S-ar putea să vă placă și
- Seis Sigma Actividad 3Document7 paginiSeis Sigma Actividad 3Grecia MaldonadoÎncă nu există evaluări
- Guia Examen Lean ManufacturingDocument3 paginiGuia Examen Lean ManufacturingJuanca RomeroÎncă nu există evaluări
- Principios Lean Thinking - InfografíaDocument2 paginiPrincipios Lean Thinking - InfografíaANTONELLA DEL ROCIO LEON QUINTANILLAÎncă nu există evaluări
- Taller de Auditoría y EvaluaciónDocument10 paginiTaller de Auditoría y EvaluaciónDebani OchoaÎncă nu există evaluări
- Tablas de AMEFDocument8 paginiTablas de AMEFFrida Ojeda100% (1)
- Anexo 8. Cuadro Comparativo de SLP y Otras Metodologias... EjemploDocument4 paginiAnexo 8. Cuadro Comparativo de SLP y Otras Metodologias... EjemploJavier Sanchez50% (2)
- Cuestionario ApqpDocument3 paginiCuestionario ApqpRoberto Peredo MuñozÎncă nu există evaluări
- Premio Nacional de La CalidadDocument10 paginiPremio Nacional de La CalidadAlberto CarranzaÎncă nu există evaluări
- 1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaDocument21 pagini1.4 La Ingeniería de Calidad y El Desarrollo de La Tecnologia RobustaEduardo Rosales100% (1)
- Smed TerminadoDocument7 paginiSmed Terminadoxavos0% (1)
- 3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoDocument5 pagini3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoNestor BarbozaÎncă nu există evaluări
- Amef Formatoutt2016Document15 paginiAmef Formatoutt2016Jazmin RiveraÎncă nu există evaluări
- Con Qué Propósito Fue Creado El Premio Malcom BaldrigeDocument2 paginiCon Qué Propósito Fue Creado El Premio Malcom BaldrigeJesus ManriquezÎncă nu există evaluări
- 4.4 Elementos Del Sistema JitDocument9 pagini4.4 Elementos Del Sistema JitJosesiio ValdeezÎncă nu există evaluări
- Los 7 Pilares de Justo A TiempoDocument4 paginiLos 7 Pilares de Justo A Tiempofelipegomez717Încă nu există evaluări
- Mikel HarryDocument7 paginiMikel HarrybrianÎncă nu există evaluări
- Jidoka y HeijunkaDocument5 paginiJidoka y HeijunkaD Alan Lopez100% (1)
- Gemba KaizenDocument43 paginiGemba KaizenAlan PalmaÎncă nu există evaluări
- Conceptos Básicos Del TPMDocument16 paginiConceptos Básicos Del TPMNatta MakkaÎncă nu există evaluări
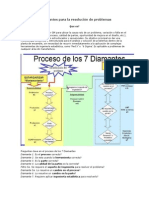
- 7 Diamantes para La Resolución de ProblemasDocument2 pagini7 Diamantes para La Resolución de ProblemasGilberto Ivan Díaz Moreno33% (3)
- 133 405 1 PBDocument11 pagini133 405 1 PBjhonvmmÎncă nu există evaluări
- Evidencia Final DMAICDocument32 paginiEvidencia Final DMAICJose MiguelÎncă nu există evaluări
- Caso Práctico Nº5 Norma IsoDocument3 paginiCaso Práctico Nº5 Norma IsoMaylen AbrilÎncă nu există evaluări
- Gcap Atr U#2 BirzDocument4 paginiGcap Atr U#2 BirzBibiana Rodriguez ZavalaÎncă nu există evaluări
- Plan de ControlDocument3 paginiPlan de ControlJowell ReynosaÎncă nu există evaluări
- Ejemplo Caso Prractico SMEDDocument11 paginiEjemplo Caso Prractico SMEDadrianaÎncă nu există evaluări
- Diagnostico para La Administracion Del Mantenimiento en Una Empresa MarmoleraDocument29 paginiDiagnostico para La Administracion Del Mantenimiento en Una Empresa Marmolerafred5galv5n5g5mezÎncă nu există evaluări
- Aplicación de La Estadística en Una Purificadora de AguaDocument35 paginiAplicación de La Estadística en Una Purificadora de AguaRoberto OrnelasÎncă nu există evaluări
- 1.4. OPEX (Excelencia en Operaciones)Document20 pagini1.4. OPEX (Excelencia en Operaciones)JarbeyPoolUcÎncă nu există evaluări
- Proyecto ZavaletaDocument21 paginiProyecto ZavaletaJosé Martínez100% (1)
