Documente Academic
Documente Profesional
Documente Cultură
Proiectarea Unei Sectii de Fabricare A Painii Cu Capacitatea de 20t Pe Zi
Încărcat de
Cornelia GramescuTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiectarea Unei Sectii de Fabricare A Painii Cu Capacitatea de 20t Pe Zi
Încărcat de
Cornelia GramescuDrepturi de autor:
Formate disponibile
Cuprins
1. Tema proiectului de diplom. .... 4
2. Obiectul proiectului.
2.1 Denumirea obiectivului proiectat. .... 5
2.2 Capacitatea de producie. .. . ...5
2.3 Profilul de producie. .... 7
2.4 Justificarea necesitii i oportunitii realizrii produciei
proiectate. .... . 7
3. Elemente de inginerie tehnologic.
3.1 Analiza comparativ a tehnologiilor existente pe plan mondial
pentru realizarea produciei proiectate. 8
3.2 Alegerea i descrierea schemei tehnologice adoptate cu analiza
factorilor care influeneaz producia. 14
3.3 Principalele caracteristici ale materialelor prime, auxiliare i ale
produselor finite. . .. . 28
3.4 Managementul calitii. .. 32
3.4.1 Sistemul de organizare a activitilor referitoare la calitate.32
3.4.2 Managementul inocuitii sistemul HACCP. 36
3.4.3 Controlul loturilor de materii prime, materiale, produse
finite..41
3.4.4 Controlul procesului tehnologic. ... 43
3.5 Regimul de lucru al seciei. 45
4. Bilanul de materiale.
4.1 Calculul bilanului de materiale. . 50
4.2 Consumuri specifice i randamente de fabricaie. . 55
5. Bilanul termic i calculul de climatizare.
5.1 Calculul bilanului termic. ... 56
5.1.1. Calculul temperaturii apei pentru prepararea semifabricatelor
(maia, aluat) . 56
5.1.2. Bilanul termic al cuptorului 58
5.2 Calculul i alegerea agregatului de condiionare ... 66
5.2.1 Calculul bilanului termic i de umiditate a spaiului climatizat.
Stabilirea parametrilor aerului condiionat i uzat si al regimului
funcional al agregatului. 66
5.2.2 Reprezentarea procesului de condiionare i diagrama aerului
umed. . 75
5.2.3 Alegerea agregatului de condiionare i amplasarea lui in spaiul
condiionat. . 75
6. Utilaje tehnologice i de transport.
6.1 Alegerea i calculul tehnologic al utilajelor. . 87
6.2 Lista utilajelor. ........ 107
6.3 Msuri de protecia muncii, P.S.I. i igiena muncii. ... 113
7. Structura i dimensionarea principalelor spaii de depozitare. . 120
8. Calculul eficienei tehnologice.
8.1 Stabilirea valorii investiiei. 123
8.2 Stabilirea cheltuielilor. ... 127
8.3 Antecalculaia de pre. 135
8.4 Indicatori de eficien economic.. 135
9. Material grafic.
9.1 Schema de operaii (schema bloc).
9.2 Schema tehnologic de legturi.
9.3 Cronogramele funcionrii utilajelor.
9.4 Cronogramele consumului de utiliti
9.5 Planul de amplasare a utilajelor.
10. Bibliografie consultat. ... 136
2
1. Tema proiectului de diplom
Proiectarea unei secii de fabricare a pinii cu capacitatea de 20t/zi
adoptndu-se:
Procedeul indirect cu maia consistent;
Frmntarea clasic;
Prelucrarea mecanizat a aluatului;
Coacere n cuptor tunel;
Depozitarea pinii n containre.
Sortiment: pine fr sare 0,5 kg.
3
2. Obiectul proiectului
2.1 Denumirea obiectivului de proiectat.
Obiectivul de proiectat va purta denumirea de fabric de pine.
2.2 Capacitatea de producie.
Capacitatea real a seciei se va calcula cu formula:
0 u
60
G = S q
t
, (kg produs/h)
n care:
G
0
Capacitatea cuptorului;
S
u
Suprafaa util a vetrei, m
2
;
q Incrcarea specific a vetrei cuptorului, kg produs/m
2
;
=
c
Durata coacerii, min;
- Coeficient de utilizare a cuptorului;
0.92 0.98
;
( )
2
u u u
S = L l , m
.
L
u
Lungimea util a cuptorului, m; L
u
= 13 m;
l
u
Laimea util a cuptorului, m; l
u
= 2 m.
