S-ar putea să vă placă și
- PTA Welding and HardfacingDocument16 paginiPTA Welding and Hardfacingpavi32Încă nu există evaluări
- Vautid 100Document4 paginiVautid 100emad sabriÎncă nu există evaluări
- Metallurgical Characterization of A Weld Bead Coating Applied by The PTA Process On The D2 Tool SteelDocument11 paginiMetallurgical Characterization of A Weld Bead Coating Applied by The PTA Process On The D2 Tool Steelbrajendra1020Încă nu există evaluări
- Wheel Bearing Training TimkenDocument53 paginiWheel Bearing Training TimkentamÎncă nu există evaluări
- Oxy-Fuel Gas Welding ProcessDocument106 paginiOxy-Fuel Gas Welding ProcessAbere GetachewÎncă nu există evaluări
- Aws Gtaw Study GuideDocument2 paginiAws Gtaw Study GuideTouil HoussemÎncă nu există evaluări
- 30 StabilizersDocument29 pagini30 StabilizersnjileoÎncă nu există evaluări
- V13N1 Inovative Lost Wax PDFDocument22 paginiV13N1 Inovative Lost Wax PDFznaky1100% (1)
- Hard Facing 1521123053ewac - HF - 004Document1 paginăHard Facing 1521123053ewac - HF - 004Hodaifah Abdulfattah AbabnehÎncă nu există evaluări
- Gas Cylinders RulesDocument9 paginiGas Cylinders Ruleshani_shaabanÎncă nu există evaluări
- Intermediate Bulk Containers - FINAL PDFDocument2 paginiIntermediate Bulk Containers - FINAL PDFPiersicuta Escu100% (1)
- Up Wear ResistantDocument14 paginiUp Wear ResistantIrshad HussainÎncă nu există evaluări
- Thermal Spray Coating: Group 14Document24 paginiThermal Spray Coating: Group 14Mahesa Anggara SaktiÎncă nu există evaluări
- Quality Manual As 9100 CDocument62 paginiQuality Manual As 9100 CNitinÎncă nu există evaluări
- Lotherme HandbookDocument226 paginiLotherme HandbookLalit Kumar100% (2)
- Thermal Spraying CoatingsDocument40 paginiThermal Spraying CoatingsThirumaranÎncă nu există evaluări
- Iso 9001:2015 Iso 14001:2015 Iso 45001:2016 (Dis)Document4 paginiIso 9001:2015 Iso 14001:2015 Iso 45001:2016 (Dis)herisusantoÎncă nu există evaluări
- Role of Lubricant in Powder MetallurgyDocument6 paginiRole of Lubricant in Powder MetallurgydtkraeutÎncă nu există evaluări
- Cost Reduction in Hot Forging by The Use of Environment Friendly, Graphite-Free Water Soluble Die Lubricants.Document19 paginiCost Reduction in Hot Forging by The Use of Environment Friendly, Graphite-Free Water Soluble Die Lubricants.Srikar ShenoyÎncă nu există evaluări
- Drum & Pulley Lagging - All State Conveyors - Innovative Solutions ProviderDocument7 paginiDrum & Pulley Lagging - All State Conveyors - Innovative Solutions ProviderJosue21SÎncă nu există evaluări
- Types of Casting and InspectionDocument5 paginiTypes of Casting and InspectionSahal T YousephÎncă nu există evaluări
- Procedure For Manual Gas CuttingDocument10 paginiProcedure For Manual Gas CuttingjayanthÎncă nu există evaluări
- Mount Meru Product Catalogue First VersionDocument20 paginiMount Meru Product Catalogue First Versionilovem2foodÎncă nu există evaluări
- ESCL-SOP-015, Procedure For Production of Egba Split-Sleeve ClampsDocument12 paginiESCL-SOP-015, Procedure For Production of Egba Split-Sleeve Clampsadiqualityconsult100% (1)
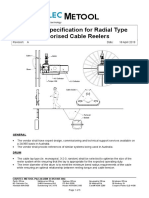
- General Specification For Radial Type Motorised Cable ReelersDocument5 paginiGeneral Specification For Radial Type Motorised Cable ReelersIon Logofătu AlbertÎncă nu există evaluări
- ISO 45001 2018 Amd 1 2024 (En)Document6 paginiISO 45001 2018 Amd 1 2024 (En)cmorabitoÎncă nu există evaluări
- B Gen 200 0903Document16 paginiB Gen 200 0903Joan CzÎncă nu există evaluări
- 15MEC231 Powder+Metallurgy R1Document70 pagini15MEC231 Powder+Metallurgy R1kirutigaÎncă nu există evaluări
- Screening DescriptionDocument6 paginiScreening DescriptionJomed BarallasÎncă nu există evaluări
- Installation of Rail Line Lubricator in EOT Crane For Rail & Wheels Wear ProtectionDocument5 paginiInstallation of Rail Line Lubricator in EOT Crane For Rail & Wheels Wear ProtectionijsretÎncă nu există evaluări
- Group Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Document3 paginiGroup Alpha (Widy, Yoga, Fadly) - FMEA - ManRisk - MK3L 2019Widy Abe Wibisono100% (1)
