S-ar putea să vă placă și
- Gas Turbine MaintenanceDocument47 paginiGas Turbine MaintenanceMohammad Ibnul Hossain100% (1)
- Borescope Inspection Gas Turbien Generator Taurus 60Document38 paginiBorescope Inspection Gas Turbien Generator Taurus 60vamcodong100% (2)
- C10518078 PDFDocument20 paginiC10518078 PDFJessica ChandlerÎncă nu există evaluări
- Manual Taurus 60 Turbina Parte 1Document71 paginiManual Taurus 60 Turbina Parte 1Edgar SeguaÎncă nu există evaluări
- cpd220 Gs tt4000Document66 paginicpd220 Gs tt4000oscar72008100% (2)
- GTs World Comparison Picture - 1-130 MW - 2015 01Document2 paginiGTs World Comparison Picture - 1-130 MW - 2015 01dvcher78Încă nu există evaluări
- Centaur 40Document82 paginiCentaur 40emanuellesanchez92% (12)
- GTUA 2001 Report PDFDocument243 paginiGTUA 2001 Report PDFMijail David Felix Narvaez100% (2)
- Dynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDocument3 paginiDynamics Characteristics: Figure 1. LM2500-PE Estimated Load Rejection Transient PerformanceDenis JimenezÎncă nu există evaluări
- TITAN 130 Mobile Power Unit 3DDocument4 paginiTITAN 130 Mobile Power Unit 3DEdutamÎncă nu există evaluări
- Solar Turbine Training PlanDocument34 paginiSolar Turbine Training Planchimmy chin100% (1)
- IPL Saturn 20Document56 paginiIPL Saturn 20Ranjan Shankar100% (3)
- Gas Turbines Siemens Int PDFDocument68 paginiGas Turbines Siemens Int PDFSalam LabadiÎncă nu există evaluări
- Compresor TITAN 130 (Solar)Document86 paginiCompresor TITAN 130 (Solar)Martínez Rodriguez DiegoÎncă nu există evaluări
- Gas Turbine Maintenance Manual SampleDocument10 paginiGas Turbine Maintenance Manual SampleArtistic Origins100% (8)
- Caterpillar Taurus 70 Users Manual 536177 PDFDocument83 paginiCaterpillar Taurus 70 Users Manual 536177 PDFTrung Quan Vo100% (1)
- Solar Turbines Compressor Blade Installation Tools PDFDocument152 paginiSolar Turbines Compressor Blade Installation Tools PDFKalai Arasan100% (1)
- Saturno 20Document80 paginiSaturno 20r_chulin100% (1)
- Compressor Set and Mechanical Drive: Saturn 20Document79 paginiCompressor Set and Mechanical Drive: Saturn 20Sara Vacca100% (1)
- Gas Turbine With HRSGDocument4 paginiGas Turbine With HRSGSajjad Ahmed100% (1)
- HFG Manual SD 6009 Rev 10Document71 paginiHFG Manual SD 6009 Rev 10taufikÎncă nu există evaluări
- GTC Taurus 70 Package Spec.Document86 paginiGTC Taurus 70 Package Spec.MikiRoniWijayaÎncă nu există evaluări
- Operation Maintenance Course C40 PDFDocument87 paginiOperation Maintenance Course C40 PDFpoetraditya100% (1)
- Preparation For Startup Guide Line Solar Turbines CompressorDocument5 paginiPreparation For Startup Guide Line Solar Turbines CompressorIbrahima Fall0% (1)
- TIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFDocument5 paginiTIL 1880 Trip Risk When Liquid Fuel Recirculation Is Turned Off While Running On Gas PDFManuel L LombarderoÎncă nu există evaluări
- Technical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Document8 paginiTechnical Procedures: Gas Turbine Water-Wash (Level 1 Maintenance)Ant Yi0% (1)
- Solar Mars 90 Gas Turbines BrochureDocument86 paginiSolar Mars 90 Gas Turbines BrochureKian TecÎncă nu există evaluări
- Frame 9e Gas Turbine PresentationDocument98 paginiFrame 9e Gas Turbine PresentationSONU100% (1)
- ms5002 AtodDocument8 paginims5002 AtodhanysramzyÎncă nu există evaluări
- Training ManualDocument551 paginiTraining ManualSeif Charaf100% (3)
- Material Inspection of Hot Gas PathDocument2 paginiMaterial Inspection of Hot Gas Patheankibo100% (1)
- Frame 9e Gas Turbine PlantDocument12 paginiFrame 9e Gas Turbine Plantkoohestani_afshin100% (1)
- TITAN 130 Complete Specs 2011Document88 paginiTITAN 130 Complete Specs 2011Dang Jinlong91% (11)
- IGV AssamblyDocument31 paginiIGV AssamblyPhong le100% (1)
