S-ar putea să vă placă și
- FEMA P-1051B FlowchartsDocument31 paginiFEMA P-1051B FlowchartsJose Leo MissionÎncă nu există evaluări
- 78-84 H.G. Poulos - Piled Raft Foundations For Tall BuildingsDocument7 pagini78-84 H.G. Poulos - Piled Raft Foundations For Tall Buildingsajaymr100% (1)
- SHS WeldingDocument42 paginiSHS Weldingsleepyhead1984100% (2)
- Pile Group Settlement Estimation - HG PoulosDocument22 paginiPile Group Settlement Estimation - HG PoulosmaleshevacÎncă nu există evaluări
- Project Manager Job DescDocument1 paginăProject Manager Job DescardikurniawanÎncă nu există evaluări
- 2012 Ibc Seaoc SSDM Vol3 PDFDocument243 pagini2012 Ibc Seaoc SSDM Vol3 PDFferchov_co75% (4)
- Civil Engineering Drawing 1Document106 paginiCivil Engineering Drawing 1Hadir Omar RamadanÎncă nu există evaluări
- Best Practice Guidelines For The Use of Wind Tunnel Testing in The Structural Design of BuildingDocument12 paginiBest Practice Guidelines For The Use of Wind Tunnel Testing in The Structural Design of BuildingardikurniawanÎncă nu există evaluări
- Design Drift Requirements For Long-Period StructuresDocument9 paginiDesign Drift Requirements For Long-Period StructuresFélix AguilarÎncă nu există evaluări
- Oil Gas Salary Guide 2012 - WebDocument32 paginiOil Gas Salary Guide 2012 - WebAdam BartonÎncă nu există evaluări
- Lecture 25 and 26Document8 paginiLecture 25 and 26ardikurniawanÎncă nu există evaluări
- 05 Loadout of Offshore PlatformDocument70 pagini05 Loadout of Offshore Platformardikurniawan100% (8)
- Limcon 36Document164 paginiLimcon 36Bst PerchatÎncă nu există evaluări
- Pipe Rack PipingDocument28 paginiPipe Rack Pipingardikurniawan100% (2)
- ASCE7 10WindChangesDocument10 paginiASCE7 10WindChangestomwells1927Încă nu există evaluări
- Wireless HackingDocument10 paginiWireless HackingOrestis IoannouÎncă nu există evaluări
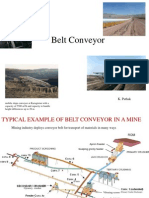
- 1 Conveyorppt Course 2010Document36 pagini1 Conveyorppt Course 2010sk3146Încă nu există evaluări
- Practical Prestress DetailingDocument21 paginiPractical Prestress DetailingardikurniawanÎncă nu există evaluări
- Optimized Use of The Outrigger System PDFDocument19 paginiOptimized Use of The Outrigger System PDFardikurniawanÎncă nu există evaluări
- UAE Labour LawDocument44 paginiUAE Labour Lawkumar dubai100% (1)
- Vertical Shortening in ColumnsDocument38 paginiVertical Shortening in Columnsardikurniawan100% (2)
- Introduction To Torsion: F GJ S I C Egja S F R L LDocument8 paginiIntroduction To Torsion: F GJ S I C Egja S F R L LardikurniawanÎncă nu există evaluări
- Application of Soil Nail Method For Slope Stability PurposeDocument101 paginiApplication of Soil Nail Method For Slope Stability Purposevictoryeung98% (60)
- Mononobe OkabeDocument10 paginiMononobe Okabeardikurniawan100% (1)
- Design Multi Storey BuildingsDocument18 paginiDesign Multi Storey Buildingsardikurniawan100% (1)
- The Greatest Retrofitting, Revisions, Strengthening, Reanalysis and Redesign of RC Earthquake Resistant Building in IndonesiaDocument31 paginiThe Greatest Retrofitting, Revisions, Strengthening, Reanalysis and Redesign of RC Earthquake Resistant Building in IndonesiaardikurniawanÎncă nu există evaluări
- Tension ComponentsDocument17 paginiTension ComponentsardikurniawanÎncă nu există evaluări
- CalTrans Foundation ManualDocument299 paginiCalTrans Foundation ManualsjrivardÎncă nu există evaluări
- Quranic Arabic ProgramDocument63 paginiQuranic Arabic Programardikurniawan100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Patel 2013Document116 paginiPatel 2013hnphuocÎncă nu există evaluări
