S-ar putea să vă placă și
- Theory Application of Roll Forming (2010) - WebDocument21 paginiTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- Gelbart Course Notes Part 1Document24 paginiGelbart Course Notes Part 1Maciek K.Încă nu există evaluări
- Drop ForgingDocument5 paginiDrop ForgingVishnu Attitude CountsÎncă nu există evaluări
- Truform Engineered Formwork Solutions INTDocument6 paginiTruform Engineered Formwork Solutions INTicehorizon88Încă nu există evaluări
- Manufacturing Process of An Automobile ComponentDocument29 paginiManufacturing Process of An Automobile ComponentShiva BharathÎncă nu există evaluări
- Jig AssignmentDocument26 paginiJig Assignmentkalu kioÎncă nu există evaluări
- SHEETMETAL DESIGNDocument9 paginiSHEETMETAL DESIGNHimanshu SagarÎncă nu există evaluări
- Closed Drop Forging Die DesignDocument39 paginiClosed Drop Forging Die DesignMohit WaniÎncă nu există evaluări
- Bulk Deformation Processes ForgingDocument23 paginiBulk Deformation Processes ForgingIzi100% (7)
- Advance Metal Forming ProcessDocument12 paginiAdvance Metal Forming ProcessRemo RamÎncă nu există evaluări
- Niti Files in EndodonticsDocument8 paginiNiti Files in EndodonticsFauzia0% (1)
- Curved Sheeting Manual: MCRMA Technical Paper No. 2Document8 paginiCurved Sheeting Manual: MCRMA Technical Paper No. 2Anonymous Vx9KTkM8nÎncă nu există evaluări
- GC Column Cutting Mini Guide: Key WordsDocument2 paginiGC Column Cutting Mini Guide: Key WordsLee WeatherillÎncă nu există evaluări
- Ejot FDSDocument20 paginiEjot FDSJacobÎncă nu există evaluări
- Vacuum Thermoforming Process Design GuidelinesDocument4 paginiVacuum Thermoforming Process Design GuidelinesRami NehmeÎncă nu există evaluări
- Bending (Metalworking) - Wikipedia, The Free EncyclopediaDocument8 paginiBending (Metalworking) - Wikipedia, The Free Encyclopediaavinashj18Încă nu există evaluări
- Swaging Process Swaging Process: Homework #2 Authored By: MASA FUADDocument11 paginiSwaging Process Swaging Process: Homework #2 Authored By: MASA FUADMasa FuadÎncă nu există evaluări
- Vallorbs Guide Cut Vs Rolled ThreadsDocument3 paginiVallorbs Guide Cut Vs Rolled ThreadsOrlando AriasÎncă nu există evaluări
- An overview of forging processes and defectsDocument7 paginiAn overview of forging processes and defectsNagendra KumarÎncă nu există evaluări
- LAS-WELD-PLATES-IN-MULTIPLEDocument10 paginiLAS-WELD-PLATES-IN-MULTIPLEpahayaceulysis699Încă nu există evaluări
- Manufacturing Process Btech MG University QP SolvedDocument24 paginiManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- Aircraft Assembly Technology: Shenyang Aerospace UniversityDocument21 paginiAircraft Assembly Technology: Shenyang Aerospace Universityalokmotivation99Încă nu există evaluări
- Wire Jacketing Nylon FirestoneDocument14 paginiWire Jacketing Nylon FirestoneAndres Valencia MiraÎncă nu există evaluări
- ,!7IA8H2 Gdeeia!Document473 pagini,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Introduction of ForgingDocument5 paginiIntroduction of ForgingAnish DungeonÎncă nu există evaluări
- Sheet Metal ProcessesDocument30 paginiSheet Metal ProcessesJagdish KolteÎncă nu există evaluări
- D031181002 - Tools and Their Application-EnglishDocument5 paginiD031181002 - Tools and Their Application-EnglishTaufik QurahmanÎncă nu există evaluări
- Lecture 10Document9 paginiLecture 10Ron JosephÎncă nu există evaluări
- D 4756 - 03 - Rdq3ntyDocument10 paginiD 4756 - 03 - Rdq3ntyFerAK47aÎncă nu există evaluări
- Press Brake BendingDocument12 paginiPress Brake BendingGopu PushpangadhanÎncă nu există evaluări
- Design of Dies - Unit 5 PDFDocument178 paginiDesign of Dies - Unit 5 PDF210 SureshÎncă nu există evaluări
