S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- John Crane Seal Identification CodingDocument9 paginiJohn Crane Seal Identification CodingEloy Alejandro Justiniano Coimbra100% (1)
- Closed Book Practice QuestionsDocument10 paginiClosed Book Practice Questionsdgelvez100% (3)
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Document1 paginăTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Panchal ShaileshÎncă nu există evaluări
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Document1 paginăTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshÎncă nu există evaluări
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDocument1 paginăTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshÎncă nu există evaluări
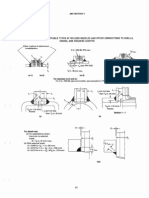
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 paginăFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshÎncă nu există evaluări
- FIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingDocument1 paginăFIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingPanchal ShaileshÎncă nu există evaluări
- Sec-I 128Document1 paginăSec-I 128Panchal ShaileshÎncă nu există evaluări
- Sec-I 126Document1 paginăSec-I 126Panchal ShaileshÎncă nu există evaluări
- FIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IDocument1 paginăFIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IPanchal ShaileshÎncă nu există evaluări
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Document1 paginăFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Panchal ShaileshÎncă nu există evaluări
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersDocument1 paginăFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersPanchal ShaileshÎncă nu există evaluări
- Sec-I 121Document1 paginăSec-I 121Panchal ShaileshÎncă nu există evaluări
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 paginăFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshÎncă nu există evaluări
- Design: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessDocument1 paginăDesign: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessPanchal ShaileshÎncă nu există evaluări
- Manufacturer'S Data Report Forms: 2007 Section IDocument1 paginăManufacturer'S Data Report Forms: 2007 Section IPanchal ShaileshÎncă nu există evaluări
- Openings and CompensationDocument1 paginăOpenings and CompensationPanchal ShaileshÎncă nu există evaluări
- Sec-I 10Document1 paginăSec-I 10Panchal ShaileshÎncă nu există evaluări
- PG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviDocument1 paginăPG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviPanchal ShaileshÎncă nu există evaluări
- Sec-I 14 PDFDocument1 paginăSec-I 14 PDFPanchal ShaileshÎncă nu există evaluări
- 2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersDocument1 pagină2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersPanchal ShaileshÎncă nu există evaluări
- 2007 ASME Boiler and Pressure Vessel Code: SectionsDocument1 pagină2007 ASME Boiler and Pressure Vessel Code: SectionsPanchal ShaileshÎncă nu există evaluări
- Is.6452.b.1989 Specifications For HAC For Structural Use (High Alumina Cement) .Document19 paginiIs.6452.b.1989 Specifications For HAC For Structural Use (High Alumina Cement) .SAIKIRAN LÎncă nu există evaluări
- AAP S17 Gate Valves E2 S PDFDocument16 paginiAAP S17 Gate Valves E2 S PDFbugmenot-scribdÎncă nu există evaluări
- Flux Certificate - 234-ELİFLUX BBR-AG-Sample PDFDocument1 paginăFlux Certificate - 234-ELİFLUX BBR-AG-Sample PDFans44155Încă nu există evaluări
- Is 13095 1991 PDFDocument15 paginiIs 13095 1991 PDFRanganathan SekarÎncă nu există evaluări
- Detection and Analysis of Magnetic Particle Testing Defects On Heavy Truck Crankshaft Manufactured by Microalloyed Medium-Carbon Forging SteelDocument10 paginiDetection and Analysis of Magnetic Particle Testing Defects On Heavy Truck Crankshaft Manufactured by Microalloyed Medium-Carbon Forging SteelprabuÎncă nu există evaluări
- Tutorial 1Document46 paginiTutorial 1Mohamed SherifÎncă nu există evaluări
- Best Management PracticeDocument48 paginiBest Management PracticeCarlos MercadoÎncă nu există evaluări
- 20 Green Sand Casting Defects and Their Suggested RemediesDocument4 pagini20 Green Sand Casting Defects and Their Suggested RemediesPatil Amol PandurangÎncă nu există evaluări
- Cable-Gland-Catalogue CMPDocument1 paginăCable-Gland-Catalogue CMPKaustabha DasÎncă nu există evaluări
- Refractories T1 TheoryDocument12 paginiRefractories T1 TheoryslchemÎncă nu există evaluări
- May 2014-1Document412 paginiMay 2014-1Andi DumayÎncă nu există evaluări
- Ashish Industrial Training ReportDocument31 paginiAshish Industrial Training Reportprosperity facilitationÎncă nu există evaluări
- 12 Samss 007Document33 pagini12 Samss 007marghoobÎncă nu există evaluări
- Mosquito Net - SQ - FT Calculation Description Actual Breadth Length Nos Area Rate Amount Aluminium Frame Sl. NoDocument25 paginiMosquito Net - SQ - FT Calculation Description Actual Breadth Length Nos Area Rate Amount Aluminium Frame Sl. NoidiotfellowÎncă nu există evaluări
- Advanced High Strength Natural Fibre Composites in ConstructionDocument11 paginiAdvanced High Strength Natural Fibre Composites in ConstructionHani BarakatÎncă nu există evaluări
- Parts of The BuildingDocument16 paginiParts of The BuildingAkshaya Dheer MadugulaÎncă nu există evaluări
- Type Test Approvals: Powering The RegionDocument4 paginiType Test Approvals: Powering The RegionJean Pierre GoossensÎncă nu există evaluări
- BS IndexDocument11 paginiBS IndexShirleyLiuÎncă nu există evaluări
- Astm C270 10Document14 paginiAstm C270 10MustafaMahdi100% (2)
- Phoenix ValveDocument4 paginiPhoenix Valvespadafora77Încă nu există evaluări
- Traditional Timber (Compatibility Mode)Document13 paginiTraditional Timber (Compatibility Mode)Asish BarailiÎncă nu există evaluări
- Irc SP 63 - 2004Document48 paginiIrc SP 63 - 2004Anant86% (7)
- Epdm Sponge Rubber Seals08Document2 paginiEpdm Sponge Rubber Seals08Subodh KantÎncă nu există evaluări
- Arf SWGL 20mm.21Document1 paginăArf SWGL 20mm.21GS BOOMIKÎncă nu există evaluări
- VIN129 Polyethylene Pipe and Fittings SystemsDocument145 paginiVIN129 Polyethylene Pipe and Fittings SystemsKevin Tran0% (1)
- Building PlanDocument1 paginăBuilding Planshaik moizÎncă nu există evaluări
- REPORTTT (Repaired) PDFDocument161 paginiREPORTTT (Repaired) PDFHeartless GuitaristÎncă nu există evaluări
- 008 2015 en GL BW Bestseller WebDocument48 pagini008 2015 en GL BW Bestseller WebNaveen SolankiÎncă nu există evaluări