- 01-20 Optical Multiplexer and Demultiplexer BoardDocument57 pagini01-20 Optical Multiplexer and Demultiplexer BoardDaler ShorahmonovÎncă nu există evaluări
- Ap, Lrrsisal of Roentgenograph, Ic: I SsayDocument30 paginiAp, Lrrsisal of Roentgenograph, Ic: I SsayMindaugasStacevičiusÎncă nu există evaluări
- Ujian 1 THN 4Document13 paginiUjian 1 THN 4Che Shuk ShukaÎncă nu există evaluări
- Ecological Quality RatioDocument24 paginiEcological Quality RatiofoocheehungÎncă nu există evaluări
- Eco Exercise 3answer Ans 1Document8 paginiEco Exercise 3answer Ans 1Glory PrintingÎncă nu există evaluări
- Kimi No Na Wa LibropdfDocument150 paginiKimi No Na Wa LibropdfSarangapani BorahÎncă nu există evaluări
- Optik: Original Research ArticleDocument6 paginiOptik: Original Research ArticlesimarpreetÎncă nu există evaluări
- Airport Security Post 9-11Document7 paginiAirport Security Post 9-11lewisÎncă nu există evaluări
- Welcome To Our 2Nd Topic: History of VolleyballDocument6 paginiWelcome To Our 2Nd Topic: History of VolleyballDharyn KhaiÎncă nu există evaluări
- Skincare Routine Order Cheat SheetDocument10 paginiSkincare Routine Order Cheat SheetYel Salenga100% (3)
- Vanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019Document118 paginiVanish Magic Magazine VANISH MAGIC MAGAZINE 58 May 2019mick byrnes100% (1)
- Underground Equipment SelectionDocument44 paginiUnderground Equipment SelectionCherotich Silas cheboseiÎncă nu există evaluări
- PH & TemperatureDocument8 paginiPH & TemperatureNanaÎncă nu există evaluări
- Goa Daman & Diu Factory Rules PDFDocument141 paginiGoa Daman & Diu Factory Rules PDFmrudang1972100% (1)
- LinkageDocument9 paginiLinkageHarshu JunghareÎncă nu există evaluări
- Integration ConceptDocument34 paginiIntegration ConceptJANELLA ALVAREZÎncă nu există evaluări
- Diagnostic Imaging of The Pharynx and Esophagus: Key PointsDocument33 paginiDiagnostic Imaging of The Pharynx and Esophagus: Key PointsChutcharwan JintasoponÎncă nu există evaluări
- 3M Novec 1230 Fire Protection Fluid FAQDocument8 pagini3M Novec 1230 Fire Protection Fluid FAQEden CansonÎncă nu există evaluări
- Anderson, Poul - Flandry 02 - A Circus of HellsDocument110 paginiAnderson, Poul - Flandry 02 - A Circus of Hellsgosai83Încă nu există evaluări
- Esterification Oil of WintergreenDocument8 paginiEsterification Oil of WintergreenMaria MahusayÎncă nu există evaluări
- Designing and Building A Computer TableDocument9 paginiDesigning and Building A Computer Tablemaster_codersÎncă nu există evaluări
- Volvo Penta GensetDocument4 paginiVolvo Penta GensetafandybaharuddinÎncă nu există evaluări
- Maintenance Páginas-509-580Document72 paginiMaintenance Páginas-509-580Alexandra Gabriela Pacheco PrietoÎncă nu există evaluări
- DJI F450 Construction Guide WebDocument21 paginiDJI F450 Construction Guide WebPutu IndrayanaÎncă nu există evaluări
- Precision CatalogDocument256 paginiPrecision CatalogImad AghilaÎncă nu există evaluări
- BIO 201 Chapter 11 LectureDocument34 paginiBIO 201 Chapter 11 LectureDrPearcyÎncă nu există evaluări
- RD Sharma Class8 SolutionsDocument2 paginiRD Sharma Class8 Solutionsncertsoluitons100% (2)
- Exercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedDocument3 paginiExercise On Word Formation 2 (Unit 2 - Advanced) : Tran Dai Nghia High School For The GiftedEveryonehateshiuzo 2.0Încă nu există evaluări
- Test09 Eoc Algebra2 ReducedDocument33 paginiTest09 Eoc Algebra2 ReducedkristymadimikeÎncă nu există evaluări