S-ar putea să vă placă și
- Problemas de Termo Cap 3 (36, 43, 114, 121)Document4 paginiProblemas de Termo Cap 3 (36, 43, 114, 121)María Serrano100% (2)
- Balance EncurtidoDocument2 paginiBalance EncurtidoDania Quispe0% (1)
- UF1181 - Maduración y envasado de quesosDe la EverandUF1181 - Maduración y envasado de quesosEvaluare: 5 din 5 stele5/5 (1)
- Mermelada de NaranjaDocument3 paginiMermelada de NaranjaCristiam Paul AQÎncă nu există evaluări
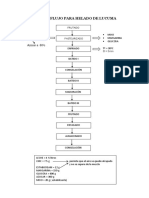
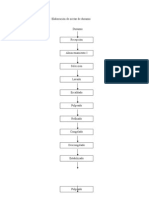
- Elaboración de Helado de LúcumaDocument3 paginiElaboración de Helado de LúcumaDaniel Radclinffe Flores100% (1)
- Teoria de Leche Pasteurizada y TermizadaDocument6 paginiTeoria de Leche Pasteurizada y TermizadaLUISA FERNANDA FERNANDEZ VERGARAÎncă nu există evaluări
- Envases Tipo PouchDocument23 paginiEnvases Tipo PouchLalo Salas SanchezÎncă nu există evaluări
- Practica N 5 Elaboracion de Gomitas I .Document18 paginiPractica N 5 Elaboracion de Gomitas I .rsantezÎncă nu există evaluări
- Diagrama de Flujo CarameloDocument5 paginiDiagrama de Flujo CarameloFernando Sanchez Flores0% (1)
- Cap 13 SOLUCIONDocument44 paginiCap 13 SOLUCIONDaNteÎncă nu există evaluări
- Diagrama de Flujo CarameloDocument5 paginiDiagrama de Flujo CarameloFernando Sanchez Flores0% (1)
- UNE-EN 13766: Norma EspañolaDocument4 paginiUNE-EN 13766: Norma Españolarafecar0% (1)
- Curso de Capacitación - Relés Relion 615 SeriesDocument98 paginiCurso de Capacitación - Relés Relion 615 SerieseyachachinÎncă nu există evaluări
- Tarea QuimicaDocument2 paginiTarea QuimicaAdanParedesTarazona100% (1)
- Flujograma 2Document2 paginiFlujograma 2PAOLA ALEJANDRA RODRIGUEZ MAMANIÎncă nu există evaluări
- Diagrama de Preparacion de HeladoDocument12 paginiDiagrama de Preparacion de HeladoANDREAÎncă nu există evaluări
- PROCESODocument11 paginiPROCESOShedenka Mishel Perez LluscoÎncă nu există evaluări
- Helado de Crema - Lehe ChocolatadaDocument2 paginiHelado de Crema - Lehe ChocolatadagloriaÎncă nu există evaluări
- Diagrama de Flujo Caramelos DurosDocument2 paginiDiagrama de Flujo Caramelos DurosJohann Alexander100% (1)
- Almidón ModificadoDocument9 paginiAlmidón ModificadoPolett JuradoÎncă nu există evaluări
- INFORME-N3-DE-NECTAR-DE-CARAMBOLA-copia (Autoguardado)Document19 paginiINFORME-N3-DE-NECTAR-DE-CARAMBOLA-copia (Autoguardado)B Gutierrez RolyÎncă nu există evaluări
- Leche Saborisada InformeDocument17 paginiLeche Saborisada Informejhon enriquezÎncă nu există evaluări
- Diagrama de Flujo GuayabaDocument2 paginiDiagrama de Flujo GuayabaLuisa Fernanda Ruiz ValdesÎncă nu există evaluări
- Elaboración de Manjar BlancoDocument36 paginiElaboración de Manjar BlancoOscar HuamanÎncă nu există evaluări
- Practica N°7 Elaboración de MarsmallowsDocument17 paginiPractica N°7 Elaboración de MarsmallowsgabÎncă nu există evaluări
- Diagrama de Flujo Elaboración de Hojaldre CongeladoDocument1 paginăDiagrama de Flujo Elaboración de Hojaldre CongeladoJefferson Cerquera incapie100% (2)
