S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
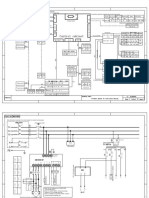
- Wire Diagram Complete Elevator - SL ELEVATOR 20190805Document23 paginiWire Diagram Complete Elevator - SL ELEVATOR 20190805Eka Rama100% (2)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- EEC 319 Engineer in The Society DocumentDocument3 paginiEEC 319 Engineer in The Society Documentgodspower odior100% (1)
- Brilliance - 64 - (ct101) - Site - Guidefor TrailerDocument19 paginiBrilliance - 64 - (ct101) - Site - Guidefor Trailerbody2030Încă nu există evaluări
- EBS Data MaskingDocument31 paginiEBS Data MaskingNawab ShariefÎncă nu există evaluări
- Paint IntroductionDocument14 paginiPaint Introductionamarghumatkar_466819Încă nu există evaluări
- Additives For CoatingsDocument42 paginiAdditives For Coatingsamarghumatkar_466819100% (1)
- Touch Up Painting TipsDocument2 paginiTouch Up Painting Tipsamarghumatkar_466819Încă nu există evaluări
- Paint IntroductionDocument14 paginiPaint Introductionamarghumatkar_466819Încă nu există evaluări
- Curative CalculationDocument2 paginiCurative Calculationamarghumatkar_466819Încă nu există evaluări
- Oem 8800Document2 paginiOem 8800amarghumatkar_466819Încă nu există evaluări
- GAPS Guidelines: Deep Fat FryersDocument4 paginiGAPS Guidelines: Deep Fat FryersAsad KhanÎncă nu există evaluări
- MR ValvesDocument56 paginiMR ValvesIdris SiddiquiÎncă nu există evaluări
- B.tech Regular Examination Fee Registration FormDocument1 paginăB.tech Regular Examination Fee Registration FormvishwasÎncă nu există evaluări
- Thermal Processing - Quality Management Is Vital in Heat-TreatingDocument1 paginăThermal Processing - Quality Management Is Vital in Heat-TreatingJader PitangueiraÎncă nu există evaluări
- Contra Dam, SwissDocument31 paginiContra Dam, SwissSudheekar ReddyÎncă nu există evaluări
- Astm D3212.380331 1Document3 paginiAstm D3212.380331 1anish_am2005Încă nu există evaluări
- Bearing Detail PDFDocument1.152 paginiBearing Detail PDFJayesh MachhiÎncă nu există evaluări
- Rossler Chaotic Circuit and It's Application For Communication SecureDocument10 paginiRossler Chaotic Circuit and It's Application For Communication SecureMada Sanjaya WsÎncă nu există evaluări
- V7.0 Function ListDocument48 paginiV7.0 Function ListInyectronix VyhÎncă nu există evaluări
- Test 4 Review SolutionsDocument13 paginiTest 4 Review SolutionsFabio Suta ArandiaÎncă nu există evaluări
- MRT PrjectDocument59 paginiMRT PrjectFahrul 2394Încă nu există evaluări
- Fatwa Darul Uloom Deoband - Vol 1Document276 paginiFatwa Darul Uloom Deoband - Vol 1Ahlehaq100% (3)
- 13 Ijee2962nsDocument15 pagini13 Ijee2962nspurvakul10Încă nu există evaluări
- Grasses Their Use in BuildingDocument8 paginiGrasses Their Use in BuildingpitufitoÎncă nu există evaluări
- Infopack 2016 enDocument44 paginiInfopack 2016 enAlbertoÎncă nu există evaluări
- BSM BWMP - D1 and D2Document34 paginiBSM BWMP - D1 and D2Adnan DjamalÎncă nu există evaluări
- Technical Brochure Metal Ceilings V100-V200-en EUDocument12 paginiTechnical Brochure Metal Ceilings V100-V200-en EUNicu PotîngÎncă nu există evaluări
- Código BoogaDocument138 paginiCódigo BoogaJazmin SeguelÎncă nu există evaluări
- BEP Pages 5 16Document12 paginiBEP Pages 5 16Amy LauÎncă nu există evaluări
- Error Codes Samsung SL Fin 501l 502lDocument33 paginiError Codes Samsung SL Fin 501l 502lcesar salasÎncă nu există evaluări
- Chapter5 Memory ManagementDocument78 paginiChapter5 Memory ManagementJackYuan JinFengÎncă nu există evaluări
- Eee25 2018syllabusDocument4 paginiEee25 2018syllabusEmman Joshua BustoÎncă nu există evaluări
- Foaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingDocument27 paginiFoaming of Friction Stir Processed Al /mgco3 Precursor Via Ame HeatingArshad SiddiqueeÎncă nu există evaluări
- Risk Assess T-17 - Using Portable Hand ToolsDocument4 paginiRisk Assess T-17 - Using Portable Hand ToolsMAB AliÎncă nu există evaluări
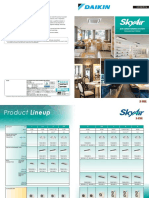
- Didsn1811a (Skyair R-410a)Document12 paginiDidsn1811a (Skyair R-410a)Ari SetyawanÎncă nu există evaluări
- Elmer TutorialsDocument65 paginiElmer TutorialsmariomatoÎncă nu există evaluări