DrivesJuan Carlos Palomares BeltranÎncă nu există evaluări
- Manual Cable YaleDocument56 paginiManual Cable YaleJuan Carlos Palomares BeltranÎncă nu există evaluări
- IBW OverviewDocument32 paginiIBW OverviewAbhay SharmaÎncă nu există evaluări
- UltraTEV - Plus Trinity Mirror Case Study PDFDocument2 paginiUltraTEV - Plus Trinity Mirror Case Study PDFkenlavie2Încă nu există evaluări
- Government Polytechnic Unit Test I: Questions on Environment, InstrumentsDocument3 paginiGovernment Polytechnic Unit Test I: Questions on Environment, Instrumentssanskar andhareÎncă nu există evaluări
- Construction of Automatic Door Bell System With The Object DetectionDocument3 paginiConstruction of Automatic Door Bell System With The Object DetectionSurendra Yadav100% (1)
- 427Document56 pagini427Taca BerenjiÎncă nu există evaluări
- Isa S84.01 SisDocument110 paginiIsa S84.01 SisAlejandro EspinosaÎncă nu există evaluări
- Partial Discharge Measurement Coupling MethodsDocument2 paginiPartial Discharge Measurement Coupling MethodskashifÎncă nu există evaluări
- II B. Tech Signals and Systems Exam QuestionsDocument8 paginiII B. Tech Signals and Systems Exam QuestionsbharadwajÎncă nu există evaluări
- 22nd ANTS Call For PapersDocument1 pagină22nd ANTS Call For PapersKindg NiceÎncă nu există evaluări
- Genaral Catalog PLC PanasonicDocument36 paginiGenaral Catalog PLC Panasonicpeter08068350% (2)
- Telit GE910-QUAD DatasheetDocument2 paginiTelit GE910-QUAD DatasheetChristian Guardia CalderónÎncă nu există evaluări
- OJT Certificates Camarines Sur Polytechnic CollegeDocument5 paginiOJT Certificates Camarines Sur Polytechnic CollegeChristian Albert HuertoÎncă nu există evaluări
- Medo xb4 SeriesDocument36 paginiMedo xb4 SeriesMagda StanulewiczÎncă nu există evaluări
- T22i Car Installation Guide v1.54.4 ENG PDFDocument26 paginiT22i Car Installation Guide v1.54.4 ENG PDFJuan Carlos GiovattoÎncă nu există evaluări
- C100 Service Training Manual: 3.2L Engine Mechanical Participant HandbookDocument54 paginiC100 Service Training Manual: 3.2L Engine Mechanical Participant Handbooksertex_jo83% (6)
- Analog Electronics - U. A. Bakshi and A. P. GodseDocument124 paginiAnalog Electronics - U. A. Bakshi and A. P. GodseIrfan M IrshadÎncă nu există evaluări
- Perkin Elmer Manual Operacion Series 200 VacuumDegasser PDFDocument43 paginiPerkin Elmer Manual Operacion Series 200 VacuumDegasser PDFRuben Martinez Reyna100% (3)
- Safety and Regulatory Booklet - : © 2020 Sony CorporationDocument32 paginiSafety and Regulatory Booklet - : © 2020 Sony CorporationAbraham LunaÎncă nu există evaluări
- Samsung - NP R530 NP R730.Bremen L.ba41 XXXXXA - Rev.1.0.schematicsDocument59 paginiSamsung - NP R530 NP R730.Bremen L.ba41 XXXXXA - Rev.1.0.schematicsTuput Amadre100% (1)
- CyberClause 2915 2800Document2 paginiCyberClause 2915 2800RizwanÎncă nu există evaluări
- Digit Vol 15 Issue 09 September 2015Document132 paginiDigit Vol 15 Issue 09 September 2015SaileshÎncă nu există evaluări
- Kendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21Document2 paginiKendall ECG Electrodes Product Data Sheet: Arbo H124SG Ref. Code: 31.1245.21maria jose rodriguez lopezÎncă nu există evaluări
- Materi Aplikasi-Relay Dan SensorDocument35 paginiMateri Aplikasi-Relay Dan SensorBudi SasmitoÎncă nu există evaluări
- ICE SyllabusDocument122 paginiICE SyllabusMaths Is MagicÎncă nu există evaluări
- J5200Document5 paginiJ5200Yan TyÎncă nu există evaluări
- Downloads Drivers Ds800 Development Suite Software 4 1 Ds800 en 133388Document2 paginiDownloads Drivers Ds800 Development Suite Software 4 1 Ds800 en 133388saoÎncă nu există evaluări
- Egm 60 AfDocument4 paginiEgm 60 Afأبو زينب المهندسÎncă nu există evaluări
- Philips 70fc930 Cassette Deck Service Manual (Indexed)Document55 paginiPhilips 70fc930 Cassette Deck Service Manual (Indexed)Ugo RampazzoÎncă nu există evaluări
- Synchronous Generator Modeling Using MatlabDocument6 paginiSynchronous Generator Modeling Using MatlabJennifer AndersonÎncă nu există evaluări
- Olympus MU-1 Light Source - Service ManualDocument28 paginiOlympus MU-1 Light Source - Service ManualJorge AnayaÎncă nu există evaluări