- Empresas Que Aplican ApqpDocument3 paginiEmpresas Que Aplican Apqpbernardo100% (2)
- Aplicación de Seis Sigma (DFSS, DmadvDocument12 paginiAplicación de Seis Sigma (DFSS, DmadvYomar AguilarÎncă nu există evaluări
- Joseph Juran Calidad y Empresa DQDocument3 paginiJoseph Juran Calidad y Empresa DQKarla Castillo de la Torre0% (1)
- Kaizen y SmedDocument26 paginiKaizen y SmednorkarislopezÎncă nu există evaluări
- Manufactura EsbeltaDocument8 paginiManufactura EsbeltaghfdgÎncă nu există evaluări
- 5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoDocument25 pagini5.1 Importancia Del Estudio Del Trabajo para La Descripcion Del Puesto y La Valuacion Del MismoJesús Roberto MoralesÎncă nu există evaluări
- Caso Practico SMED PDFDocument4 paginiCaso Practico SMED PDFPaula DiazÎncă nu există evaluări
- Elementos Del Cim (Computer Integrated Manufacturing)Document6 paginiElementos Del Cim (Computer Integrated Manufacturing)Zurizaday Linares100% (1)
- Cuestionario Unidad 1. CalidaddocxDocument5 paginiCuestionario Unidad 1. CalidaddocxarcimaÎncă nu există evaluări
- Carmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónDocument8 paginiCarmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónSan ConstaÎncă nu există evaluări
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocument1 paginăEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Cuadro Comparativo de Premios de CalidadDocument4 paginiCuadro Comparativo de Premios de Calidadcame24Încă nu există evaluări
- Proceso DMADVDocument25 paginiProceso DMADVAdrian CortezÎncă nu există evaluări
- Act.1. Complicaciones en La MediciónDocument4 paginiAct.1. Complicaciones en La MediciónlizbethÎncă nu există evaluări
- 4.2 Malcolm BaldrigeDocument21 pagini4.2 Malcolm BaldrigeCONSTANTINO JAVIER VALERA CHANELOÎncă nu există evaluări
- 8D, 7D, 5P Final HCCDocument41 pagini8D, 7D, 5P Final HCCLuiisaa VelaazquezÎncă nu există evaluări
- QFD Ó DFCDocument5 paginiQFD Ó DFCEsaú Trejinho Bukele100% (2)
- Proyecto Seis SigmaDocument20 paginiProyecto Seis SigmaKaren LopezÎncă nu există evaluări
- Unidad 4 CompletaDocument66 paginiUnidad 4 CompletaJesus ChuchoÎncă nu există evaluări
- 20190529170529Document9 pagini20190529170529Hugo Flores RodriguezÎncă nu există evaluări
- QFD Casa de La CalidadDocument21 paginiQFD Casa de La CalidadCarlos SotoÎncă nu există evaluări
- Asignacion 6.3 Tortilleria Doña MatyDocument4 paginiAsignacion 6.3 Tortilleria Doña MatyPERLA EVANGELINA MIRANDA LENDOÎncă nu există evaluări
- 1.1 TaylorismoDocument8 pagini1.1 TaylorismoomargamiÎncă nu există evaluări
- Unidad 4 Abc Max y MinDocument13 paginiUnidad 4 Abc Max y Minangela4kressÎncă nu există evaluări
- Lista Preliminar de Características Especiales de Productos y ProcesosDocument11 paginiLista Preliminar de Características Especiales de Productos y ProcesosAnahí CLÎncă nu există evaluări
- Resumen Premio Malcom B.Document4 paginiResumen Premio Malcom B.Erendira ZunoÎncă nu există evaluări
- SmedDocument61 paginiSmedjesusmem100% (2)
- SMEDDocument18 paginiSMEDGinita Alejandra Cano PérezÎncă nu există evaluări
- Smed CartoneraDocument9 paginiSmed CartoneraLalo Cuz NicoÎncă nu există evaluări
- Guia 1 de Ejercicios 2012 1Document14 paginiGuia 1 de Ejercicios 2012 1Camila Fernanda Blamey Santelices100% (1)
- Mapa de Seguridad Orni 15 HerrajesDocument22 paginiMapa de Seguridad Orni 15 Herrajes0scar ortizÎncă nu există evaluări
- MBP - Industria FrigorificaDocument120 paginiMBP - Industria FrigorificaMartín Hernández100% (1)