2
u
S =13 2 = 26 m
1 u
1 2
l - a l - a
n = ; n =
b + a c + a
n care:
n
1
numrul de buci de aluat aezate pe lungimea de 1 m;
n
2
numrul de buci de aluat aezate pe lime;
a distana dintre 2 buci de aluat, cm;
a = 3 5 cm
b lungimea bucilor de aluat, cm;
b = 30 33 cm
4
c limea bucilor de aluat, cm;
c = 10 11 cm
1
1
l - a 100 - 3
n = = = 2,77; 2 bucati
b + a 32 + 3
u
2
l - a 200 - 1
n = = = 14,07; 14 bucati
c + a 11 + 3
( )
1 1 2
q = n n m, kg produs ml banda
( )
2
1
u 1
q
q = , kg produs m banda
l l
n care:
m masa bucii de aluat, kg;
1
q = 2 14 0,5 = 14 kg produs ml banda
;
2
14
q = = 7 kg produs m banda
2 1
.
0 u
60 60
G = S q 26 7 0,95
25
;
( )
2
0
G 414,96 , kg m h
;
( )
2
c
60
i = q , kg m h
n care:
i coeficient de utilizare intensiv a cuptorului, ( )
2
kg m h
;
2
60
i = 7 = 16,8 kg m h
25
Capacitatea pe zi a cuptorului tunel se calculeaz cu relaia:
( )
c 0 ore
G = G n , kg
unde:
n
ore
numr de ore n care funcioneaz secia; n = 24 h.
c
G = 414,96 24 = 9959,04 kg 24 h
5
Numrul de cuptoare folosite se calculeaz cu relaia:
cupt
c
capacitatea sectiei
n =
G
cupt
20000
n = 2, 008 2
9959,04
;
( )
real cupt c
G = n G , kg zi
real
G = 2 9959,04 = 19918,08 20000 kg 24 h ;
2.3 Profilul de producie
Fabrica va produce pine fr sare de 0,5 kg.
2.4 Justificarea necesitii i oportunitii realizrii produciei
proiectate
Pinea fr sare este consumat de persoanele cu afeciuni cardiace, ale
sistemului circulator sau ale cilor renale, n hipertensiune arterial,
hipersecreie gastric, inflamaii ale pielii sau ale mucoaselor, n edem.
6
3. Elemente de inginerie tehnologic
3.1. Analiza comparativ a tehnologiilor existente pe plan
mondial pentru realizarea produciei proiectate
Prepararea aluatului reprezint una dintre fazele cele mai importante la
fabricarea produselor de panificaie. Calitatea aluatului obinut dup frmntare
i fermentare influeneaz n mod nemijlocit calitatea pinii rezultate.
n unitile de panificaie, pentru prepararea aluatului se folosec dou
metode:
Direct sau monofazic;
Indirect sau polifazic;
Metoda direct are o singur faz aluatul i const n faptul c toate
componentele din reet se introduc la prepararea acestuia. Este cea mai simpl
i mai rapid metod de preparare a aluatului. Se caracterizeaz prin consum
mare de drojdie.
Se cunosc dou procedee uor diferite de preparare a aluatului prin
metoda direct : procedeul clasic, n care aluatul este frmntat cu malaxoare
clasice, lente, un timp de 10 15 minute, dup care este fermentat 2 3 ore la
30
0
32
0
C, utiliznd 1,5 3 % drojdie i procedeul rapid, n care aluatul este
frmntat cu malaxoare cu turaie mare a braului de frmntare (rapide,
intensive sau ultrarapide), operaie urmat de o fermentare scurt, de 10 20
minute a aluatului, care n cea mai mare parte se realizeaz n tremia mainii de
divizat. Acest tip de frmntare impune folosirea la prepararea aluatului a
substanelor oxidante, cea mai utilizat dintre acestea fiind acidul ascorbic (50
100 ppm) i mrirea dozei de drojdie la 3 5 %.
Reducerea pronunat a fermentrii nainte de divizare face ca aluaturile
preparate prin procedeul rapid s se prelucreze mecanic ceva mai bine dect
7
aluaturile obinute prin procedeul clasic. Acest aspect alturi de scurtarea
procesului tehnologic i calitatea superioar a pinii reprezint avantajele
procedeului. Reducerea timpului de fermentare a aluatului nainte de divizare
are, ns, efect negativ pentru gustul, aroma i durata de meninere a prospeimii
pinii. Cu toate acestea, n ultimul timp, procedeul a cptat, o larg utilizare.
Metoda direct de preparare a aluatului, chiar sub forma procedeului
clasic, conduce la produse cu gust si arom slabe. Miezul este sfrmicios i se
nvechete repede. Adaosul de aditivi poate ameliora textura miezului i
meninerea prospeimii.
Aluaturile preparate prin aceast metod au la sfritul frmntrii
temperaturi de 25 31
0
C.
Metoda direct de preparare a aluatului se aplic pentru produsele
preparate din finuri de extracii mici.
Metoda indirect prezint dou variante:
Metoda bifazic;
Metoda trifazic.