- Metodologia VegeDocument14 paginiMetodologia VegeManuel Alejandro DSÎncă nu există evaluări
- Marco Teorico HeladosDocument2 paginiMarco Teorico Heladosyoleth50% (2)
- Informe de Mermelada de Tomate de Arbol (Terminado)Document5 paginiInforme de Mermelada de Tomate de Arbol (Terminado)JOSE DAVID TORRES GONZALEZÎncă nu există evaluări
- Calabresa Informe de JuanfavioDocument3 paginiCalabresa Informe de JuanfavioEber Chipana SanchezÎncă nu există evaluări
- Confites y ChocolateríaDocument1 paginăConfites y ChocolateríaAlexandra AvilaÎncă nu există evaluări
- Practica 3 - Elaboracion de Nectar de NaranjaDocument15 paginiPractica 3 - Elaboracion de Nectar de NaranjaJavier Vicente Alvarez50% (2)
- Flujograma de Harina de YucaDocument2 paginiFlujograma de Harina de YucaDiana Yesica Muñoz Cisneros100% (2)
- Diagramas de Flujo para La Laboracion de Snack de PapaDocument11 paginiDiagramas de Flujo para La Laboracion de Snack de PapaCesar Eli Tirado Goicochea100% (1)
- Almibar de PiñaDocument14 paginiAlmibar de Piñameleny yupanqui100% (1)
- Elaboracion Del Nectar de DuraznoDocument10 paginiElaboracion Del Nectar de DuraznoPepitoÎncă nu există evaluări
- Cual Es El Tiempo de Vida de Una Leche ChocolatadaDocument5 paginiCual Es El Tiempo de Vida de Una Leche ChocolatadaLizeth Liz OlandaÎncă nu există evaluări
- Diagrama de Flujo de Helado de BetarragaDocument4 paginiDiagrama de Flujo de Helado de BetarragaStefani Ucsa Santoyo100% (1)
- Diagrama de Flujo para Helado de LucumaDocument10 paginiDiagrama de Flujo para Helado de LucumaJaime LLontop Yovera100% (2)
- Defectos GomitasDocument1 paginăDefectos GomitasSam100% (1)
- Caso Practico de Un EvaporadorDocument4 paginiCaso Practico de Un EvaporadorLAIME MATAMORO CIRILOÎncă nu există evaluări
- Resultados y Discusiones EncurtidoswdwDocument7 paginiResultados y Discusiones EncurtidoswdwOscar Vasquez Correa100% (3)
- Control Estadístico para El Nectar de FrugosDocument32 paginiControl Estadístico para El Nectar de FrugosJeffersonRaúlCórdovaBaldera100% (1)
- Defectos de La Producción de Fruta ConfitadaDocument1 paginăDefectos de La Producción de Fruta ConfitadaJefferson Ivan REÎncă nu există evaluări
- Diagrama de Flujo Barra Energetica Ahuanari Reategui KatiuscaDocument1 paginăDiagrama de Flujo Barra Energetica Ahuanari Reategui KatiuscaKatiusca Fio AhuanariÎncă nu există evaluări
- Leche Fluida Operaciones PreliminaresDocument9 paginiLeche Fluida Operaciones PreliminaresSylÎncă nu există evaluări
- Procesamientos de ToffeesDocument10 paginiProcesamientos de Toffeesyanina25100% (1)
- Deshidratacion de Zanahoria Por Cabina Con Aire CalienteDocument12 paginiDeshidratacion de Zanahoria Por Cabina Con Aire CalienteNury Marquez Alvis100% (1)
- Analisis de Peligors Materiales para TalleresDocument10 paginiAnalisis de Peligors Materiales para TalleresMariana Gil GodoyÎncă nu există evaluări
- Viscosidad de AlimentosDocument7 paginiViscosidad de Alimentosdenis100% (1)
- Informe SalchichaDocument6 paginiInforme SalchichasantytazÎncă nu există evaluări
