S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Ncuk International Foundation Year IFYCH002 Chemistry End of Semester 1 Test 2018-19Document12 paginiThe Ncuk International Foundation Year IFYCH002 Chemistry End of Semester 1 Test 2018-19Mfanafuthi100% (1)
- Jacketed Piping Stress Analysis - HP 1978 PDFDocument3 paginiJacketed Piping Stress Analysis - HP 1978 PDFim4uim4uim4uim4u100% (1)
- Drying of Pipelines Prior To Commissioning - CEPS A.SDocument6 paginiDrying of Pipelines Prior To Commissioning - CEPS A.Sim4uim4uim4uim4uÎncă nu există evaluări
- ASTM - Valve, Material SpecificationsDocument8 paginiASTM - Valve, Material Specificationsim4uim4uim4uim4uÎncă nu există evaluări
- CR4 - Thread - 13%Cr Vs 316SSDocument3 paginiCR4 - Thread - 13%Cr Vs 316SSim4uim4uim4uim4uÎncă nu există evaluări
- Hydrostatic Test Pressure CalculationDocument1 paginăHydrostatic Test Pressure Calculationim4uim4uim4uim4uÎncă nu există evaluări
- Ramberg OsgoodDocument22 paginiRamberg Osgoodim4uim4uim4uim4uÎncă nu există evaluări
- Web Using FesifDocument5 paginiWeb Using FesifjtpmlÎncă nu există evaluări
- 4.2 Evaluation of Response Characteristics of Buried Pipelines During EarthquakesDocument10 pagini4.2 Evaluation of Response Characteristics of Buried Pipelines During Earthquakesim4uim4uim4uim4uÎncă nu există evaluări
- Test Pressure and Duration Calculation For ValvesDocument1 paginăTest Pressure and Duration Calculation For Valvesim4uim4uim4uim4uÎncă nu există evaluări
- 4 Most Common Types of Temperature Sensor - AmethermDocument4 pagini4 Most Common Types of Temperature Sensor - Amethermim4uim4uim4uim4uÎncă nu există evaluări
- Rules & Guidelines General: Code EditionDocument7 paginiRules & Guidelines General: Code Editionim4uim4uim4uim4uÎncă nu există evaluări
- NEMA Grade G10 Glass Epoxy LaminateDocument1 paginăNEMA Grade G10 Glass Epoxy Laminateim4uim4uim4uim4uÎncă nu există evaluări
- AutomatedUT WeldedPipes (WCNDT-Shanghai) WD Jan08 Very GoodDocument13 paginiAutomatedUT WeldedPipes (WCNDT-Shanghai) WD Jan08 Very Goodim4uim4uim4uim4u100% (1)
- Buried Pipeline AnalysisDocument9 paginiBuried Pipeline Analysisim4uim4uim4uim4u100% (1)
- Buried Pipeline AnalysisDocument9 paginiBuried Pipeline Analysisim4uim4uim4uim4u100% (1)
- Bima Bachat LICDocument1 paginăBima Bachat LICim4uim4uim4uim4uÎncă nu există evaluări
- Flange Insulating Flange KitDocument8 paginiFlange Insulating Flange Kitim4uim4uim4uim4uÎncă nu există evaluări
- Pipeline DryingDocument2 paginiPipeline DryingAdan Farias de PinaÎncă nu există evaluări
- Fast Facts Incoterms 2010 VirginiaDocument4 paginiFast Facts Incoterms 2010 VirginiaJen Li KohÎncă nu există evaluări
- Jfe - Japanese Steel ClassificationDocument24 paginiJfe - Japanese Steel ClassificationEsteban TraveltoUsa100% (1)
- API 5 L DifferenceDocument2 paginiAPI 5 L Differenceim4uim4uim4uim4uÎncă nu există evaluări
- Jfe - Japanese Steel ClassificationDocument24 paginiJfe - Japanese Steel ClassificationEsteban TraveltoUsa100% (1)
- Casing Type For WellDocument5 paginiCasing Type For Wellim4uim4uim4uim4uÎncă nu există evaluări
- API 5L - 43rd and 44th Ed - Comparison r1Document68 paginiAPI 5L - 43rd and 44th Ed - Comparison r1gopidhan100% (1)
- 1990 Palmer Upheaval BucklingDocument10 pagini1990 Palmer Upheaval Bucklingppyim2012100% (1)
- WellheadDocument1 paginăWellheadim4uim4uim4uim4uÎncă nu există evaluări
- Tutorial MathcadDocument13 paginiTutorial MathcadFabrizziobiÎncă nu există evaluări
- Casing Type For WellDocument5 paginiCasing Type For Wellim4uim4uim4uim4uÎncă nu există evaluări
- Well DrillingDocument7 paginiWell Drillingim4uim4uim4uim4uÎncă nu există evaluări
