S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- 9660 Seam Tracker Manual Rev FDocument148 pagini9660 Seam Tracker Manual Rev FJaime Arreola100% (2)
- S54721 ADocument18 paginiS54721 AJaime ArreolaÎncă nu există evaluări
- NEC Article 250Document42 paginiNEC Article 250unknown_3100% (1)
- Industrial Electronic Timothy J MaloneyDocument586 paginiIndustrial Electronic Timothy J Maloneydfsdds29% (7)
- EPMDocument47 paginiEPMChristian R. GuhitÎncă nu există evaluări
- Eh 2 MDL 4 DsDocument2 paginiEh 2 MDL 4 DsJaime ArreolaÎncă nu există evaluări
- Operating Instructions - Electric Pow'r-Riser ModelsDocument10 paginiOperating Instructions - Electric Pow'r-Riser ModelsJaime ArreolaÎncă nu există evaluări
- Power Riser NuevoDocument9 paginiPower Riser NuevoJaime ArreolaÎncă nu există evaluări
- S54722 ADocument20 paginiS54722 AJaime ArreolaÎncă nu există evaluări
- MIT400 Series Insulation and Continuity Testers: User GuideDocument39 paginiMIT400 Series Insulation and Continuity Testers: User GuideJaime ArreolaÎncă nu există evaluări
- Return To Main Menu: February, 1993Document36 paginiReturn To Main Menu: February, 1993Jaime ArreolaÎncă nu există evaluări
- File 94catalogo SumitomoDocument28 paginiFile 94catalogo SumitomoJaime Arreola100% (1)
- Idealarc DC 1500 Parts PDFDocument20 paginiIdealarc DC 1500 Parts PDFJaime ArreolaÎncă nu există evaluări
- Cruiser: Parts List ForDocument34 paginiCruiser: Parts List ForJaime ArreolaÎncă nu există evaluări
- Cruiser: Operator'S ManualDocument54 paginiCruiser: Operator'S ManualJaime ArreolaÎncă nu există evaluări
- Olvera Molina Instalaciones Y Mantenimiento S de R.L de C.VDocument1 paginăOlvera Molina Instalaciones Y Mantenimiento S de R.L de C.VJaime ArreolaÎncă nu există evaluări
- Idealarc Dc-600: Operator'S ManualDocument54 paginiIdealarc Dc-600: Operator'S ManualJaime ArreolaÎncă nu există evaluări
- File 88Document136 paginiFile 88Jaime ArreolaÎncă nu există evaluări
- Maxsa 10 Controller: Operator'S ManualDocument48 paginiMaxsa 10 Controller: Operator'S ManualJaime ArreolaÎncă nu există evaluări
- Iron WorkerDocument23 paginiIron WorkerJaime Arreola100% (1)
- Power Wave 455M: Vista Lateral DerechaDocument10 paginiPower Wave 455M: Vista Lateral DerechaJaime ArreolaÎncă nu există evaluări
- Cyclo HBB CatalogsumitomoDocument28 paginiCyclo HBB CatalogsumitomoJaime ArreolaÎncă nu există evaluări
- Hyper Term 1000Document92 paginiHyper Term 1000Jaime ArreolaÎncă nu există evaluări
- Powerfeed 10a 11139Document12 paginiPowerfeed 10a 11139Jaime ArreolaÎncă nu există evaluări
- LN25 10556, 10558, 11144, 11145, 11282 & 11283Document32 paginiLN25 10556, 10558, 11144, 11145, 11282 & 11283Jaime ArreolaÎncă nu există evaluări
- LN7 9100 To 10737Document34 paginiLN7 9100 To 10737Jaime ArreolaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Ali Erdemir: Professional ExperienceDocument3 paginiAli Erdemir: Professional ExperienceDunkMeÎncă nu există evaluări
- Twilight PrincessDocument49 paginiTwilight PrincessHikari DiegoÎncă nu există evaluări
- FRP Handrail Fittings CatalogDocument6 paginiFRP Handrail Fittings CatalogAl Adel MorenoÎncă nu există evaluări
- Dual Op Amp and Voltage Reference Ap4310/ADocument12 paginiDual Op Amp and Voltage Reference Ap4310/AМихаил ЯненкоÎncă nu există evaluări