Metoda indirect de preparare a aluatului urmrete:
nmulirea, activarea i adaptarea drojdiei la mediul aluat precum si
nmulirea celulelor de drojdie astfel nct s se obin numrul necesar de celule
pentru fermentarea aluatului;
Mrirea timpului de aciune a enzimelor n vederea acumulrii de
substane ce determin maturizarea aluatului, acizi i substane de arom;
Maturizarea mai complet din punct de vedere reologic a
aluatului;
Acumularea unei cantiti de acid lactic produs n urma fermentaiei
lactice necesar atingerii unui pH = 5,4 5,8 convenabil obinerii gustului i
elasticitii produsului finit.
8
Metoda bifazic cuprinde: maiaua i aluatul.
Maiaua se prepar din fin, ap i drojdie. n scopul creterii aciditii
iniiale a maielei i aluatului, la maia se adaug o poriune de maia fermentat
numit ba. Proporia acestuia variaz cu calitatea i extracia finii ntre 5 i 20
%, n raport cu fina prelucrat, valorile inferioare folsindu-se pentru finurile
de extracie mic i de calitate bun, iar valorile superioare pentru finurile de
extracie mare i calitate slab.
Modul de conducere a maielelor, adic mrimea, consistena, temperatura
i durata de fermentare a acestora influeneaz ntreg procesul tehnologic i
calitatea pinii. Toi aceti parametri se adopt n funcie de calitatea finii.
Dup consisten, maiaua poate fi:
Consistent;
Fluid.
Maiaua consistent are umiditatea de 41 44 % i se prepar ntr-o
cantitate de fin ce reprezint 30 60 % din cantitatea de fin prelucrat, n
funcie de calitatea finii.
La prelucrarea finurilor normale, cu nsuiri medii de panificaie, la maia
se adaug 50 % din cantitatea de fin prelucrat.
Pentru obinerea unei pini de bun calitate se apreciaz c fina introdus
de maia n aluat nu trebuie s coboare sub 25 % din cantitatea de fin
prelucrat.
Consistena maielei variaz n raport invers cu calitatea finii, n timp ce
temperatura i durata de fermentare au o variaie direct.
Consistena maielei va fi mai mare pentru finurile de calitate slab i mai
mic pentru finurile foarte bune i puternice. Ea este dat de cantitatea de ap
folosit la prepararea maielei i va reprezenta circa 25 % din capacitatea de
hidratare pentru finurile slabe, 45 50 % pentru finurile de calitate medie i
circa 60 % pentru finurile foarte bune i puternice.
9
Temperatura maielei variaz ntre 25 si 29
0
, iar durata de fermentare ntre
90 i 180 minute. Limitele inferioare sunt folosite la prelucrarea finurilor de
calitate slab, iar cele superioare la prelucrarea celor de calitate foarte bun sau
puternice. Pentru finurile de calitate medie, temperatura optim este de 28
0
C.
Ea asigur intensitatea dorit a proceselor microbiologice i protejeaz n acelai
timp nsuirile reologice. Folosirea unor valori mai mari pentru aceti parametri
nrutete structura porozitii produsului.
Modificarea valorilor parametrilor de proces ai maielelor urmrete
modificarea vitezei proceselor care au loc la fermentare, n vederea atingerii
scopului pentru care este folosit, atribuindu-se o importan deosebit atingerii
celor mai bune proprieti reologice posibile. Reducerea cantitii de fin, a
temperaturii i a duratei de fermentare ale maielei i creterea consistenei, n
cazul finurilor slabe, limiteaz proteoliza i umflarea nelimitat a proteinelor
glutenice, protejndu-se astfel proprietile ei reologice, iar creterea cantitii
de fin, a temperaturii i duratei de fermentare a maielei i reducerea
consistenei ei in cazul prelucrrii finurilor puternice accelereaz proteoliza i
umflarea nelimitat a proteinelor glutenice, ceea ce reduce elasticitatea i
mrete extensibilitatea, conducnd, n consecin, la creterea capacitii de
reinere a gazelor n aluat.
Maiaua fluid (poli ) are umiditatea 63 75 % i conine 30 40 % din
fina prelucrat. Se obine din fin, ap, drojdie i ba. Cantitatea de ap poate
reprezenta 80 82 % din apa calculat dup capacitatea de hidratare.
Pentru mrirea aciditii iniiale a maielei se poate folosi baul. El se
folosete n aceleai proporii ca la maiaua consistent.
Maiaua fluid se prepar cu temperatura de 27 29
0
C i se fermenteaz 3
4 ore, n funcie de calitatea i extracia finii. Organoleptic, sfritul
fermentrii se identific prin formarea la suprafaa maielei a unei spume dense.
Maiaua se frmnt un timp de 8 12 minute, n funcie de calitatea finii.
10
Aluatul se prepar din maiaua fermentat, restul de fin, ap i materiile
auxiliare. Parametrii tehnologici ai aluatului, consistena, temperatura, durata de
frmntare i fermentare se aleg n funcie de calitatea finii dup aceleai
principii ca la prepararea maielei, utilizndu-se consistene mai mari,
temperaturi, durate de frmntare i fermentare mai mici la prelucrarea
finurilor slabe, consistene mai mici, temperaturi, durate de frmntare i
fermentare mai mari la prelucrarea finurilor puternice.