- Corporate Standard STD 1223: Orientering OrientationDocument4 paginiCorporate Standard STD 1223: Orientering OrientationSERGIO GAUEÎncă nu există evaluări
- Msds AluminaDocument6 paginiMsds AluminayaderÎncă nu există evaluări
- Material Data Sheet Hovadur CCNB Eh: Agreed Properties at 20 °C (Condition: Hardened, Solution Heat Treated Respectively)Document4 paginiMaterial Data Sheet Hovadur CCNB Eh: Agreed Properties at 20 °C (Condition: Hardened, Solution Heat Treated Respectively)AliÎncă nu există evaluări
- Module Outline 2011: Architects Need To Know But Can Never Find. Rockport: MassDocument5 paginiModule Outline 2011: Architects Need To Know But Can Never Find. Rockport: Massapi-115534435Încă nu există evaluări
- Cds Photoconductive Cells: 3Mm Cds Photosensitive ResistorDocument5 paginiCds Photoconductive Cells: 3Mm Cds Photosensitive Resistor21xim21Încă nu există evaluări
- Effects of Heat Treatments On Steels For Bearing ApplicationsDocument7 paginiEffects of Heat Treatments On Steels For Bearing ApplicationsAshwani KansaraÎncă nu există evaluări
- Introduction To GFRCDocument13 paginiIntroduction To GFRCibrahim alshaerÎncă nu există evaluări
- Styrolution TDS400900250546Document2 paginiStyrolution TDS400900250546prabhat singhÎncă nu există evaluări
- LPSR Based Paper - Optik JournalDocument12 paginiLPSR Based Paper - Optik JournalSK ChaulyaÎncă nu există evaluări
- Material Testing Lab Tensile Test ReportDocument1 paginăMaterial Testing Lab Tensile Test Reportwajid0652Încă nu există evaluări
- Lecture 2Document26 paginiLecture 2alessio8Încă nu există evaluări
- Greene Tweed Energy at A GlanceDocument8 paginiGreene Tweed Energy at A GlanceYang WangÎncă nu există evaluări
- 01 Well Cementing - Day 1 PDFDocument131 pagini01 Well Cementing - Day 1 PDFام فاطمة البطاط100% (1)
- CH 5 Coordination CompoundsDocument53 paginiCH 5 Coordination Compoundsgerawop972Încă nu există evaluări
- Festo OD TubingDocument40 paginiFesto OD TubingyogitatanavadeÎncă nu există evaluări
- Thin Layer Chromatography NSDocument32 paginiThin Layer Chromatography NSAnand NanavatyÎncă nu există evaluări
- ProcessDocument24 paginiProcessM RajasekaranÎncă nu există evaluări
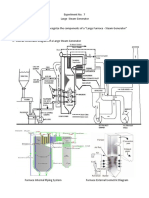
- Large Steam GeneratorDocument12 paginiLarge Steam GeneratorChe AguilarÎncă nu există evaluări
- Effect of Torsional and Bending Stress On Machine PartsDocument6 paginiEffect of Torsional and Bending Stress On Machine PartsKartikeya Shukla100% (1)
- Red Oxide Primer QD JotunDocument4 paginiRed Oxide Primer QD JotunDebÎncă nu există evaluări
- Biodiesel Production by A Continuous Process Using Hetergenous CatalystDocument3 paginiBiodiesel Production by A Continuous Process Using Hetergenous Catalystdstar13Încă nu există evaluări
- Handling of MaterialsDocument34 paginiHandling of MaterialsJerome GarganeraÎncă nu există evaluări
- Compare and Contrast Between Recycling and LandfillDocument4 paginiCompare and Contrast Between Recycling and LandfillAnonymous N03F46DÎncă nu există evaluări
- HFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedDocument9 paginiHFY-PIP-SP-00004 X Specification For Sour Service - A-CommentedVignesh PanchabakesanÎncă nu există evaluări
- Acetic-Acid MOCDocument2 paginiAcetic-Acid MOCtopivÎncă nu există evaluări
- Heavy MetalsDocument4 paginiHeavy MetalsGeorona KAÎncă nu există evaluări
- Pekay 835 Acryl-Seal Seamless Waterproofing SystemDocument7 paginiPekay 835 Acryl-Seal Seamless Waterproofing SystemMmamoraka Christopher MakhafolaÎncă nu există evaluări
- Sheet 1Document2 paginiSheet 1Mohamed SalahÎncă nu există evaluări
- Chemkin PDFDocument44 paginiChemkin PDFmohamedIGCMOÎncă nu există evaluări