S-ar putea să vă placă și
- 5 Steps To A 5 AP Physics C 2017 - McGraw-HillDocument299 pagini5 Steps To A 5 AP Physics C 2017 - McGraw-HillRishit Kalra100% (1)
- Ws - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiaDocument1 paginăWs - No. C Si MN P S CR Mo Ni NB Ti Ws - No. DIN BS Astm / Aisi Gost % % % % % % % % % % Germany Great Britain USA RussiamengineeringÎncă nu există evaluări
- Cutlas Motor ReparaciónDocument24 paginiCutlas Motor ReparaciónfeaaÎncă nu există evaluări
- Erection Manual - Tank Stand (Galv Steel) PDFDocument8 paginiErection Manual - Tank Stand (Galv Steel) PDFhuyenthaigia100% (1)
- Brushless AlternatorDocument10 paginiBrushless AlternatorArun GouthamÎncă nu există evaluări
- Quality and Environment Manual Revision 28Document23 paginiQuality and Environment Manual Revision 28Gabriel GaraventaÎncă nu există evaluări
- Gagemaker-Thread-Measurement FERSTDocument22 paginiGagemaker-Thread-Measurement FERSTHERNANDO CASTILLOÎncă nu există evaluări
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- Hand Operated Can CrusherDocument60 paginiHand Operated Can CrusherParen Trivedi100% (2)
- High Voltage Porosity2Document14 paginiHigh Voltage Porosity2Alejandro EstremadoyroÎncă nu există evaluări
- Permaglide Glijlagers LRDocument76 paginiPermaglide Glijlagers LRVitor GodoyÎncă nu există evaluări
- Aac Spec 373001 PDFDocument13 paginiAac Spec 373001 PDFJakesÎncă nu există evaluări
- Emm 3506 - Group 3Document132 paginiEmm 3506 - Group 3Griffin ThomasÎncă nu există evaluări
- Astm A788Document10 paginiAstm A788Lucas Prezotto Puertas ErnandesÎncă nu există evaluări
- Belt Conveyor Pulley Design - Why The FailuresDocument9 paginiBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiÎncă nu există evaluări
- Measuring Strain with Electrical and Optical DevicesDocument10 paginiMeasuring Strain with Electrical and Optical DevicesvigneshwarimahamuniÎncă nu există evaluări
- Vdocuments - MX Emr3 System Description 091107 1Document96 paginiVdocuments - MX Emr3 System Description 091107 1yudiÎncă nu există evaluări
- Jaw Crusher Eng 20141031 PDFDocument12 paginiJaw Crusher Eng 20141031 PDFBkiri AbderrahimÎncă nu există evaluări
- A Tension-Torsion Creep-Rupture Testing MachineDocument7 paginiA Tension-Torsion Creep-Rupture Testing MachineMyles JingÎncă nu există evaluări
- A147430 PDFDocument146 paginiA147430 PDFRoman GrantÎncă nu există evaluări
- Belt Slippage SPWP1178ENPR-01Document2 paginiBelt Slippage SPWP1178ENPR-01JrbritoÎncă nu există evaluări
- PBL Series K CatalougeDocument117 paginiPBL Series K CatalougeankitkanujiyaÎncă nu există evaluări
- Carbon Steel Tee Rails: Standard Specification ForDocument7 paginiCarbon Steel Tee Rails: Standard Specification ForAAYÎncă nu există evaluări
- A Study On Low Magnetic PermeabilityDocument28 paginiA Study On Low Magnetic PermeabilitymishikhanÎncă nu există evaluări
- Fabian Enrique Ortiz A.: Technician Operator Oil ProductionDocument2 paginiFabian Enrique Ortiz A.: Technician Operator Oil ProductionFabianii OrtizÎncă nu există evaluări
- Phu Tung YokeDocument19 paginiPhu Tung YokeAnh TranÎncă nu există evaluări
- GS52Document3 paginiGS52S.Hasan MirasadiÎncă nu există evaluări
- 980e 4 PDFDocument16 pagini980e 4 PDFnikbeam0% (1)