- ME 6302 Manufacturing Technology Sheet Metal Operations GuideDocument36 paginiME 6302 Manufacturing Technology Sheet Metal Operations GuiderahulÎncă nu există evaluări
- 2.17. Design Procedure For Progressive DiesDocument2 pagini2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Introduction To The Design of Cold-Formed SectionsDocument17 paginiIntroduction To The Design of Cold-Formed SectionssridevikoonathÎncă nu există evaluări
- Hot Forge UpsetDocument13 paginiHot Forge UpsetAnonymous QiMB2lBCJLÎncă nu există evaluări
- Alpolic Fabrication & Installation Guides PDFDocument33 paginiAlpolic Fabrication & Installation Guides PDFin678Încă nu există evaluări
- Design and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsDocument10 paginiDesign and Analysis of A Forging Die For Manufacturing of Multiple Connecting RodsRishi DasguptaÎncă nu există evaluări
- PCB Design For Fabrication IssuesDocument45 paginiPCB Design For Fabrication IssuesAndersonEmanuelOliveiraÎncă nu există evaluări
- Guide to Sheet Metal Forming OperationsDocument33 paginiGuide to Sheet Metal Forming Operationsziad almnaseerÎncă nu există evaluări
- United States Patent (19) : Park Et Al. (11) Patent NumberDocument10 paginiUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasÎncă nu există evaluări
- 02 Circular Duct SystemsDocument42 pagini02 Circular Duct SystemsDiki PrayogoÎncă nu există evaluări
- Roll HANDBOOKDocument12 paginiRoll HANDBOOKMatija RepincÎncă nu există evaluări
- Sheet Metal Forming Processes ExplainedDocument38 paginiSheet Metal Forming Processes ExplainedPriya ChilukuriÎncă nu există evaluări
- Design For Manufacturing ExamplesDocument13 paginiDesign For Manufacturing ExamplesVikash Singh100% (1)
- Progressive Tool Design StudyDocument34 paginiProgressive Tool Design Studysudheer9289% (9)
- PHASA Design GuideDocument16 paginiPHASA Design Guidejhlec054850Încă nu există evaluări
- Research Paper On Square Hole DrillingDocument4 paginiResearch Paper On Square Hole Drillingegx124k2100% (1)
- Hard, Corrosion and Oxidation Resistant CoatingsDocument19 paginiHard, Corrosion and Oxidation Resistant CoatingsDavit ElfradoÎncă nu există evaluări
- Cold Forming of MetalsDocument9 paginiCold Forming of Metalsanakngtukneneyahoo.comÎncă nu există evaluări
- Burnishing Is A Process by Which A Smooth Hard Tool (UsingDocument9 paginiBurnishing Is A Process by Which A Smooth Hard Tool (UsingΒασίλης ΜπουντιούκοςÎncă nu există evaluări
- Snap-Fit Design ManualDocument24 paginiSnap-Fit Design ManualrenebbÎncă nu există evaluări
- Shahreza Agung AlfatihDocument4 paginiShahreza Agung AlfatihShahreza agungÎncă nu există evaluări
- Bending (Metalworking)Document9 paginiBending (Metalworking)siswoutÎncă nu există evaluări
- HPGR Faq PDFDocument9 paginiHPGR Faq PDFfran01334Încă nu există evaluări
- Machining Process IntroductionDocument9 paginiMachining Process Introductionirinuca12Încă nu există evaluări
- Webinar 5 - Q&A ReportDocument11 paginiWebinar 5 - Q&A ReportrrprasathÎncă nu există evaluări
- Stamping Design GuidelineDocument13 paginiStamping Design GuidelineVikram Borkhediya100% (1)
- Level 3 IMP - Program Review Meeting: Item No. Item Details Optional / MandatoryDocument2 paginiLevel 3 IMP - Program Review Meeting: Item No. Item Details Optional / MandatorymukhleshÎncă nu există evaluări
- Idprd 281298Document2 paginiIdprd 281298Mukhlish AkhatarÎncă nu există evaluări
- Controls & Planning Change Request FormDocument3 paginiControls & Planning Change Request FormHoudaifaÎncă nu există evaluări
- Controls & Planning Management PlanDocument14 paginiControls & Planning Management PlanmukhleshÎncă nu există evaluări
