S-ar putea să vă placă și
- Costos de SoldaduraDocument8 paginiCostos de SoldaduraJosé Antonio Quispealaya HernándezÎncă nu există evaluări
- Capítulo 9. DEFECTOS EN SOLDADURA.Document32 paginiCapítulo 9. DEFECTOS EN SOLDADURA.Shirley GarcíaÎncă nu există evaluări
- Calendario de Utilizacion de MaterialesDocument1 paginăCalendario de Utilizacion de MaterialesSergio SotoÎncă nu există evaluări
- Cotizacion Reparacion BeneficiaderoDocument2 paginiCotizacion Reparacion BeneficiaderoIvan OrdoñezÎncă nu există evaluări
- Cotizacion Instrumentacion OkDocument8 paginiCotizacion Instrumentacion Okjmbc_jbcÎncă nu există evaluări
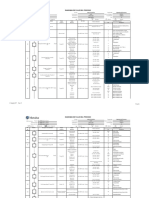
- Apu Tub Ac ADocument80 paginiApu Tub Ac ALeonid AntonyÎncă nu există evaluări
- Volúmenes de Terracerías - Cálculo y Curva de MasaDocument2 paginiVolúmenes de Terracerías - Cálculo y Curva de MasaJoseph Allen Manzanillo AgramonteÎncă nu există evaluări
- Document FromDocument1 paginăDocument FromJohn Diego Gutierrez100% (1)
- Apu Tanque de Condensado 2Document62 paginiApu Tanque de Condensado 2rlozada947Încă nu există evaluări
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocument20 paginiCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoÎncă nu există evaluări
- 503 18 RC VSDocument1 pagină503 18 RC VSJohny RafÎncă nu există evaluări
- Aislamiento TermicoDocument220 paginiAislamiento Termicoedwin hernandezÎncă nu există evaluări
- Analisis de Cordones de SoldadurasDocument3 paginiAnalisis de Cordones de SoldadurasJose Acosta100% (1)
- MANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFDocument99 paginiMANUAL DEL VENDEDOR-estructuras Metalicas Hospital de Latacunga PDFCarlin BabuchasÎncă nu există evaluări
- Catalogo ESAB 109Document54 paginiCatalogo ESAB 109Jose G RodríguezÎncă nu există evaluări
- Estampas AsmeDocument17 paginiEstampas AsmeEduardo MendozaÎncă nu există evaluări
- FS Granalla Angular G25Document4 paginiFS Granalla Angular G25williamÎncă nu există evaluări
- Corte de Tubería A Flama AbiertaDocument5 paginiCorte de Tubería A Flama AbiertaClaudio Israel Godinez SomeraÎncă nu există evaluări
- PinturaDocument3 paginiPinturaAlejandra GandaraÎncă nu există evaluări
- Soldadura Norma AsmeDocument3 paginiSoldadura Norma AsmeMarco RiveraÎncă nu există evaluări
- ESAB Catálogo de Productos 2011Document217 paginiESAB Catálogo de Productos 2011Cristobal ColonÎncă nu există evaluări
- 001 RETIRO DE AISLAMIENTO TÉRMICO Rev.03Document9 pagini001 RETIRO DE AISLAMIENTO TÉRMICO Rev.03Diego ChávezÎncă nu există evaluări
- Calculo de Pintura 02 OctDocument12 paginiCalculo de Pintura 02 OctItalo David Bendezú ChecclloÎncă nu există evaluări
- APU - Enfierradura D 16 Mm.Document1 paginăAPU - Enfierradura D 16 Mm.Bryan Espinoza FaríasÎncă nu există evaluări
- Costo SoldaduraDocument4 paginiCosto SoldaduraWilmer De la cruz Paucar100% (1)
- Propuesta Tecnica Aislamiento PlantaDocument72 paginiPropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- Pgt-Proy-009 (Proc. Arenado y Pintado)Document9 paginiPgt-Proy-009 (Proc. Arenado y Pintado)German Laura VelaÎncă nu există evaluări
- Jotamastic 90 PDFDocument7 paginiJotamastic 90 PDFEddo CarrionÎncă nu există evaluări
- Cuantificacion de SoldaduraDocument6 paginiCuantificacion de SoldaduraJokrsÎncă nu există evaluări
- Dossier de Fabricacion-Tanques y ConstruccionesDocument74 paginiDossier de Fabricacion-Tanques y ConstruccionesJavier Enrique CruzÎncă nu există evaluări
- Acta Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Document4 paginiActa Kom (Inicio de Obra en Campo) - Arco-Construcción Facilidades Ron 2020Carlin BabuchasÎncă nu există evaluări