- E-ABRASIC P 12 To P 220: For Coated Abrasives ProductsDocument2 paginiE-ABRASIC P 12 To P 220: For Coated Abrasives ProductsBas100% (1)
- 1996 Edition Part-3 Under Ground Coal Mining IdlersDocument14 pagini1996 Edition Part-3 Under Ground Coal Mining Idlersyadiki1964Încă nu există evaluări
- Almen Strip Holders: Meets SAE J442Document2 paginiAlmen Strip Holders: Meets SAE J442donhan91Încă nu există evaluări
- QAP - Reclaimer Feeder - Haldia - R (0) - 17.09.2021Document3 paginiQAP - Reclaimer Feeder - Haldia - R (0) - 17.09.2021Mohammad AdilÎncă nu există evaluări
- Welding Procedure SpecificationDocument3 paginiWelding Procedure SpecificationMark Jason M. BrualÎncă nu există evaluări
- MKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Document12 paginiMKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Penny YapÎncă nu există evaluări
- Is 7001 1989Document14 paginiIs 7001 1989Kevin100% (1)
- Standard Torque List Loesche-425101E0Document1 paginăStandard Torque List Loesche-425101E0Yhane Hermann BackÎncă nu există evaluări
- Is Iso 6547 1981Document9 paginiIs Iso 6547 1981Govind RaoÎncă nu există evaluări
- Pre-Heating & Post Heating ProcedureDocument2 paginiPre-Heating & Post Heating ProcedureMohammad AdilÎncă nu există evaluări
- Manual Técnico de Parafusos - BOSSARDDocument85 paginiManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- E1102m PDFDocument283 paginiE1102m PDFBhawani Singh RajawatÎncă nu există evaluări
- TorcUP Ultrasonic Bolt Tension Monitor TLMDocument183 paginiTorcUP Ultrasonic Bolt Tension Monitor TLMmirador2222Încă nu există evaluări
- Sensitivity and Reliability of Commercial Drill-String Inspection ServicesDocument8 paginiSensitivity and Reliability of Commercial Drill-String Inspection ServicesFélix Gallo CruzÎncă nu există evaluări
- Steel Grades Material and Chemical Composition InformationDocument2 paginiSteel Grades Material and Chemical Composition InformationMitesh PhalakÎncă nu există evaluări
- Probe Catalog From United-NDTDocument19 paginiProbe Catalog From United-NDTtanzil10100% (1)
- NDT From WikiDocument11 paginiNDT From WikiRohan ChauguleÎncă nu există evaluări
- Precise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityDocument13 paginiPrecise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityShamik ChowdhuryÎncă nu există evaluări
- Gagemaker Calibration EquipmentDocument6 paginiGagemaker Calibration EquipmentDaniel PradityaÎncă nu există evaluări
- SDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Document15 paginiSDS28-6-5 - 380V-3-50Hz - IOM Rev 1.0 201509Ali YükselÎncă nu există evaluări
- BS Iso 4992-2Document37 paginiBS Iso 4992-2Thomas ValoÎncă nu există evaluări
- Wagon DetailDocument2 paginiWagon DetailShekher NikhilÎncă nu există evaluări
- Wire Ropes Drive Mechanism For Reciprocating Linear MotionDocument5 paginiWire Ropes Drive Mechanism For Reciprocating Linear MotionSachin KumawatÎncă nu există evaluări
- Tigweldarc Alloys: Certification of TestsDocument1 paginăTigweldarc Alloys: Certification of TestsArunÎncă nu există evaluări
- A-313 - 98Document7 paginiA-313 - 98José Ramón GutierrezÎncă nu există evaluări
- Design Guide, Spring, Pin, Coiled, SPIROLDocument24 paginiDesign Guide, Spring, Pin, Coiled, SPIROLDerekÎncă nu există evaluări