- Agenda: Meeting Date Time Venue AttendeesDocument2 paginiAgenda: Meeting Date Time Venue AttendeesHoudaifaÎncă nu există evaluări
- Chap 06Document26 paginiChap 06Yohannes GebreÎncă nu există evaluări
- C&P Compliance ReviewDocument4 paginiC&P Compliance ReviewHoudaifaÎncă nu există evaluări
- Idprd 281456Document2 paginiIdprd 281456Yohannes GebreÎncă nu există evaluări
- Chap 06Document26 paginiChap 06Yohannes GebreÎncă nu există evaluări
- Idprd 571813Document10 paginiIdprd 571813Yohannes GebreÎncă nu există evaluări
- The Major Differences and Similarities Between PERT and CPMDocument1 paginăThe Major Differences and Similarities Between PERT and CPMYohannes GebreÎncă nu există evaluări
- The Major Differences and Similarities Between PERT and CPMDocument1 paginăThe Major Differences and Similarities Between PERT and CPMYohannes GebreÎncă nu există evaluări
- Critical Path Analysis: Basic Concepts and Formula Basic Concepts 1. Framework of Pert/CpmDocument18 paginiCritical Path Analysis: Basic Concepts and Formula Basic Concepts 1. Framework of Pert/CpmYohannes GebreÎncă nu există evaluări
- Addis Global Academy: Rumpelstiltskin Read and StudyDocument3 paginiAddis Global Academy: Rumpelstiltskin Read and StudyYohannes GebreÎncă nu există evaluări
- Addis Global Academy: I. Choose The Correct AnswerDocument3 paginiAddis Global Academy: I. Choose The Correct AnswerYohannes GebreÎncă nu există evaluări
- Addis Global Academy: I. Choose The Correct AnswerDocument3 paginiAddis Global Academy: I. Choose The Correct AnswerYohannes GebreÎncă nu există evaluări
- Grade 4 Exam: Geometry QuestionsDocument1 paginăGrade 4 Exam: Geometry QuestionsYohannes GebreÎncă nu există evaluări
- Project Management For Engineering, Business and Technology: John M. NicholasDocument10 paginiProject Management For Engineering, Business and Technology: John M. NicholasYohannes GebreÎncă nu există evaluări
- Name - 2019/20 4 Quarter Final Exam Subject Math Grade 2 Sec.Document3 paginiName - 2019/20 4 Quarter Final Exam Subject Math Grade 2 Sec.Yohannes GebreÎncă nu există evaluări
- Lines, Rays, and Angles: A Line Has No Beginning Point or End Point. Imagine It Continuing Indefinitely in BothDocument54 paginiLines, Rays, and Angles: A Line Has No Beginning Point or End Point. Imagine It Continuing Indefinitely in BothYohannes GebreÎncă nu există evaluări
- Addis Global Academy: Rumpelstiltskin Read and StudyDocument3 paginiAddis Global Academy: Rumpelstiltskin Read and StudyYohannes GebreÎncă nu există evaluări
- Grade 4: Science in English (Se)Document2 paginiGrade 4: Science in English (Se)Yohannes GebreÎncă nu există evaluări
- Grade 4 Exam Review for Second SemesterDocument2 paginiGrade 4 Exam Review for Second SemesterYohannes GebreÎncă nu există evaluări
- Addis Global Academy: Dialogue-1 Work, Money and YouDocument2 paginiAddis Global Academy: Dialogue-1 Work, Money and YouYohannes GebreÎncă nu există evaluări
- Addis Global Academy: I. Write True or False Based On The Above ParagraphDocument2 paginiAddis Global Academy: I. Write True or False Based On The Above ParagraphYohannes GebreÎncă nu există evaluări
- Grade 4: Science in English (Se)Document2 paginiGrade 4: Science in English (Se)Yohannes GebreÎncă nu există evaluări
- Addis Global Academy 4th Quarter Exam ReviewDocument3 paginiAddis Global Academy 4th Quarter Exam ReviewYohannes GebreÎncă nu există evaluări
- Grade 4 Dialogue StudyDocument5 paginiGrade 4 Dialogue StudyYohannes GebreÎncă nu există evaluări
- A Farmer and His WifeDocument2 paginiA Farmer and His WifeYohannes Gebre100% (2)
- A Farmer and His WifeDocument2 paginiA Farmer and His WifeYohannes Gebre100% (2)
- RTO-11908LL Auxiliary Transmission PartsDocument34 paginiRTO-11908LL Auxiliary Transmission PartscristianÎncă nu există evaluări