- Cosmos Moly Ep2Document2 paginiCosmos Moly Ep2Rodrigo SalazarÎncă nu există evaluări
- Memoria Descriptiva y Requerimiento TecnicoDocument18 paginiMemoria Descriptiva y Requerimiento Tecnicomari carmenÎncă nu există evaluări
- Tiempos de SoldaduraDocument2 paginiTiempos de Soldadurabisuteria1Încă nu există evaluări
- MicrometrosDocument10 paginiMicrometrosMonnie CastilloÎncă nu există evaluări
- Memoria de Calculo Estructura BARRA de TIRO REV 001Document16 paginiMemoria de Calculo Estructura BARRA de TIRO REV 001JOSE QUIROAÎncă nu există evaluări
- 03-003-Losa Alivianada Compl. 10Document3 pagini03-003-Losa Alivianada Compl. 10Arq. Yesenia Castro GarecaÎncă nu există evaluări
- Co-Ht - Sika Epóxi Rico en CincDocument3 paginiCo-Ht - Sika Epóxi Rico en CincTulio Roberto Guarin RÎncă nu există evaluări
- Costos en SoldaduraDocument4 paginiCostos en SoldaduraRami Cornejo MercadoÎncă nu există evaluări
- Apu Pintura 2019Document9 paginiApu Pintura 2019ErickÎncă nu există evaluări
- Manual CubiertecDocument20 paginiManual CubiertecHarold Calderon AbreuÎncă nu există evaluări
- Metrado de Calaminon en Almacen de AcidoDocument1 paginăMetrado de Calaminon en Almacen de AcidoManuel Rodriguez GutierrezÎncă nu există evaluări
- Procedimiento de Trabajo para Realizar Hot TapDocument10 paginiProcedimiento de Trabajo para Realizar Hot TapDarioÎncă nu există evaluări
- Cuestionario de SoldaduraDocument9 paginiCuestionario de SoldaduraFrancisco ZentenoÎncă nu există evaluări
- Electrodos de Aluminio y Aleaciones de Aluminio para SoldaduDocument13 paginiElectrodos de Aluminio y Aleaciones de Aluminio para Soldaduadalberto may leónÎncă nu există evaluări
- Tabulador PartidaDocument239 paginiTabulador PartidaKarlas Carolina GutierreÎncă nu există evaluări
- Calculos para Sold. Gases y PinturaDocument4 paginiCalculos para Sold. Gases y PinturaWillys Ambrocio LaraÎncă nu există evaluări
- Desoxigel Alugen 2009 - Hoja Técnica de Producto Con InstruccionesDocument4 paginiDesoxigel Alugen 2009 - Hoja Técnica de Producto Con InstruccionesWilliam Pérez PalomequeÎncă nu există evaluări
- P.U. Fabricacion de Parrilla en ZarandaDocument3 paginiP.U. Fabricacion de Parrilla en ZarandaJack Meza SánchezÎncă nu există evaluări
- OTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3Document10 paginiOTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3young bastarding100% (1)
- Análisis EstructuralDocument28 paginiAnálisis EstructuralAbrahanÎncă nu există evaluări
- Soldadura en Construcciones MetalicasDocument31 paginiSoldadura en Construcciones MetalicasAndres Martinez MezaÎncă nu există evaluări
- Consumos Oxigeno-Acetileno Perfiles Estructurales1Document8 paginiConsumos Oxigeno-Acetileno Perfiles Estructurales1David Cristobal Gonzalez Garcia100% (1)
- 08 Calificacion de Wps y SoldDocument47 pagini08 Calificacion de Wps y SoldOscar HernandezÎncă nu există evaluări
- Clase 10 Calculo Del Precio Unitario Integral MO MAT EQ SC Costo Del Proyectos Rev.02Document9 paginiClase 10 Calculo Del Precio Unitario Integral MO MAT EQ SC Costo Del Proyectos Rev.02Brallan Acuña MarrerosÎncă nu există evaluări
- Da Proceso 17-1-173050 205000113 28528063Document30 paginiDa Proceso 17-1-173050 205000113 28528063Juan Camilo Uribe TamayoÎncă nu există evaluări
- 3 Costos de Soldadura - Carlos LaraDocument43 pagini3 Costos de Soldadura - Carlos LarajohannaÎncă nu există evaluări
- CostosDocument8 paginiCostosCarlos NaranjoÎncă nu există evaluări
- Presentacion Costo Del Ciclo de Vida de Un Generador ElectricoDocument40 paginiPresentacion Costo Del Ciclo de Vida de Un Generador ElectricoJESS100% (1)