- Dynamic Analysis of Rotor Shaft Systems With Viscoelastically Supported BearingsDocument18 paginiDynamic Analysis of Rotor Shaft Systems With Viscoelastically Supported Bearingsmtajik2Încă nu există evaluări
- LINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSDocument2 paginiLINER JIG BUSHES AND DRILL BUSHES SPECIFICATIONSVinod GuptaÎncă nu există evaluări
- Jigs & Fixture PartsDocument1 paginăJigs & Fixture Parts003sureshÎncă nu există evaluări
- Natural Frequency Vibrating ScreenDocument7 paginiNatural Frequency Vibrating ScreenJuliana AguiarÎncă nu există evaluări
- Tweco Welding Catalogue 2001Document84 paginiTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- CP120B & CP160B Portable X-Ray GeneratorsDocument2 paginiCP120B & CP160B Portable X-Ray GeneratorsKirke Andrew Wrubel MoreiraÎncă nu există evaluări
- AMPCO Product Guide-TB2020-EN-12Document44 paginiAMPCO Product Guide-TB2020-EN-12elwathig bakhiet100% (1)
- HSD PDFDocument3 paginiHSD PDFDavid AguilarÎncă nu există evaluări
- As 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andDocument8 paginiAs 2821-2003 Fluid Power Systems and Components - Cylinders - Identification Code For Mounting Dimensions andSAI Global - APACÎncă nu există evaluări
- Is-4696-1 2004Document7 paginiIs-4696-1 2004ofajÎncă nu există evaluări
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDe la EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- Nove Konstrukcije Zupčastih KaiševaDocument6 paginiNove Konstrukcije Zupčastih KaiševaBlaza StojanovicÎncă nu există evaluări
- Tribomechanical Systems in DesignDocument10 paginiTribomechanical Systems in DesignBlaza StojanovicÎncă nu există evaluări
- WEAR PROPERTIES OF A356/10SiC/1Gr HYBRID COMPOSITES IN LUBRICATED SLIDING CONDITIONSDocument6 paginiWEAR PROPERTIES OF A356/10SiC/1Gr HYBRID COMPOSITES IN LUBRICATED SLIDING CONDITIONSBlaza StojanovicÎncă nu există evaluări
- Cross Shaft Design From The Aspect of CapacityDocument7 paginiCross Shaft Design From The Aspect of CapacityBlaza StojanovicÎncă nu există evaluări
- The Influence of Lubricant On Friction Coefficient of Hybrid Al-Sic-Gr CompositesDocument7 paginiThe Influence of Lubricant On Friction Coefficient of Hybrid Al-Sic-Gr CompositesBlaza StojanovicÎncă nu există evaluări
- Determination of Tooth Clearances at Trochoidal PumpDocument10 paginiDetermination of Tooth Clearances at Trochoidal PumpBlaza StojanovicÎncă nu există evaluări
- Wear Properties of A356/10SiC/1Gr Hybrid Composites in Lubricated Sliding ConditionsDocument7 paginiWear Properties of A356/10SiC/1Gr Hybrid Composites in Lubricated Sliding ConditionsBlaza StojanovicÎncă nu există evaluări
- Experimental Determination of Timing Belt Height at Inter-TeethDocument6 paginiExperimental Determination of Timing Belt Height at Inter-TeethBlaza StojanovicÎncă nu există evaluări
- Wear Behaviour of Hybrid Za27/sic/graphite Composites Under Dry Sliding ConditionsDocument6 paginiWear Behaviour of Hybrid Za27/sic/graphite Composites Under Dry Sliding ConditionsBlaza StojanovicÎncă nu există evaluări
- Experimental Analysis of Tooth Height Changing at Timing BeltsDocument4 paginiExperimental Analysis of Tooth Height Changing at Timing BeltsBlaza StojanovicÎncă nu există evaluări