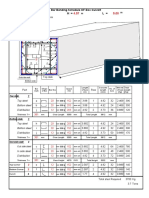
- Bar Bending Schedule OF Box CulvertDocument1 paginăBar Bending Schedule OF Box CulvertDhruv patelÎncă nu există evaluări
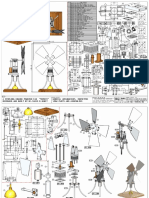
- General Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftDocument2 paginiGeneral Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftJuan Esteban CusiÎncă nu există evaluări
- CH 3Document38 paginiCH 3nati girmaochÎncă nu există evaluări
- 20X6 Static Rinser: Powerscreen Parts Manual Version 02eg FROM S/N PID00010C76D05004Document59 pagini20X6 Static Rinser: Powerscreen Parts Manual Version 02eg FROM S/N PID00010C76D05004Andrey L'vovÎncă nu există evaluări
- Design of Keys in Machine ElementsDocument23 paginiDesign of Keys in Machine ElementsprakashMÎncă nu există evaluări
- Impact MasterDocument5 paginiImpact Masterdjenan0% (1)
- Installation Supplies for Piping SystemsDocument11 paginiInstallation Supplies for Piping Systemskad-7Încă nu există evaluări
- Heidenhain M CodesDocument3 paginiHeidenhain M CodesJulian BetancurÎncă nu există evaluări
- Design of One-way SlabDocument4 paginiDesign of One-way SlabAnton_Young_1962Încă nu există evaluări
- ME 603 CompreDocument13 paginiME 603 CompreArgielJohn LlagasÎncă nu există evaluări
- Measurements and Instrumentation LabDocument5 paginiMeasurements and Instrumentation LabMahmoud AlswaitiÎncă nu există evaluări
- Standard Two-Storey School Building BQDocument27 paginiStandard Two-Storey School Building BQJanlyn OrnosÎncă nu există evaluări
- ISO2858125 x 100-315 Centrifugal Pump Performance DataDocument1 paginăISO2858125 x 100-315 Centrifugal Pump Performance DataAndreas B KresnawanÎncă nu există evaluări
- Tyical Weight For Gate and Globe ValvesDocument1 paginăTyical Weight For Gate and Globe ValvesguhlÎncă nu există evaluări
- 1684468-Helical SpringDocument219 pagini1684468-Helical SpringzohebÎncă nu există evaluări
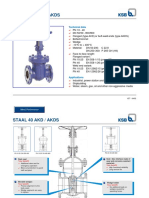
- Staal 40 Akd / Akds: Technical DataDocument6 paginiStaal 40 Akd / Akds: Technical Dataedark2009Încă nu există evaluări
- GLOBE 2 WAY CONTROL VALVE SERIESDocument9 paginiGLOBE 2 WAY CONTROL VALVE SERIESsam123potterÎncă nu există evaluări
- NH 84285908R0 PreviewDocument41 paginiNH 84285908R0 Previewmeza.josel1996Încă nu există evaluări
- Kobelt Dual ControlDocument28 paginiKobelt Dual ControlJuan Antonio Flores NelsonÎncă nu există evaluări
- Fire Pump Test Meter: Gerand EngineeringDocument5 paginiFire Pump Test Meter: Gerand EngineeringPIYARAT SUWANNAKHAÎncă nu există evaluări
- Optimize Air CylinderDocument4 paginiOptimize Air CylinderkarthikÎncă nu există evaluări
- Foundation-1.5 SA & DADocument1 paginăFoundation-1.5 SA & DADhilipkumar GÎncă nu există evaluări
- Calculating Server Room Heat Loads - Portable Air ConditioningDocument4 paginiCalculating Server Room Heat Loads - Portable Air ConditioningAdnan AttishÎncă nu există evaluări
- Cat - Dcs.sis - Controller Shema Hydrolic de TH 360 SleDocument2 paginiCat - Dcs.sis - Controller Shema Hydrolic de TH 360 SleLhsan Rajawi100% (1)
- Screw Threadlec12 MergedDocument90 paginiScrew Threadlec12 MergedJames EstradaÎncă nu există evaluări
- Upset Forging Die DesignDocument4 paginiUpset Forging Die DesignChinmay Das50% (2)
- BGA Glider Data Sheet - Libelle H 301 & H 301b: Weighing Data: Control Deflections in MMDocument1 paginăBGA Glider Data Sheet - Libelle H 301 & H 301b: Weighing Data: Control Deflections in MMEmilio BettigaÎncă nu există evaluări
- AWS-d1 1Document1 paginăAWS-d1 1mayank pandyaÎncă nu există evaluări
- 40 SQM Structural PlanDocument5 pagini40 SQM Structural PlanCharles SiaÎncă nu există evaluări