Durata de frmntare a aluatului este de 8 15 minute ,temperatura de 25
32
0
C, iar durata de fermentare de 0 60 minute.
Metoda trifazic cuprinde: prosptura, maiaua i aluatul. Se recomand,
n special la prelucrarea finurilor de extracie mare, a celor de calitate slab i
degradate.
Prosptura se prepar din 5 20 % din totalul de fin prelucrat, n
funcie de calitatea finii, de ap i drojdie. Pentru mrirea aciditii iniiale a
acesteia se poate aduga 1 % ba, acesta din urm reprezentnd maia fermentat.
Prosptura reprezint o cultur de drojdii i bacterii i se folosete pentru
mrirea aciditii iniiale a maielei i aluatului, necesar pentru ntrirea
glutenului i limitarea astfel a degradrii lui enzimatice, precum i pentru
obinerea de produse cu gust i arom plcute.
De multe ori, metoda trifazic nu se aplic riguros ,exact. Se prepar o
prosptur la nceputul fiecrui schimb, cu care se prepar primele maiele, iar n
restul timpului se lucreaz cu metoda bifazic cu ba.
Prosptura se frmnt 6 8 minute i se fermenteaz 4 6 ore, la o
temperatur de 27 28
0
C, n funcie de calitatea i extracia finii.
Maiaua se prepar din prosptura fermentat, fin, ap i drojdie, care
dup fermentare se folosete la prepararea aluatului.
Prepararea prospturii, maielei i aluatului, prin metoda trifazic, se face
respectnd principiile expuse la metoda bifazic, privind mrimea fazelor
aluatului, durata de frmntare i fermentare i temperatura acestora.
11
Cantitatea de fin introdus n fazele prealabile aluatului, prosptura i
maiaua, variaz, n funcie de calitatea finii, ntre 40 i 50 % din totalul finii
prelucrate.
n practica panificaiei, cea mai rspndit metod este metoda indirect.
Aceasta se datoreaz faptului c pinea se obine de calitate superioar, cu gust
i arom mai plcute i miez cu proprieti fizice superioare fa de pinea
obinut prin procedeul direct, reprezentnd principalul avantaj al metodei.
De asemenea procedeul indirect prezint flexibilitate tehnologic mai
mare, aluatul se maturizeaz mai repede i mai complet, utilizeaz cantiti mai
mici fa de procedeul direct.
Dezavantajele procedeului indirect constau n durate lungi ale procesului
tehnologic i pierderii de substan uscat la fermentare mai mari.
12
3.2. Alegerea i descrierea schemei tehnologice adoptate cu analiza
factorilor care influeneaz producia
Reeta de fabricaie pentru pinea alb fr sare de 0,5 kg este urmtoarea:
Materii prime i
regim tehnologic
Fazele aluatului Consum
specific Maia Aluat Total
Fina alb gru, kg 50 50 100 0,775
Drojdie comprimat,
kg
0,7 - 0,7 0,005
Extract de mal
(diamal), kg
- 0,9 0,9 0,007
Apa, l, aprox. 30 23 53 0,41
Maia matur (ba)
care apoi se reine, kg
15,0 - 15,0 -
Durata frmntrii,
min.
8 10 10 12 18 22
Durata fermentrii,
min.
150 180 20 25 170 205
Temperatura
semifabricatelor,
0
C
28 30 29 30 -
Aciditatea, grade 2,5 3,5 2 2,5 -
Durata dospirii finale,
min.
- 30 40 -
Aciditatea bucii de
aluat, grade
- 2,5 3 -
Durata coacerii, min. 20 25
Temperatura de
coacere,
0
C
240 260
Principalele caracteristici ale produsului:
Caracteristici Specificaii
Forma Lung, cu nepturi pe suprafaa
Lungime, cm 30 33
Lime, cm 10 11
nlime, cm 6,5 7
Umiditate miez, % max. 43
Aciditate, grade, max. 2,5
Porozitate, % min. 75
13
14
FIN
AP
DROJDIE
EXTRACT DE
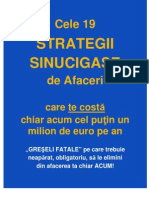
MAL
RECEPIE
DEPOZITARE
AMESTECARE
CERNERE
DOZARE
NCLZIRE
DOZARE
RECEPIE
DEPOZITARE
SUSPENSIONARE
DOZARE
RECEPIE
DEPOZITARE
DIZOLVARE
DOZARE
FRMNTARE MAIA
FERMENTARE MAIA
FERMENTARE ALUAT
FRMNTARE ALUAT
RSTURNARE
DIVIZARE
PREMODELARE
REPAUS INTERMEDIAR
MODELARE
CRESTARE, TANARE
Schema bloc
DOSPIRE FINAL
COACERE
RCIRE
DEPOZITARE
LIVRARE
t = 240 260
o
C
t = 30 35
o
C, 30 40
= 70 85 %
t = 28 30
o
C, 20 25
= 70 85 %
=10 - 12
=150 180
= 8 10
B
a
s
Receptia calitativ a materiilor prime i auxiliare
Controlul calitii f inii const ntr-un examen organoleptic i unul fizico-
chimic i tehnologic. Organoleptic se controleaz culoarea, gustul i mirosul i
infestarea. Culoarea se apreciaz prin comparaie cu un etalon prin metoda Pekar
pe cale uscat i umed, infestarea prin examinarea cernutului sitei 4xxx, gustul
i mirosul prin degustarea, respectiv mirosirea unei probe de fin.