- Shape Variations Influence Onload Capacity of Cardan Joint Cross ShaftDocument6 paginiShape Variations Influence Onload Capacity of Cardan Joint Cross ShaftBlaza StojanovicÎncă nu există evaluări
- The Influence of Variation in Position of Output Shaft To Load On The Cardan Joint Cross ShaftDocument12 paginiThe Influence of Variation in Position of Output Shaft To Load On The Cardan Joint Cross ShaftBlaza StojanovicÎncă nu există evaluări
- Analysis of Tribological Processes at Timing Belt's Tooth FlankDocument6 paginiAnalysis of Tribological Processes at Timing Belt's Tooth FlankBlaza StojanovicÎncă nu există evaluări
- Development of Timing Belt DrivesDocument6 paginiDevelopment of Timing Belt DrivesBlaza StojanovicÎncă nu există evaluări
- Wear As The Criterion of Mechanical Transmitters Working LifeDocument8 paginiWear As The Criterion of Mechanical Transmitters Working LifeBlaza StojanovicÎncă nu există evaluări
- Tribological Potential of Hybrid Composites Based On Zinc and Aluminium Alloys Reinforced With SiC and Graphite ParticlesDocument9 paginiTribological Potential of Hybrid Composites Based On Zinc and Aluminium Alloys Reinforced With SiC and Graphite ParticlesBlaza StojanovicÎncă nu există evaluări
- TRIBOLOGICAL CHARACTERISTICS OF ALUMINIUM HYBRID COMPOSITES REINFORCED WITH SILICON CARBIDE AND GRAPHITE. A ReviewDocument14 paginiTRIBOLOGICAL CHARACTERISTICS OF ALUMINIUM HYBRID COMPOSITES REINFORCED WITH SILICON CARBIDE AND GRAPHITE. A ReviewBlaza StojanovicÎncă nu există evaluări
- Friction and wear analysis of timing belt drivesDocument8 paginiFriction and wear analysis of timing belt drivesWirote Dewilai100% (1)
- Analytical Model of The Pressure Variation in The Gerotor Pump ChambersDocument9 paginiAnalytical Model of The Pressure Variation in The Gerotor Pump ChambersBlaza StojanovicÎncă nu există evaluări
- Influence of The Friction On The Cycloidal Speed Reducer EfficiencyDocument11 paginiInfluence of The Friction On The Cycloidal Speed Reducer EfficiencyBlaza StojanovicÎncă nu există evaluări
- Eco-Tribological Correct Design: New Demands of Contemporary DesignDocument9 paginiEco-Tribological Correct Design: New Demands of Contemporary DesignBlaza StojanovicÎncă nu există evaluări
- Length Variation of Toothed Belt During ExploitationDocument7 paginiLength Variation of Toothed Belt During ExploitationBlaza StojanovicÎncă nu există evaluări
- Tribomechanical Systems in Timing Belt DrivesDocument9 paginiTribomechanical Systems in Timing Belt DrivesBlaza StojanovicÎncă nu există evaluări
- Tribological Aspect of The Kinematical Analysis at Trochoidal Gearing in ContactDocument11 paginiTribological Aspect of The Kinematical Analysis at Trochoidal Gearing in ContactBlaza StojanovicÎncă nu există evaluări
- EXPERIMENTAL DETERMINATION OF FRICTION COEfFICIENT AT GEAR DRIVESDocument10 paginiEXPERIMENTAL DETERMINATION OF FRICTION COEfFICIENT AT GEAR DRIVESBlaza StojanovicÎncă nu există evaluări
- Determination of Gerotor Pump Theoretical FlowDocument8 paginiDetermination of Gerotor Pump Theoretical FlowBlaza StojanovicÎncă nu există evaluări
- Wear of Timing Belt DrivesDocument9 paginiWear of Timing Belt DrivesBlaza StojanovicÎncă nu există evaluări
- Tribomechanical Systems in Mechanical Power TransmittersDocument10 paginiTribomechanical Systems in Mechanical Power TransmittersBlaza StojanovicÎncă nu există evaluări