- Solar Turbines 2Document12 paginiSolar Turbines 2josethompson0% (1)
- PGT25DLE MaintenanceDocument61 paginiPGT25DLE Maintenanceolegprikhodko2809100% (1)
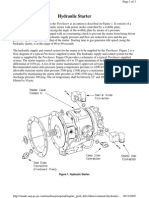
- Figure 1. Hydraulic StarterDocument3 paginiFigure 1. Hydraulic StarterDenis JimenezÎncă nu există evaluări
- GE Frame 7EA Loss of FlameDocument6 paginiGE Frame 7EA Loss of Flamenabil160874Încă nu există evaluări
- Solar Turbines - Centifugal Gas Compressor BookletDocument48 paginiSolar Turbines - Centifugal Gas Compressor Bookletsetyo ardi100% (1)
- TTP Course CatalogDocument40 paginiTTP Course CatalogPapun Scribd100% (1)
- Tauras 60 SolarDocument83 paginiTauras 60 SolarAbid Lakhani100% (1)
- TIL 1132 2R1 - VIGV Inspection, Thrust WasherDocument5 paginiTIL 1132 2R1 - VIGV Inspection, Thrust WasherHernan Giraut100% (2)
- Vol IV Spare Part Illustration PDFDocument305 paginiVol IV Spare Part Illustration PDFgiang100% (3)
- Gas Turbine BookDocument214 paginiGas Turbine BookMulhim Luthfi Riyadi100% (1)
- Gas Turbine MaintenanceDocument60 paginiGas Turbine Maintenancehelmybh100% (16)
- GT Ms5001 Start-UpDocument2 paginiGT Ms5001 Start-Uphelmybh100% (1)
- MS5001PA Gas Turbine Fact SheetDocument3 paginiMS5001PA Gas Turbine Fact SheetGustavo Palacios100% (3)
- Solar Mars Gas Turbine Compressor ManualDocument3 paginiSolar Mars Gas Turbine Compressor ManualJuan Mesa100% (1)
- PMR - CPP Solar Turbines Taurus - 70 Driven Compressor Set PackagesDocument15 paginiPMR - CPP Solar Turbines Taurus - 70 Driven Compressor Set PackagesAceh NyakponÎncă nu există evaluări
- NCHPTTRFKurzFinal PDFDocument34 paginiNCHPTTRFKurzFinal PDFDiogo MonteiroÎncă nu există evaluări
- Making O&M More EfficientDocument7 paginiMaking O&M More EfficientNadia AlvaradoÎncă nu există evaluări
- Ger 3620fDocument34 paginiGer 3620ftechnica100% (1)
- Asset Inspection and Maintenance Management System On LNG FacilityDocument40 paginiAsset Inspection and Maintenance Management System On LNG FacilityAbu Faiz100% (1)
- Maintenance Plan: Maintenenance Engineering (Me-403)Document22 paginiMaintenance Plan: Maintenenance Engineering (Me-403)moe100% (1)
- Compressor Maint ListDocument3 paginiCompressor Maint Listsantosh kumar100% (1)
- Basics of Pumps TechnologyDocument25 paginiBasics of Pumps TechnologySANMIÎncă nu există evaluări
- Reciprocating Compressor ImprovementsDocument13 paginiReciprocating Compressor ImprovementsSANJANA SINGHÎncă nu există evaluări
- Maintance PlanningDocument0 paginiMaintance PlanningSHIVAJI CHOUDHURY100% (1)
- Jurgen SchwarzDocument6 paginiJurgen SchwarzmersiumÎncă nu există evaluări
- Maintenance Programs of Gas and Steam TurbinesDocument26 paginiMaintenance Programs of Gas and Steam Turbinesmexx4u2nv100% (1)
- AADvance Customer PresentationDocument38 paginiAADvance Customer Presentationdilo001Încă nu există evaluări
- Panorama: Medium Voltage ProductsDocument6 paginiPanorama: Medium Voltage Productsdilo001Încă nu există evaluări
- Fluke 376Document2 paginiFluke 376dilo001Încă nu există evaluări
- Panorama ProcessDocument10 paginiPanorama Processdilo001Încă nu există evaluări
- Galaxy 5000 - DocumentationDocument26 paginiGalaxy 5000 - Documentationdilo001Încă nu există evaluări
- Galaxy 5000 - DocumentationDocument26 paginiGalaxy 5000 - Documentationdilo001Încă nu există evaluări
- PCS7 in OG enDocument76 paginiPCS7 in OG endilo001Încă nu există evaluări
- GMsetDocument8 paginiGMsetdilo001Încă nu există evaluări
- GMset enDocument26 paginiGMset endilo001Încă nu există evaluări
- PCS7 Global Solutions enDocument94 paginiPCS7 Global Solutions endilo001Încă nu există evaluări
- Gas Turbine Instruction Manual Vol 4-TB4000Document374 paginiGas Turbine Instruction Manual Vol 4-TB4000dilo001100% (3)