- 611 OposDocument5 pagini611 OposRepli SterÎncă nu există evaluări
- C 2900 135Document64 paginiC 2900 135manuelÎncă nu există evaluări
- 5.7 - Eett Tic Por PDocument176 pagini5.7 - Eett Tic Por PGILBERTO VIDAL ROJAS SOTOÎncă nu există evaluări
- Mecanismo Tipo Ratchet 10 PasosDocument3 paginiMecanismo Tipo Ratchet 10 PasosluisafospinaÎncă nu există evaluări
- Proyecto de Grado (Guia)Document22 paginiProyecto de Grado (Guia)Joab Svante HuancaLlaveÎncă nu există evaluări
- Presentación Del Manual de Corel Draw 10 y Descripción de Las Herramientas Más BásicasDocument33 paginiPresentación Del Manual de Corel Draw 10 y Descripción de Las Herramientas Más Básicasalfgraga6043Încă nu există evaluări
- Como Influye El Autocad en La ElectricidadDocument3 paginiComo Influye El Autocad en La ElectricidadlitosgabrielÎncă nu există evaluări
- Tipos de Distribucion de PlantaDocument24 paginiTipos de Distribucion de PlantaMario GómezÎncă nu există evaluări
- Viscosidad de Combustible PDFDocument20 paginiViscosidad de Combustible PDFAstaroth_1810Încă nu există evaluări
- Manual Instalacion Rdnfo Azteca - 280815Document76 paginiManual Instalacion Rdnfo Azteca - 280815jcguillenv2100% (1)
- Guia9 DiagramaBIMANUALDocument8 paginiGuia9 DiagramaBIMANUALmauriciorobles000Încă nu există evaluări
- Practica 5 TroqueladoDocument14 paginiPractica 5 TroqueladoLuis Arturo Mendoza VelázquezÎncă nu există evaluări
- Herramientas Manuales para El Mecanizado de La Madera 1Document16 paginiHerramientas Manuales para El Mecanizado de La Madera 120santiago11100% (1)
- Norma Mtto 280501045 - 1Document11 paginiNorma Mtto 280501045 - 1jado_nacionalÎncă nu există evaluări
- Artículo de Opinión, El HierroDocument2 paginiArtículo de Opinión, El HierroDarianna Manzo PulacheÎncă nu există evaluări
- Prevencion de Riesgos en Talleres de Carpinteria y MuebleriaDocument12 paginiPrevencion de Riesgos en Talleres de Carpinteria y MuebleriaErik Fuenzalida Fernández100% (2)
- Manual de Perforación DireccionalDocument122 paginiManual de Perforación DireccionalRoger Condori LizarragaÎncă nu există evaluări
- Ez DrillDocument2 paginiEz DrillLuis Chinchilla Cruz100% (1)
- Pts Instalacion de Persianas y Cortinas MetalicasDocument17 paginiPts Instalacion de Persianas y Cortinas MetalicasCuerilia Do SantosÎncă nu există evaluări
- Gliffy: ConclusiónDocument2 paginiGliffy: ConclusiónCortes ZapataÎncă nu există evaluări
- Manual Del Programa de Capacitación Tecnicos Ig1Document25 paginiManual Del Programa de Capacitación Tecnicos Ig1LeeCordovaGironÎncă nu există evaluări
- Expediente Técnico Final ParcialDocument83 paginiExpediente Técnico Final ParcialGlenda SaldañaÎncă nu există evaluări
- Taller Honda 1Document43 paginiTaller Honda 1Jeisson QuevedoÎncă nu există evaluări
- Torno AutomáticoDocument13 paginiTorno AutomáticoAntonino Hernandez Martinez17% (6)
- PORTADA DE AUDITORIA DE PLANTA DE PRODUCCIÓN Envasado-FusionadoDocument7 paginiPORTADA DE AUDITORIA DE PLANTA DE PRODUCCIÓN Envasado-FusionadoAndres David HerradaÎncă nu există evaluări
- Laboratorio 5 - Mantenimiento AutonomoDocument16 paginiLaboratorio 5 - Mantenimiento AutonomoJose Eduardo ZeballosÎncă nu există evaluări
- Conoces Los Diferentes Foros Que Se Encontraran en La Plataforma Del IaccDocument2 paginiConoces Los Diferentes Foros Que Se Encontraran en La Plataforma Del Iaccandres rolando leon pirelaÎncă nu există evaluări
- Diccionario Terminos Ingenieria CivilDocument54 paginiDiccionario Terminos Ingenieria CivilChristian Martinez0% (1)