- Rotary Kiln Inspections Leaflet - en - WebDocument4 paginiRotary Kiln Inspections Leaflet - en - WebPankaj KumarÎncă nu există evaluări
- Plasma Oxy Fuel: Metal CuttingDocument20 paginiPlasma Oxy Fuel: Metal CuttingRIDHAMÎncă nu există evaluări
- Chapter 1 Powder Metallurgy - JRJDocument99 paginiChapter 1 Powder Metallurgy - JRJK. K. TUTORIALS TECH CLUB100% (1)
- 2016 PreCut PowerLine FineCut EnglishDocument16 pagini2016 PreCut PowerLine FineCut Englishrcaleta0% (1)
- Forging PresentationDocument17 paginiForging PresentationRakesh PuriÎncă nu există evaluări
- Scaffolding - ANNEXURE 20-24Document28 paginiScaffolding - ANNEXURE 20-24Suryakant SurajÎncă nu există evaluări
- Bearing SKFDocument44 paginiBearing SKFCarlos SolerÎncă nu există evaluări
- O RingsDocument6 paginiO RingsCuepattÎncă nu există evaluări
- EQ-17 StackDocument6 paginiEQ-17 StackSangam SharmaÎncă nu există evaluări
- Line Boring ToolsDocument8 paginiLine Boring ToolsMalik Uddin ZahirÎncă nu există evaluări
- Quality Plan TemplateDocument2 paginiQuality Plan Templateapi-3850616100% (3)
- Agent Can Selectively Use Glass Powder, Titanium Dioxide and White Alundum, Etc. and Their Mixture, and The AdhesiveDocument4 paginiAgent Can Selectively Use Glass Powder, Titanium Dioxide and White Alundum, Etc. and Their Mixture, and The AdhesiveSama Umate100% (2)
- New Operator Training ManualDocument35 paginiNew Operator Training ManualBharat ChakravartinÎncă nu există evaluări
- Is.15652.2006 - Indian Standard For Insulating Mats For Electrical Applications.Document19 paginiIs.15652.2006 - Indian Standard For Insulating Mats For Electrical Applications.shanmars007Încă nu există evaluări
- Wear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueDocument12 paginiWear Analysis of Chromium Carbide Coating On A516 WCB Steel by Plasma Spraying TechniqueIJRASETPublicationsÎncă nu există evaluări
- Girth Gear Work OrderDocument3 paginiGirth Gear Work OrderDgk RajuÎncă nu există evaluări
- Is 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsDocument14 paginiIs 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsavijayakumarsamyÎncă nu există evaluări
- Rotary Table Feeder Data SheetDocument1 paginăRotary Table Feeder Data SheetclxÎncă nu există evaluări
- Comments - MSEL 25072017 Rod Mill RequirementDocument14 paginiComments - MSEL 25072017 Rod Mill RequirementHarshGuptaÎncă nu există evaluări
- CPHFD 011Document7 paginiCPHFD 011Napoleon DasÎncă nu există evaluări
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 paginiStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanÎncă nu există evaluări
- Why Skewing Is Not Beneficial For Your HPGRDocument8 paginiWhy Skewing Is Not Beneficial For Your HPGRAbe ArdiÎncă nu există evaluări
- SMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Document14 paginiSMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Binod Kumar PadhiÎncă nu există evaluări
- R SeriesComperision PDFDocument1 paginăR SeriesComperision PDFSarojini VeeraraghavanÎncă nu există evaluări
- HCL Safety Data SheetDocument6 paginiHCL Safety Data SheetSuparman KoplakÎncă nu există evaluări
- Spiral Classifier English VersioinDocument5 paginiSpiral Classifier English VersioinRogelio Israel LedesmaÎncă nu există evaluări
- GTAW Chapter 1Document4 paginiGTAW Chapter 1Renold ElsenÎncă nu există evaluări
- What Is Zinc Flake CoatingsDocument7 paginiWhat Is Zinc Flake CoatingsKunal DhakaneÎncă nu există evaluări
- PTA Hardfacing: Arcraft Plasma IndiaDocument16 paginiPTA Hardfacing: Arcraft Plasma IndiaJimmy RodriguesÎncă nu există evaluări
- Tecnomatix Quality ManagementDocument2 paginiTecnomatix Quality Managementfrankp_147Încă nu există evaluări
- TX Factorylink BrochureDocument8 paginiTX Factorylink Brochurefrankp_147Încă nu există evaluări
- AISC Shapes Database v14.0Document10 paginiAISC Shapes Database v14.0frankp_147Încă nu există evaluări
- ANCLAJESDocument21 paginiANCLAJESfrankp_147Încă nu există evaluări
- Comparacion D CostosDocument8 paginiComparacion D Costosfrankp_147Încă nu există evaluări