- M19 GPSA TermodinámicaDocument34 paginiM19 GPSA TermodinámicaSanchez LeilaÎncă nu există evaluări
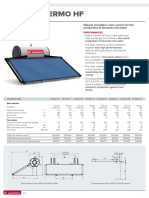
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 paginiKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADÎncă nu există evaluări
- Your First Day Lifeguarding: How To Vacuum and Backwash A PoolDocument4 paginiYour First Day Lifeguarding: How To Vacuum and Backwash A PoolMattMonroeÎncă nu există evaluări
- Mechanical Engineering: Department ofDocument50 paginiMechanical Engineering: Department ofUsman SarwarÎncă nu există evaluări
- High-speed FANUC M-420iA industrial robotDocument2 paginiHigh-speed FANUC M-420iA industrial robotMarek GryskoÎncă nu există evaluări
- 32 Landing GearDocument176 pagini32 Landing GearMaria Fernanda Nuñez RuizÎncă nu există evaluări
- CAMON C8 Rotavator PowerSafe DiagramDocument16 paginiCAMON C8 Rotavator PowerSafe DiagramDomÎncă nu există evaluări
- Pres. 14 (1hr) Blighs TheoryDocument10 paginiPres. 14 (1hr) Blighs TheoryJahanzeb AliÎncă nu există evaluări
- Progress on Equipment OverhaulDocument4 paginiProgress on Equipment Overhaulaldy albarÎncă nu există evaluări
- Sheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsDocument17 paginiSheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsBachLeCaoÎncă nu există evaluări
- Modelling of Energy in Transit Using PythonDocument5 paginiModelling of Energy in Transit Using PythonInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- 3-Element Drum LVL ControlDocument6 pagini3-Element Drum LVL ControlNAYEEM100% (1)
- Tutorial 7 MomentumDocument4 paginiTutorial 7 Momentumapi-3827354Încă nu există evaluări
- Production and Industrial EngineeringDocument27 paginiProduction and Industrial EngineeringShivangi MishraÎncă nu există evaluări
- Structural Optimization Procedure of A Composite Wind Turbine Blade For Reducing Both Material Cost and Blade WeightDocument20 paginiStructural Optimization Procedure of A Composite Wind Turbine Blade For Reducing Both Material Cost and Blade WeightNasser ShelilÎncă nu există evaluări
- By Amruta Pawar (4550) Bhavika Karkare (4521) Rasika Kadam (4519) Unnati Wadke (4565) Under The Guidance of Prof. MR A. K. JoshiDocument18 paginiBy Amruta Pawar (4550) Bhavika Karkare (4521) Rasika Kadam (4519) Unnati Wadke (4565) Under The Guidance of Prof. MR A. K. JoshiAmrutaÎncă nu există evaluări
- Application of Stone Column For Ground Improvement: A ReviewDocument12 paginiApplication of Stone Column For Ground Improvement: A ReviewRameshÎncă nu există evaluări
- Implementing Turbulence Models Into The Compressible RANS EquationsDocument3 paginiImplementing Turbulence Models Into The Compressible RANS EquationsSiva RajÎncă nu există evaluări
- Multistage Boiler Feed Water PumpDocument12 paginiMultistage Boiler Feed Water Pumpbalaji_jayadeva9546100% (1)
- Hydraulic Pressure TestDocument4 paginiHydraulic Pressure TestBola AdelÎncă nu există evaluări
- 3314 Ijmech 11Document8 pagini3314 Ijmech 11Burak KoyuncuogluÎncă nu există evaluări
- Cia 1 Paper 2022-23Document3 paginiCia 1 Paper 2022-23veerendra kumarÎncă nu există evaluări
- EC7 - Peat Negative Skin FrictionDocument14 paginiEC7 - Peat Negative Skin FrictionKelvin bongÎncă nu există evaluări