Controlul fizico-chimic i tehnologic const in determinarea principalelor
nsuiri de panificaie ale finii : puterea finii, pe baza coninutului i a calitii
proteinelor glutenice, capacitatea finii de a forma gaze, indicele de maltoz i
coninutul de -amilaz, calitatea pinii prin proba de coacere.
Controlul calit ii drojdiei. Calitatea drojdiei se apreciaz prin examen
organoleptic privind aspectul, culoarea, consistena, mirosul i gustul i prin
determinarea puterii de cretere i uneori, a umiditii.
Controlul calit ii extractului de mal . Calitatea acestuia se stabilete prin
examen organoleptic privind aspectul, culoarea, gustul, mirosul i consistena.
Depozitarea materiilor prime i auxiliare
Depozitarea materiilor prime i auxiliare are rolul de a crea un stoc tampon
pentru fabrica de pine, care s asigure fabricaia ,independent de condiiile
de aprovizionare.
n cazul finii, depozitul are de cele mai multe ori i rolul de a asigura
maturizarea ei.
Depozitarea se face n condiii n care s se asigure pstrarea calitii
materiilor prime i auxiliare pn la intrarea lor n fabricaie.
15
Denumirea mat.
prime sau
auxiliare
Parametrii depozitului
Timpul
de
stocare
ncrcarea
specific a
depozitului,
kg/m
2
Temperatura
0
C
Umidit. relativ
a aerului, %
Fina de gru 10 20 50 60 5 15 550 700
Drojdie
comprimat
2 10 50 60 7 150
Extract de mal 5 10 50 60 15 400
Maturizarea finii este principalul proces care are loc n timpul depozitrii
ei, atunci cnd condiiile de depozitare ale finii sunt normale, respectiv
temperatura depozitului 18 20
0
C, umiditatea relativ < 65 %, umiditatea
finii 12 15 %. Scopul maturizrii este mbuntirea nsuirilor tehnologice.
Pregtirea materiilor prime i auxiliare
Pregtirea f inii const n operaiile de amestecare i cernere.
Amestecarea finurilor se face n scopul obinerii unui lot omogen de
fin din punct de vedere al nsuirilor de panificaie, n vederea asigurrii unui
regim tehnologic i a calitii pinii constante. Se realizeaz prin amestecarea
finurilor de acelai tip, dar de caliti diferite, pe baza datelor furnizate de
laborator. Drept criteriu pentru realizarea amestecurilor se iau n considerare
coninutul, dar mai ales calitatea glutenului.
Cernerea urmrete ndeprtarea impuritilor grosiere ajunse accidental n
fin dup mcinare.
Preg tirea apei const n transformarea ei n suspensie cu o parte din apa
folosit la prepararea aluatului, nclzit la 30 35
0
C, folosind proporie de
drojdie / ap de 1 : 3. Suspensionarea are drept scop repartizarea uniform a
drojdiei n masa aluatului.
Preg tirea extractului de mal const n dizolvarea acestuia n ap.
Caracteristicile depozitelor de materii prime i auxiliare
16
Dozarea materiilor prime i auxiliare
Operaia de frmntare are drept scop obinerea unui amestec omogen din
materiile prime i auxiliare i n acelai timp a unui aluat cu structur i
proprieti fizico-reologice specifice, care s i permit o comportare optim n
cursul operaiilor ulterioare din procesul tehnologic. Procesul de frmntare
const dintr-un proces de amestecare i unul de frmntare propriu-zis.
Faza de amestecare. n aceast faz se realizeaz amestecarea intim a
componentelor aluatului i hidratarea lor. Particulele de fin absorb apa, se
umfl i formeaz mici aglomerari umede. Datorit faptului c apa este reinut
de fin i prin absorbie se dezvolt cldura de hidratare, amestecul se
nclzete uor. Durata acestei faze depinde de granulozitatea finii i de
temperatur i este de 4 5 minute.