- Informe Zanahoria ConfitadaDocument29 paginiInforme Zanahoria ConfitadaGustavo Morales100% (3)
- Mermelada de Mandarina Listo 1Document21 paginiMermelada de Mandarina Listo 1Samanta Machado100% (1)
- Fechas de Vencimiento para ComidaDocument4 paginiFechas de Vencimiento para ComidaOrt SrdÎncă nu există evaluări
- Crema IndustrialDocument4 paginiCrema IndustrialVic Vale50% (2)
- Elaboracion de Almibar de PiñaDocument6 paginiElaboracion de Almibar de Piñafra romario mamani paredesÎncă nu există evaluări
- Trabajo 09. Identificación de Insumo Por El Cual Se Acoge A Los Beneficios Como El DrawbackDocument4 paginiTrabajo 09. Identificación de Insumo Por El Cual Se Acoge A Los Beneficios Como El DrawbackTania CruzadoÎncă nu există evaluări
- Aporte Elaboracion de MermeladaDocument7 paginiAporte Elaboracion de MermeladaCamilo Andres Calderon CarrizosaÎncă nu există evaluări
- 11p Ejercicios DOP y DAPDocument3 pagini11p Ejercicios DOP y DAP11rozy0280% (5)
- Proceso de Elaboracion MermeladasDocument10 paginiProceso de Elaboracion MermeladasPedro Estrella ParianÎncă nu există evaluări
- Elaboracion de QuesoDocument25 paginiElaboracion de QuesoEnrique Cardenas ArzapaloÎncă nu există evaluări
- Capitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsDocument16 paginiCapitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsLuis Jose Moya SandovalÎncă nu există evaluări
- Guía Ejercicios DOPDocument6 paginiGuía Ejercicios DOPISCO100% (1)
- Nuevo Documento de Microsoft WordDocument6 paginiNuevo Documento de Microsoft WordMiguel Angel Sejas VillarroelÎncă nu există evaluări
- Procesos de Elaboraion de Cerveza Artezanal ACLDocument3 paginiProcesos de Elaboraion de Cerveza Artezanal ACLGuissella Mena LugoÎncă nu există evaluări
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe la EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraÎncă nu există evaluări
- Informe Nº1 de CarnicasDocument9 paginiInforme Nº1 de CarnicasFernando Sanchez FloresÎncă nu există evaluări
- Info 1 (Tecno 1)Document12 paginiInfo 1 (Tecno 1)Fernando Sanchez FloresÎncă nu există evaluări
- Bases Amc Pizarras AcrilicasDocument39 paginiBases Amc Pizarras AcrilicasFernando Sanchez FloresÎncă nu există evaluări
- Introduccion A La Ingenieria de Alimentos Cap. IDocument12 paginiIntroduccion A La Ingenieria de Alimentos Cap. IFernando Sanchez FloresÎncă nu există evaluări
- Intercambiadores de CalorDocument7 paginiIntercambiadores de CalorFernando Sanchez FloresÎncă nu există evaluări
- Diagrama de Flujo Nectardurazno LecheUHTDocument8 paginiDiagrama de Flujo Nectardurazno LecheUHTFernando Sanchez FloresÎncă nu există evaluări
- Diagrama de Flujo Café VerdeDocument4 paginiDiagrama de Flujo Café VerdeFernando Sanchez Flores0% (1)
- Efecto de Multiples BarrerasDocument173 paginiEfecto de Multiples BarrerasFernando Sanchez FloresÎncă nu există evaluări
- 02 FísicayanestesiaDocument6 pagini02 FísicayanestesiaErnesto Pacheco100% (1)
- El ABC de Las Instalaciones Eléctricas (AIEAS)Document5 paginiEl ABC de Las Instalaciones Eléctricas (AIEAS)DinastíaÎncă nu există evaluări