- MVDocument10 paginiMVdilo001Încă nu există evaluări
- Republic v. Pilipinas Shell, GR 173918Document10 paginiRepublic v. Pilipinas Shell, GR 173918Glenn FortesÎncă nu există evaluări
- JD 624h Loader Tc62h Operator Sec WatDocument20 paginiJD 624h Loader Tc62h Operator Sec Watalbert100% (51)
- Low Carbon Lining For Tunnelling Precast Segment - How Dramix® Fibre Reinforced Concrete Could Facilitate This AchievementDocument8 paginiLow Carbon Lining For Tunnelling Precast Segment - How Dramix® Fibre Reinforced Concrete Could Facilitate This AchievementDeyuan GuoÎncă nu există evaluări
- Chemistry Project: Saturated Solutions: Measuring SolubilityDocument8 paginiChemistry Project: Saturated Solutions: Measuring SolubilityAbhay Kumar NayakÎncă nu există evaluări
- Welding Tools and EquipmentsDocument9 paginiWelding Tools and EquipmentsMarko futeÎncă nu există evaluări
- LKP CatalogDocument3 paginiLKP Catalogvikas_ojha54706Încă nu există evaluări
- Cesium and Rubidium Salts of Keggin-TypeDocument146 paginiCesium and Rubidium Salts of Keggin-TypeChau MaiÎncă nu există evaluări
- Rivulis F3240 English Metric 20191223 WebDocument10 paginiRivulis F3240 English Metric 20191223 WebMehdi BassouÎncă nu există evaluări
- GammaDocument17 paginiGammaBigBossÎncă nu există evaluări
- 06-DC ChopperDocument26 pagini06-DC ChopperTuhin ShahÎncă nu există evaluări
- Port Info Booklet 2013Document35 paginiPort Info Booklet 2013Leonard Chan ChowÎncă nu există evaluări
- Presentation: Modes of TransportationDocument16 paginiPresentation: Modes of Transportationranjeet1ranaÎncă nu există evaluări
- Auma - Electric ActuatosDocument44 paginiAuma - Electric ActuatosRakesh Karan Singh100% (1)
- Designing A DC MotorDocument7 paginiDesigning A DC MotorPravat SatpathyÎncă nu există evaluări
- Mazda Bt50 WL C & We C Wiring Diagram f198!30!05l12Document1 paginăMazda Bt50 WL C & We C Wiring Diagram f198!30!05l12staff055100% (2)
- AMTED398078EN Part2 (Web)Document54 paginiAMTED398078EN Part2 (Web)jobpei2Încă nu există evaluări
- Abb LV139Document20 paginiAbb LV139Ahmad Shaikh NooruddinÎncă nu există evaluări
- Photovoltaics in The Built Environment A Critical Review2Document16 paginiPhotovoltaics in The Built Environment A Critical Review2Samahir ElzakiÎncă nu există evaluări
- Chapter8-Kaplon Turbine10Document10 paginiChapter8-Kaplon Turbine10fazarbadhushaÎncă nu există evaluări
- Max Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Document106 paginiMax Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Vashish Ramrecha100% (1)
- Manifold Operating ProcedureDocument7 paginiManifold Operating Proceduresiruslara6491Încă nu există evaluări
- Asme Boiler & Pressure Section ViiiDocument22 paginiAsme Boiler & Pressure Section ViiiHesham ismail SeddikÎncă nu există evaluări
- Quantum Mechanics Tunneling & Harmonic OscillatorDocument33 paginiQuantum Mechanics Tunneling & Harmonic Oscillatorvivek patelÎncă nu există evaluări
- CG Drive SGDocument1 paginăCG Drive SGmanchem sreeram sanjay67% (3)
- Grade 7 LPDocument5 paginiGrade 7 LPMelfe John CerezoÎncă nu există evaluări
- UNITDocument4 paginiUNITHarshJindalÎncă nu există evaluări
- A R Bordon Wes Penre Mechanics Around Entrapment of Souls in Third DimensionDocument17 paginiA R Bordon Wes Penre Mechanics Around Entrapment of Souls in Third Dimensionsisterrosetta100% (1)
- ML 093220866Document191 paginiML 093220866gkdora574Încă nu există evaluări
- NT7 Practical Guide For Using CFW-09 and CFW-11 Inverters and Weg Motors With Long Motor Cables-R01 PDFDocument2 paginiNT7 Practical Guide For Using CFW-09 and CFW-11 Inverters and Weg Motors With Long Motor Cables-R01 PDFfelipeÎncă nu există evaluări
- Handbook For Radiological MonitorsDocument44 paginiHandbook For Radiological MonitorsChó MèoÎncă nu există evaluări