Faza de frm ntare propriu-zis . Aglomerrile umede de fin aprute
nc din faza anterioar, sub influena aciunii mecanice de frmntare, se lipesc
ntre ele i formeaz o mas compact, omogen, care cu timpul capt nsuiri
elastice. Are loc formarea structurii glutenului i a aluatului. n procesul de
formare a aluatului se disting mai multe faze, care pot fi urmrite cu ajutorul
farinografului i anume: dezvoltarea, stabilitatea, nmuierea aluatului. Timpul
necesar pentru dezvoltarea optim a aluatului este de 2 25 minute, n funcie
de calitatea finii, cantitatea de ap i turaia braului frmnttor. Frmntarea
aluatului trebuie s se opreasc nainte ca aluatul s nceap s se nmoaie.
Continuarea frmntrii peste acest moment duce la nrutirea nsuirilor
reologice ale aluatului.
Durata fazei de frmntare propriu-zis este de 8 12 minute i necesit
un consum mai mare de energie.
Pentru formarea aluatului, cu nsuirile lui specifice, elasticitate i
extensibilitate, hotrtoare este formarea glutenului. Aceasta este condiionat
de hidratarea proteinelor glutenice i de aciunea mecanic de frmntare.
17
Pentru formarea glutenului se admite mecanismul potrivit cruia n urma
hidratrii i aciunii mecanice de frmntare proteinele glutenice cu structura lor
nativ, globular, sufer un proces de despachetare a structurii lor n urma
ruperii legturilor ce condiioneaz aceast form (legturi de hidrogen,
hidrofobe, disulfidice), nsoti de modificri de conformaie a moleculei. Astfel,
la suprafaa moleculei apar grupri reactive capabile s reacioneze cu cele ale
moleculei vecine. Acest lucru are loc atunci cnd moleculele ajung destul de
aproape unele de altele. Apare, astfel, posibilitatea formrii de legturi ntre
moleculele de gliadin i glutenin. Alturi de punile disulfidice, toate celelalte
tipuri de legturi de hidrogen, hidrofobe, ionice, contribuie la formarea
glutenului cu structura sa tridimensional.
Numrul i viteza de formare a legturilor transversale din structura
glutenului depind de intensitatea aciunii mecanice de frmntare, respectiv de
cantitatea de energie transmis aluatului i de viteza cu care aceasta este
transmis. De numrul i rezistena legturilor formate ntre moleculele de
gliadin i glutenin depind nsuirile reologice ale aluatului.
Glutenul formeaz n aluat o matrice proteic sub form de pelicule subiri
care nglobeaz granule de amidon i celelalte componente insolubile ale finii.
Pentru a rezulta o structur consistent, coeziv a aluatului, glutenul trebuie s
acopere ntreaga suprafa a acestora.
n afar de interaciunea dintre cele dou proteine glutenice n urma creia
se formeaz glutenul, proteinele glutenice mai interacioneaz n timpul formrii
aluatului i cu alte componente ale finii, cum sunt glucidele i lipidele, cu care
formeaz compleci cu rol important pentru nsuirile aluatului.
Foarte important la frmntare este includerea aerului n aluat, deoarece
oxigenul coninut de acesta, particip la reacii de oxidare a proteinelor i a
pigmenilor finii. Din acest punct de vedere intereseaz nu numai cantitatea de
aer inclus ci i gradul de dispersare al acestuia n aluat. Aerul inclus n aluat la
frmntare este important i pentru porozitatea produsului, deoarece bulele de
aer formate stau la baza porilor.
18
nsuirile reologice ale aluatului influeneaz volumul i forma pinii,
elasticitatea miezului i a cojii, culoarea cojii i viteza de nvechire.
Modificarea duratei i intensitii de frmntare este unul din mijloacele
cele mai eficace pentru reglarea nsuirilor reologice ale aluatului. Att
frmntarea exagerat ct i cea insuficient conduc la obinerea unui aluat de
calitate inferioar.
Sfritul frmntrii se determin organoleptic. Aluatul bine frmntat
este omogen, elastic i la proba de ntindere ntre degetul mare i arttor
formeaz o pelicul fin i transparent.
Fermentarea aluatului are drept scop maturizarea aluatului. Un
aluat matur trebuie s aib la sfritul fermentrii capacitate bun de formare a
gazelor, capacitate bun de reinere a gazelor i s conin cantiti suficiente de
substane de gust i de arom.
Fermentarea favorizeaz desfurarea unui ir de procese care se
intercondiioneaz reciproc i care modific continuu starea i componena
aluatului. Intensitatea de desfurare a acestora influeneaz volumul,
porozitatea, forma, gustul i aroma pinii.
Capacitatea de reinere a gazelor se modific continuu pe durata
fermentrii ,datorit modificrii proprietilor reologice ale aluatului, n urma
proceselor coloidale i a proteolizei din aluat. Aluatul elastic i rezistent imediat
dup frmntare, devine, la sfritul fermentrii mai puin rezistent i mai puin
elastic, dar cu extensibilitate mrit, ceea ce i permite s rein mai bine gazele
de fermentare. Creterea capacitii aluatului de reinere a gazelor este scopul
principal al procesului de fermentare, alturi de acumularea de substane de gust
i de arom.
