S-ar putea să vă placă și
- Yogurt Edulcorante y ConsistenciaDocument6 paginiYogurt Edulcorante y Consistenciaangel huillca orihuelaÎncă nu există evaluări
- Ju Mtpo Pets 040 - Mtto Chute Desc 3211 CH 372Document12 paginiJu Mtpo Pets 040 - Mtto Chute Desc 3211 CH 372Yovana SanchezÎncă nu există evaluări
- Germinado de Cebada para La Alimentación de CaballosDocument3 paginiGerminado de Cebada para La Alimentación de CaballosketoconasolÎncă nu există evaluări
- Presentacion Piscinas Semana 1Document33 paginiPresentacion Piscinas Semana 1CLARA INES LOPEZ MEJIAÎncă nu există evaluări
- Tabletas PlaceboDocument15 paginiTabletas PlaceboMackrino'z Mkz100% (2)
- ChimeneasDocument8 paginiChimeneasCesar Cruz RomeroÎncă nu există evaluări
- Manual de Instalacion RefractariosDocument39 paginiManual de Instalacion Refractarioscoli15100% (1)
- Funciones y metabolismo de los peroxisomas enDocument39 paginiFunciones y metabolismo de los peroxisomas enJuan Pablo MassauÎncă nu există evaluări
- PRO-CC-15.11 Inspeccion Por PTDocument17 paginiPRO-CC-15.11 Inspeccion Por PTMARTIN FLORESÎncă nu există evaluări
- Rosendo - Zambrano - Nayibe HGN PDFDocument254 paginiRosendo - Zambrano - Nayibe HGN PDFAndy VargasÎncă nu există evaluări
- Guardado Guardado, Brendaek LissetteDocument196 paginiGuardado Guardado, Brendaek LissetteJhon Sanchez GarciaÎncă nu există evaluări
- Historia PPGDocument1 paginăHistoria PPGAlejandra Hernández RiveraÎncă nu există evaluări
- Electroquímica ElectrólisisDocument21 paginiElectroquímica ElectrólisisEsteban RiverosÎncă nu există evaluări
- 9 Espectroscopia de Altura de PulsosDocument58 pagini9 Espectroscopia de Altura de PulsosbiomedicaÎncă nu există evaluări
- Ciencia de Mat. Cap 2 Estruc AtomicaDocument27 paginiCiencia de Mat. Cap 2 Estruc AtomicaCayymk KorzÎncă nu există evaluări
- Influencia de las calizas en la calidad del óxido de calcioDocument46 paginiInfluencia de las calizas en la calidad del óxido de calcioJunior VasquezÎncă nu există evaluări
- Reporte Practica 10 QGIIDocument5 paginiReporte Practica 10 QGIIJesus Aldaco BarcenasÎncă nu există evaluări
- Cuestionario FinalDocument17 paginiCuestionario FinalLuis Montenegro SamaniegoÎncă nu există evaluări
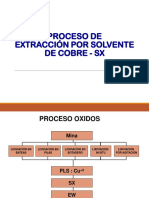
- Proceso de Extracción Por Solvente de Cobre - SXDocument19 paginiProceso de Extracción Por Solvente de Cobre - SXjeff enriquezÎncă nu există evaluări
- Pau Quimica MURCIA 1990-2013Document59 paginiPau Quimica MURCIA 1990-2013Raul Gonzalez AndreuÎncă nu există evaluări
- Apuntes de FarmacologiaDocument44 paginiApuntes de Farmacologiamarcos613Încă nu există evaluări
- Extra Resistencia de MaterialesDocument2 paginiExtra Resistencia de MaterialesDianaMartínezÎncă nu există evaluări
- Memorias de Catedra Electrónica 1Document520 paginiMemorias de Catedra Electrónica 1Abel CarvajalÎncă nu există evaluări
- Bata Industrial PreciosDocument21 paginiBata Industrial PreciosJulio GuerreroÎncă nu există evaluări
- GSA Contrato de Venta de Gas Natural Al BrasilDocument38 paginiGSA Contrato de Venta de Gas Natural Al BrasilMarcos García100% (1)
- Calor EspecificoDocument13 paginiCalor Especificobart3299Încă nu există evaluări
- Conservas de Frutas en AlmíbarDocument5 paginiConservas de Frutas en AlmíbarStefy MartínezÎncă nu există evaluări
- Manejo de incidentes con materiales peligrosos CuscoDocument60 paginiManejo de incidentes con materiales peligrosos Cuscopedro aguilar quito100% (1)
- Informe Practicas Virtual PlantDocument12 paginiInforme Practicas Virtual PlantLEIDY KATERINE HERRERA AMORTEGUIÎncă nu există evaluări
- UntitledDocument63 paginiUntitledDidoÎncă nu există evaluări