- Arbor APS STT Unit 01 Design Basics 25 Jan2018Document31 paginiArbor APS STT Unit 01 Design Basics 25 Jan2018masterlinh2008Încă nu există evaluări
- Niir Integrated Organic Farming Handbook PDFDocument13 paginiNiir Integrated Organic Farming Handbook PDFNatalieÎncă nu există evaluări
- Cynosure Starlux 500 Palomar Technical Service ManualDocument47 paginiCynosure Starlux 500 Palomar Technical Service ManualJF SilvaÎncă nu există evaluări
- Emw 2007 FP 02093Document390 paginiEmw 2007 FP 02093boj87Încă nu există evaluări
- EPCC Hydrocarbon Downstream L&T 09.01.2014Document49 paginiEPCC Hydrocarbon Downstream L&T 09.01.2014shyaminannnaÎncă nu există evaluări
- Module-4 (PDFDrive)Document67 paginiModule-4 (PDFDrive)Divya priya KÎncă nu există evaluări
- DR PDFDocument252 paginiDR PDFa_ouchar0% (1)
- DudjDocument4 paginiDudjsyaiful rinantoÎncă nu există evaluări
- Assignment 1Document3 paginiAssignment 1farhang_tÎncă nu există evaluări
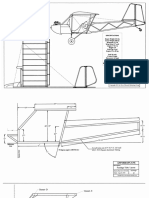
- Plans PDFDocument49 paginiPlans PDFEstevam Gomes de Azevedo85% (34)
- Sat Vocabulary Lesson and Practice Lesson 5Document3 paginiSat Vocabulary Lesson and Practice Lesson 5api-430952728Încă nu există evaluări
- Passenger Lift Alert - Health and Safety AuthorityDocument4 paginiPassenger Lift Alert - Health and Safety AuthorityReginald MaswanganyiÎncă nu există evaluări
- Assignment 2 Mat435Document2 paginiAssignment 2 Mat435Arsene LupinÎncă nu există evaluări
- Tree Growth CharacteristicsDocument9 paginiTree Growth CharacteristicsMunganÎncă nu există evaluări
- June 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEDocument28 paginiJune 2021 QP - Paper 1 (H) Edexcel Chemistry GCSEmiapoppycollinsÎncă nu există evaluări
- Presentation On 4G TechnologyDocument23 paginiPresentation On 4G TechnologyFresh EpicÎncă nu există evaluări
- Runyankore-Rukiga Dictionary Launch: President Yoweri Museveni's SpeechDocument28 paginiRunyankore-Rukiga Dictionary Launch: President Yoweri Museveni's SpeechThe New Vision50% (2)
- 12 Key Principles On Bhava AnalysisDocument28 pagini12 Key Principles On Bhava AnalysisDhineshÎncă nu există evaluări
- Study The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaDocument4 paginiStudy The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaJournal of Nutritional Science and Healthy DietÎncă nu există evaluări
- 9 5 - 358 362 PDFDocument5 pagini9 5 - 358 362 PDFمالك مناصرةÎncă nu există evaluări
- G.S 5Document2 paginiG.S 5Jamsher BalochÎncă nu există evaluări
- Column, Slab, Footing and Wall Footing Foundations: Class A MixingDocument47 paginiColumn, Slab, Footing and Wall Footing Foundations: Class A MixingGioharry Nul PanambulanÎncă nu există evaluări
- RACI Matrix Design For Managing Stakeholders in PRDocument12 paginiRACI Matrix Design For Managing Stakeholders in PRRheza Nugraha Prabareswara100% (1)
- Catalogo Aesculap PDFDocument16 paginiCatalogo Aesculap PDFHansÎncă nu există evaluări
- Managing Diabetic Foot Ulcers ReadingDocument21 paginiManaging Diabetic Foot Ulcers Readinghimanshugupta811997Încă nu există evaluări
- Shandong Baoshida Cable Co, LTD.: Technical ParameterDocument3 paginiShandong Baoshida Cable Co, LTD.: Technical ParameterkmiqdÎncă nu există evaluări