Maturizarea aluatului este rezultatul unui complex de procese biochimice,
microbiologice i coloidale, care au loc concomitent la fermentare.
Procesele biochimice au la baz amiloliza i proteoliza care furnizeaz
sursa de carbon, respectiv de azot, pentru microbiota aluatului format din
19
drojdii care produc fermentaia alcoolic, i bacterii, care produc fermentaia
lactic. n aluat, amiloliza are rolul s asigure necesarul de zaharuri
fermentescibile, care s ntrein procesul de fermentare pe toat durata
procesului tehnologic, zaharurile proprii ale finii fiind insuficiente pentru
acesta. De aceea, formarea maltozei prin hidroliza amidonului este deosebit de
important n aluat. Ea are loc prin aciunea comun a - i -amilazei.
Intensitatea amilolizei depinde de coninutul de enzime amilolitice active al
finii, n principal -amilaza, i de coninutul de amidon deteriorat mecanic.
Proteoliza n aluat este important pentru c ea influeneaz nsuirile
reologice ale aluatului, de care depind capacitatea lui de a reine gazele i a-i
menine forma, nsuiri care influeneaz direct calitatea pinii. Proteoliza este
activat de prezena drojdiei n aluat, datorit coninutului su n glutation i
modificrii potenialului de oxidoreducere. Rolul principal l are structura
glutenului care determin atacabilitatea lui enzimatic.
Procesele microbiologice constau n fermentaia alcoolic produs de
drojdii i fermentaia acid produs de bacterii.
n fermentaia alcoolic, drojdia fermenteaz mai nti zaharurile proprii
ale finii i numai dup epuizarea lor ncepe s fermenteze maltoza. Adaptarea
la fermentarea maltozei are loc n faza de maia. Intensitatea fermentaiei
alcoolice crete cu temperatura pn la 35
0
C. Dioxidul de carbon, format n
timpul fermentaiei alcoolice exercit o aciune mecanic de ntindere a reelei
proteice din aluat, contribuind la desvrirea formrii structurii glutenului i,
prin aceasta, la mbuntirea nsuirilor reologice ale aluatului i a capacitii
lui de reinere a gazelor.
Fermentaia lactic este produs de bacteriile lactice aduse de fin i de
drojdie n aluat. Ele fermenteaz hexozele i pentozele, formnd ca produs
principal acidul lactic. Alturi de acesta se mai formeaz i ali acizi, mai
importani fiind acizii acetic i formic. Aceti acizi mresc aciditatea aluatului
care influeneaz propietile reologice ale aluatului, activitatea enzimelor,
gustul i aroma produsului. De aceea, aciditatea final a maielei i a aluatului
20
este luat drept indice de maturizare a semifabricatelor. Acidul lactic
mbunttete nsuirile fizice ale glutenului slab, activeaz celula de drojdie, are
aciune favorabil asupra gustului produsului.
Fermentarea semifabricatelor se face n cuve i se realizeaz n camere de
fermentare cu parametri controlai (temperatura de 28-30
0
C, umiditatea relativ
75-80 %).
Sfritul fermentrii se stabilete organoleptic i prin determinarea
aciditii. Pentru maia, organoleptic se apreciaz: volumul, care n timpul
fermentrii, crete de 2 3 ori i aspectul suprafeei, care, la nceput, este
bombat i la sfritul fermentrii devine plan i apoi concav, datorit
pierderii unei pri din dioxidul de carbon; aspectul n ruptur, care trebuie s fie
poros; gustul i mirosul, care trebuie s fie de alcool i dioxid de carbon. n
momentul n care suprafaa a devenit plan, puin czut n cuv, fermentaia se
consider terminat. Pentru aluat se apreciaz structura n ruptur i elasticitatea.
Divizarea are rolul s mpart masa de aluat fermentat n buci de
mas dorit. Precizia la divizare este influenat de tipul mainii de divizat.
Masa bucii de aluat divizate se stabilete n funcie de masa produsului finit i
de pierderile tehnologice care intervin dup operaia de divizare, adic la
dospire, coacere i rcire. Pentru sigurana unei divizri corecte, aluatul unei
cuve trebuie s se divizeze n maximum 30 de minute.
Premodelarea se aplic n scopul mbuntirii structurii porozitii
pinii. Se obine n acelai timp nchiderea seciunilor poroase rezultate la
divizare. Datorit aciunii mecanice exercitate asupra bucii de aluat, o parte
din gaze se elimin, peliculele de gluten se lipesc ntre ele i n operaiile
ulterioare se reia procesul de formare a unei structuri poroase, ceea ce conduce
la o structur uniform i fin a porozitii.
Repausul intermediar intervine ntre premodelare i modelarea
final i are rolul de a reduce tensiunile interne care apar n bucata de aluat n
timpul operaiilor de divizare i premodelare. Are durata de 1 8 minute i se
realizeaz n spaii neclimatizate. Durata repausului intermediar depinde de
21
intensitatea aciunii mecanice realizate la premodelare, de consistena aluatului
i de calitatea finii.
