S-ar putea să vă placă și
- Nuts Bolts Screws and WashersDocument4 paginiNuts Bolts Screws and WashersneevarpsufurÎncă nu există evaluări
- Threads Design in SolidWorksDocument12 paginiThreads Design in SolidWorksRicky TerryÎncă nu există evaluări
- Machine Drawing Questions on Sections, Welding, Fasteners and Engine PartsDocument3 paginiMachine Drawing Questions on Sections, Welding, Fasteners and Engine PartsfatehjitsinghÎncă nu există evaluări
- Screw Threads and Assembly Drawing Class NotesNotesDocument17 paginiScrew Threads and Assembly Drawing Class NotesNotesRay NjorogeÎncă nu există evaluări
- Fastener Handouts (Screw)Document34 paginiFastener Handouts (Screw)cluchavezÎncă nu există evaluări
- Mechanical Drawing ReportDocument19 paginiMechanical Drawing ReportMoh AmmÎncă nu există evaluări
- Topic 1 Design of FastenersDocument15 paginiTopic 1 Design of FastenersSimon DavidÎncă nu există evaluări
- DCDocument24 paginiDCnandhakumarmeÎncă nu există evaluări
- Unit 4 Riveted Joints: StructureDocument10 paginiUnit 4 Riveted Joints: StructureDilip ChavdaÎncă nu există evaluări
- Boundy Screw ThreadsDocument4 paginiBoundy Screw ThreadsMohammed ImranÎncă nu există evaluări
- Kianz NarrativeDocument4 paginiKianz Narrativecristymacas38Încă nu există evaluări
- Types of ThreadsDocument20 paginiTypes of Threadsrethinamk50% (2)
- Design of Screw Fastening ThreadsDocument36 paginiDesign of Screw Fastening ThreadsMiguel Ocampo100% (1)
- DMX4306 - Session 4.thereded JointsDocument11 paginiDMX4306 - Session 4.thereded JointsG.G. PRABHATH CHINTHAKAÎncă nu există evaluări
- Pipe Threads, General Purpose (Inch) : ASME B1.20.1-2013Document4 paginiPipe Threads, General Purpose (Inch) : ASME B1.20.1-2013NavafÎncă nu există evaluări
- Bolts, Nuts and Keys: Threaded Joints GuideDocument32 paginiBolts, Nuts and Keys: Threaded Joints GuideAmalkrishna KrishnaÎncă nu există evaluări
- fastener_handoutDocument32 paginifastener_handoutamolhwÎncă nu există evaluări
- Threads and Threaded FastenersDocument12 paginiThreads and Threaded FastenersPalaÎncă nu există evaluări
- Cad & Component DrawingDocument36 paginiCad & Component DrawingkousikkumaarÎncă nu există evaluări
- Topic 1 - Mechanical Fastening 2Document11 paginiTopic 1 - Mechanical Fastening 2nazirulhakimÎncă nu există evaluări
- Thread DetailsDocument27 paginiThread DetailsN.PalaniappanÎncă nu există evaluări
- BSP ThreadsDocument3 paginiBSP ThreadssatphoenixÎncă nu există evaluări
- Filete ASMEDocument28 paginiFilete ASMEMarcel MaresÎncă nu există evaluări
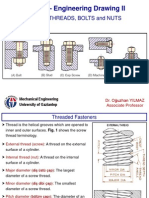
- SCREW THREADS, BOLTS and NUTS PDFDocument10 paginiSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- MD R19 - PART - A WordDocument120 paginiMD R19 - PART - A Wordashok junapudiÎncă nu există evaluări
- Equipment Design Chapter 3Document30 paginiEquipment Design Chapter 3Miguel Magat JovesÎncă nu există evaluări
- Chapter 11 Thread FastenerDocument54 paginiChapter 11 Thread FasteneriwtolivÎncă nu există evaluări
- Chapter 11 Thread FastenerDocument54 paginiChapter 11 Thread FastenerAlexShearÎncă nu există evaluări
- Screwed Fitting - An Overview - ScienceDirect Topics PDFDocument47 paginiScrewed Fitting - An Overview - ScienceDirect Topics PDFSoran Salam Awlla100% (1)
- Chapter 11 Thread FastenerDocument55 paginiChapter 11 Thread FastenerREan ANandÎncă nu există evaluări
- 3 - Fasteners, Threads&Springs (Wk4,5)Document18 pagini3 - Fasteners, Threads&Springs (Wk4,5)franciseton115Încă nu există evaluări
- Thread & FastenerDocument35 paginiThread & Fastenermani317Încă nu există evaluări
- CH 6Document42 paginiCH 6Sunilkumar ReddyÎncă nu există evaluări
- Technical Drawing SS3Document36 paginiTechnical Drawing SS3Moyo DaviesÎncă nu există evaluări
- Metal Joining Methods and Hand ToolsDocument28 paginiMetal Joining Methods and Hand ToolsLinda FondoÎncă nu există evaluări
- Threads and FastenersDocument11 paginiThreads and FastenersEtHical EmoTionÎncă nu există evaluări
- DRG ch7 PDFDocument56 paginiDRG ch7 PDFRamim AhmedÎncă nu există evaluări
- Bolted ConnectionsDocument59 paginiBolted ConnectionsTusharRanjan100% (5)
- Thread&End Connection Id GuideDocument54 paginiThread&End Connection Id GuidePRUDHOMME100% (1)
- Design of Screw JackDocument39 paginiDesign of Screw Jackshreedharkolekar0% (1)
- BSPT Thread Sizes & TypesDocument3 paginiBSPT Thread Sizes & TypesuttampokharkarÎncă nu există evaluări
- LESSON 5. Riveted ConnectionsDocument12 paginiLESSON 5. Riveted ConnectionsAdarsh bhatÎncă nu există evaluări
- N XD 3 2 1 XD XD XD: TurningDocument3 paginiN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoÎncă nu există evaluări
- Pin Connections and Failure of Bolted JointsDocument3 paginiPin Connections and Failure of Bolted JointsAvish GunnuckÎncă nu există evaluări
- Unified Thread StandardDocument6 paginiUnified Thread Standardmasoud_968370957Încă nu există evaluări
- Chapter 3Document25 paginiChapter 3Fadhiran YahyaÎncă nu există evaluări
- MD R19 - Part - ADocument116 paginiMD R19 - Part - Aashok junapudiÎncă nu există evaluări
- Involute Gear ProfileDocument8 paginiInvolute Gear ProfiledressfeetÎncă nu există evaluări
- Manual of Engineering Drawing: British and International StandardsDe la EverandManual of Engineering Drawing: British and International StandardsEvaluare: 3.5 din 5 stele3.5/5 (4)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsDe la EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsÎncă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2De la EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Încă nu există evaluări
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3De la EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Încă nu există evaluări
- ED ScheduleDocument3 paginiED SchedulemanchiprasadÎncă nu există evaluări
- How To Measure Flatness With Optical FlatsDocument3 paginiHow To Measure Flatness With Optical FlatsmanchiprasadÎncă nu există evaluări
- Fee ParticularsDocument1 paginăFee ParticularsmanchiprasadÎncă nu există evaluări
- Documents: Compliance Data ViewerDocument70 paginiDocuments: Compliance Data ViewermanchiprasadÎncă nu există evaluări
- ClearancesDocument3 paginiClearancesmanchiprasadÎncă nu există evaluări