- Costos de SoldaduraDocument6 paginiCostos de SoldadurajuealzatebeÎncă nu există evaluări
- Agua VillatinaDocument2 paginiAgua VillatinaMaria Paula Triana TapiasÎncă nu există evaluări
- Doc64 ContenidoDocument93 paginiDoc64 ContenidoLucia Del Carmen Aragon PinedaÎncă nu există evaluări
- Comprension de Textos TerminadoDocument16 paginiComprension de Textos Terminadoanon_8411093690% (1)
- CAPÍTULO 11 - Bioenergética - La Función Del ATPDocument14 paginiCAPÍTULO 11 - Bioenergética - La Función Del ATPMartha A HervertÎncă nu există evaluări
- NietzscheDocument3 paginiNietzscheArmando VidalÎncă nu există evaluări
- Perfiles Hotel Campestre BegoniaDocument15 paginiPerfiles Hotel Campestre BegoniahotelbegoniaÎncă nu există evaluări
- Ficha Tecnica IONIFLASH MACH NG®Document2 paginiFicha Tecnica IONIFLASH MACH NG®Emilio CastroÎncă nu există evaluări
- Guía Semana 7 y 8 Cimentaciones Superficiales Capacidad de Carga UltimaDocument13 paginiGuía Semana 7 y 8 Cimentaciones Superficiales Capacidad de Carga UltimaDiego RualesÎncă nu există evaluări
- Canciones Del 20 Mayo 2018Document6 paginiCanciones Del 20 Mayo 2018Samuel Noriega LeccaÎncă nu există evaluări
- Cuáles Son Los Cinco Grandes Rasgos de PersonalidadDocument5 paginiCuáles Son Los Cinco Grandes Rasgos de PersonalidadtaniaÎncă nu există evaluări
- Valoracion Dietetica 2.1Document12 paginiValoracion Dietetica 2.1Aidee AguilarÎncă nu există evaluări
- Metales Refrac-Preciosos PDFDocument69 paginiMetales Refrac-Preciosos PDFYusei D.Încă nu există evaluări
- 1271-Texto Del Artículo-2704-1-10-20220829Document15 pagini1271-Texto Del Artículo-2704-1-10-20220829OmaraÎncă nu există evaluări
- MISERICORDIADocument7 paginiMISERICORDIAOscar David VasquezÎncă nu există evaluări
- Mi Gato Es Un PillinDocument45 paginiMi Gato Es Un PillinRAPHAEL LEONARDO JULCARIMA CEDILLOÎncă nu există evaluări
- Identificacion de Los Factores Que AfectanDocument18 paginiIdentificacion de Los Factores Que AfectanenersolicÎncă nu există evaluări
- PapaDocument7 paginiPapaJorge Alexander Bautista AriasÎncă nu există evaluări
- GTLectopolis J DocenteDocument210 paginiGTLectopolis J DocenteDrisela Mo de Sierra86% (22)
- Ejercicios Unidad 3Document2 paginiEjercicios Unidad 3Victor BarrónÎncă nu există evaluări
- Modelos de CaratulasDocument19 paginiModelos de CaratulasSergio CoronadoÎncă nu există evaluări
- 1.0 Memoria - Descriptiva - Local - Comunal - Sixa - 20220221 - 181637 - 654Document6 pagini1.0 Memoria - Descriptiva - Local - Comunal - Sixa - 20220221 - 181637 - 654Shadira Villegas GonzalesÎncă nu există evaluări
- Conferencia 12 Parto y PlacentaDocument68 paginiConferencia 12 Parto y Placentashesly ruizÎncă nu există evaluări
- Zapatas v6 - Abril2008Document13 paginiZapatas v6 - Abril2008Eduardo Vivas EspinozaÎncă nu există evaluări
- 13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoDocument2 pagini13 - Materiales-Mermas-Desp Normales y Anormales-TratamientoFranco RamirezÎncă nu există evaluări
- L8 - Motor Sincrono Trifasico (NEW) JCDocument20 paginiL8 - Motor Sincrono Trifasico (NEW) JCbertha100% (1)
- G2 Metodos de Perforaciòn y VoladuraDocument10 paginiG2 Metodos de Perforaciòn y VoladuraJhonatan Franz Jurado TravezañoÎncă nu există evaluări
- 08 Memoria de Cálculo CRP T-7 MaramaraDocument5 pagini08 Memoria de Cálculo CRP T-7 MaramaraRafaelHuamanÎncă nu există evaluări
- Practica 2 LB CNC (1823187)Document8 paginiPractica 2 LB CNC (1823187)Erick Muñoz GutiérrezÎncă nu există evaluări
- Frecan 2015 Es SPDocument140 paginiFrecan 2015 Es SPmikel4carbajo0% (1)
- Antecedentes GinecoDocument2 paginiAntecedentes GinecoNena AguilarÎncă nu există evaluări