- Construya Una Fuente de Poder SimpleDocument3 paginiConstruya Una Fuente de Poder SimpleRichard Ivan Huaraca BuñayÎncă nu există evaluări
- Shrinkage 2Document45 paginiShrinkage 2Ignacio Burgos Del CantoÎncă nu există evaluări
- HDSM - 0181-E - GAS LICUADO DE PETROLEO (GLP) - 01.07.2018 (Pluspetrol)Document7 paginiHDSM - 0181-E - GAS LICUADO DE PETROLEO (GLP) - 01.07.2018 (Pluspetrol)Edwin MARIN CABRERAÎncă nu există evaluări
- Bachiller Mantenimiento de CalderasDocument64 paginiBachiller Mantenimiento de Calderasluis huaman paredes100% (2)
- Aplicación de La Termodinámica A Sistemas BiologicosDocument2 paginiAplicación de La Termodinámica A Sistemas BiologicosIan Gonzalez100% (4)
- Fichas Evaluación Cualitativa de SoldaduraDocument163 paginiFichas Evaluación Cualitativa de SoldaduraMaría José MirandaÎncă nu există evaluări
- PapelDocument7 paginiPapelGildardo PorrasÎncă nu există evaluări
- Relación Problemas Motores EléctricosDocument2 paginiRelación Problemas Motores EléctricosMaikel Torres RamirezÎncă nu există evaluări
- Herdez Costo IVDocument5 paginiHerdez Costo IVbrendaÎncă nu există evaluări
- Plan de La Patria Con Relación Al Cambio ClimáticoDocument2 paginiPlan de La Patria Con Relación Al Cambio ClimáticoMaria BarriosÎncă nu există evaluări
- NEC-Cap16 - INSTALACIONES HIDROSANITARIAS - Enero - Entregable PDFDocument43 paginiNEC-Cap16 - INSTALACIONES HIDROSANITARIAS - Enero - Entregable PDFEmerson GrandaÎncă nu există evaluări
- Tarea de Taller de Investigacion.Document6 paginiTarea de Taller de Investigacion.Luis OchoaÎncă nu există evaluări
- Resistencia TérmicaDocument9 paginiResistencia TérmicaMARCO MAYÎncă nu există evaluări
- Articulo Evolucion de La BombillaDocument8 paginiArticulo Evolucion de La BombillaADMINISTRACION ARINCO ESTUDIO SASÎncă nu există evaluări
- ANEMÓMETRODocument8 paginiANEMÓMETROLeejhory GutierrezÎncă nu există evaluări
- Lab 7 Estudio Estatico de Un Resorte - CompressDocument6 paginiLab 7 Estudio Estatico de Un Resorte - CompressMARIA CAMILA GUERRERO ANAYAÎncă nu există evaluări
- Medicion de Iluminacion Interiores PracticaDocument7 paginiMedicion de Iluminacion Interiores PracticaEmilio Daniel Villalba LozanoÎncă nu există evaluări
- Manual Operador t86Document256 paginiManual Operador t86Tomas Luis Morales PerezÎncă nu există evaluări
- Clases Termo Fluidos UssDocument32 paginiClases Termo Fluidos UsskathyÎncă nu există evaluări
- Reporte 6 de Fico V-1Document8 paginiReporte 6 de Fico V-1Emmanuel Romero CarreñoÎncă nu există evaluări
- Manual Usuario RTR160 PDFDocument64 paginiManual Usuario RTR160 PDFCamilo Andres Penagos S.Încă nu există evaluări
- Catalogo de Valvulas Dixon 2 Oct 2013Document28 paginiCatalogo de Valvulas Dixon 2 Oct 2013cristobal_tl2277Încă nu există evaluări
- C.V. Fabricio ArceDocument11 paginiC.V. Fabricio ArceJunior BerriosÎncă nu există evaluări
- Glosario de Términos HCDocument17 paginiGlosario de Términos HCMAURICIO NICOLAS SOLIZ GUILLENÎncă nu există evaluări