- Catalogo Tecnico Stud WeldingDocument68 paginiCatalogo Tecnico Stud Weldingalexfc81Încă nu există evaluări
- Factor Servicio Re Duct OresDocument13 paginiFactor Servicio Re Duct OresVillegas Lopez GermanÎncă nu există evaluări
- Norm ANSI PDFDocument1 paginăNorm ANSI PDFAbdul Quddus Mat IsaÎncă nu există evaluări
- Imaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFDocument3.130 paginiImaging Anatomy Brain and Spine Osborn 1 Ed 2020 PDFthe gaangster100% (1)
- Test Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan HelsenDocument34 paginiTest Bank For Global Marketing Management 6th Edition Masaaki Mike Kotabe Kristiaan Helsenfraught.oppugnerp922o100% (43)
- Maintaining Godly Spirituality in The Face of ChallengesDocument3 paginiMaintaining Godly Spirituality in The Face of ChallengesDavid OmoniyiÎncă nu există evaluări
- ELS 15 Maret 2022 REVDocument14 paginiELS 15 Maret 2022 REVhelto perdanaÎncă nu există evaluări
- Kaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeDocument47 paginiKaibigan, Kabarkada, Kaeskwela: Pinoy Friendships and School LifeGerald M. LlanesÎncă nu există evaluări
- Property Case Digest DonationDocument13 paginiProperty Case Digest DonationJesselle Maminta100% (1)
- Curriculum Vitae: Educational Background Certification Major Name of Institute PeriodDocument2 paginiCurriculum Vitae: Educational Background Certification Major Name of Institute PeriodTHEVINESHÎncă nu există evaluări
- Chapter 4 PDFDocument26 paginiChapter 4 PDFMeloy ApiladoÎncă nu există evaluări
- Speaking Quý 1 2024Document43 paginiSpeaking Quý 1 2024Khang HoàngÎncă nu există evaluări
- MarimbaDocument5 paginiMarimbaLeonardo D'AngeloÎncă nu există evaluări
- Dial 1298 For Ambulance - HSBCDocument22 paginiDial 1298 For Ambulance - HSBCDial1298forAmbulanceÎncă nu există evaluări
- Benson Ivor - The Zionist FactorDocument234 paginiBenson Ivor - The Zionist Factorblago simeonov100% (1)
- PresentationDocument6 paginiPresentationVruchali ThakareÎncă nu există evaluări
- The Life Cycle of Brent FieldDocument21 paginiThe Life Cycle of Brent FieldMalayan AjumovicÎncă nu există evaluări
- The Frozen Path To EasthavenDocument48 paginiThe Frozen Path To EasthavenDarwin Diaz HidalgoÎncă nu există evaluări
- Decolonization DBQDocument3 paginiDecolonization DBQapi-493862773Încă nu există evaluări
- DGKCC Internship ReportDocument17 paginiDGKCC Internship ReportMuhammad AtharÎncă nu există evaluări
- Family Planning MethodsDocument20 paginiFamily Planning MethodsRoel Marcial100% (2)
- Competent Testing Requirements As Per Factory ActDocument3 paginiCompetent Testing Requirements As Per Factory Actamit_lunia100% (1)
- You'Re My Everything - Glenn FredlyDocument2 paginiYou'Re My Everything - Glenn FredlyTommy Juliansyah MarsenoÎncă nu există evaluări
- Poster PresentationDocument3 paginiPoster PresentationNipun RavalÎncă nu există evaluări
- Elad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086Document61 paginiElad Shapira - Shall We Play A Game - Lessons Learned While Playing CoreWars8086james wrightÎncă nu există evaluări
- Super Gene 1201-1300Document426 paginiSuper Gene 1201-1300Henri AtanganaÎncă nu există evaluări
- Exploring Nurses' Knowledge of The Glasgow Coma Scale in Intensive Care and Emergency Departments at A Tertiary Hospital in Riyadh City, Saudi ArabiaDocument9 paginiExploring Nurses' Knowledge of The Glasgow Coma Scale in Intensive Care and Emergency Departments at A Tertiary Hospital in Riyadh City, Saudi Arabianishu thapaÎncă nu există evaluări
- Saeed Sentence Relation and Truth (Summary)Document11 paginiSaeed Sentence Relation and Truth (Summary)Mohammad Hassan100% (1)
- Method Statement For Construction of Concrete Batching Plant (Combined)Document72 paginiMethod Statement For Construction of Concrete Batching Plant (Combined)NP Dien100% (1)
- Lesson Tasks: Lesson Plan: Addition and Subtraction To 20Document2 paginiLesson Tasks: Lesson Plan: Addition and Subtraction To 20Марина СтанојевићÎncă nu există evaluări
- P4 Science Topical Questions Term 1Document36 paginiP4 Science Topical Questions Term 1Sean Liam0% (1)