Modelarea este operaia prin care se urmrete s se dea bucii de
aluat forma pe care trebuie s o aib produsul finit. Se obine o form ordonat a
bucii de aluat, ceea ce face ca la dospire i la coacere aceasta s se dezvolte
uniform.
Aciunea mecanic de modelare are o influen considerabil asupra
structurii porozitii pinii. Ea determin fragmentarea porilor existeni n aluat
i distrugerea bulelor mari de gaz, cu formarea unui numr mai mare de pori.
Aceasta favorizeaz creterea puterii de reinere a gazelor n aluat i deci a
volumului pinii. Dup modelarea final, numrul porilor nu se mai modific
sau se modific neglijabil.
Dospirea final are drept scop acumularea gazelor n bucata de aluat, n
vederea obinerii unui produs afnat, bine dezvoltat. Operaia este
indispensabil, deoarece gazele de fermentare formate n fazele anterioare sunt
ndeprtate n urma aciunii mecanice exercitate asupra aluatului, n timpul
operaiilor de divizare i modelare.
La nceputul procesului, ntreaga cantitate de gaze format este reinut i
aluatul i mrete volumul. Dup atingerea volumului maxim, cantitatea de
gaze reinute scade, datorit faptului c, sub presiunea dioxidului de carbon,
aluatul se ntinde sub form de pelicule care se subiaz treptat pn cnd la un
moment dat, n funcie de rezistena lui, se rup formndu-se canale prin care
gazele se pierd i volumul aluatului scade.
Volumul i structura porozitii miezului pinii sunt condiionate direct de
modul n care decurge dospirea final. Dioxidul de carbon acumulat n acest
timp i n primele minute de coacere condiioneaz volumul i porozitatea pinii,
nsuiri care depind de intensitatea i dinamica formrii gazelor precum i de
capacitatea aluatului de a reine gazele formate.
22
Parametrii optimi de dospire sunt: temperatura de 30 35
0
C, umiditatea
relativ a aerului 70 85 %. Temperatura de 30 35
0
C asigur o intensitate
bun a procesului de fermentare i n acelai timp, protejarea nsuirilor
reologice ale aluatului. Umiditatea relativ a aerului de 70 85 % este necesar
pentru evitarea uscrii suprafeei produsului sau umezirii acestuia.
Respectarea duratei de dospire final este o condiie a obinerii produselor
de calitate. Scurtarea duratei de dospire final determin reduceri n volumul
pinii la 30 %, porii rmn mici, nedezvoltai. Prelungirea duratei dospirii finale
peste momentul optim are drept consecin obinerea produselor cu volum mic,
aplatisate datorit scderii capacitii aluatului de a reine gazele prin
nrutirea proprietilor lui reologice.
Momentul de terminare a dospirii finale se stabilete organoleptic, pe baza
modificrii volumului, formei i pe baza propietilor fizice ale bucii de aluat.
Coacerea reprezint faza cea mai important a procesului tehnologic,
care condiioneaz transformarea materiilor prime i auxiliare, aflate sub form
de aluat, n produs consumabil.
Obinerea pinii se realizeaz datorit aciunii termice asupra aluatului,
care determin transformri eseniale ale componenilor si.
nclzirea bucii de aluat se produce ca urmare a transmiterii energiei
termice de la cuptor la suprafaa bucii de aluat i de aici n interiorul ei. n
primele minute de coacere, cnd din motive tehnologice se face prelucrarea
hidrotermic a aluatului prin introducere de abur de joas presiune, nclzirea
bucii de aluat se face pe seama cldurii de vaporizare, pe care aburul o cedeaz
n momentul condensrii lui pe suprafaa aluatului. Transformarea aluatului n
produs finit are loc ca urmare a deplasrii interne a cldurii recepionate de
straturile superficiale de la camera de coacere. Datorit faptului c aluatul este
un corp umed i poros, precum i faptul c, n timpul coacerii, aluatul se
transform treptat n pine, care este nsoit de modificarea nsuirilor
23
termofizice ale aluatului pe toat durata coacerii, nclzirea aluatului este
nestaionar i are un caracter specific i complex.
nclzirea aluatului este influenat de:
Temperatura i umiditatea relativ din camera de coacere;
Masa, forma, umiditatea i gradul de afnare a aluatului.
Modificarea umiditii aluatului n timpul coacerii este rezultatul
schimbului de umiditate a acestuia cu mediul camerei de coacere i al deplasrii
interioare a umiditii.
Procesele coloidale, coagularea proteinelor i gelatinizarea amidonului
sunt determinante pentru transformarea aluatului n miez. Coagularea
proteinelor ncepe n jurul temperaturii de 50 55
0
C i decurge cu vitez
maxim n intervalul 60 70
0
C; la nclzirea n continuare a aluatului,
denaturarea termic a proteinelor se accentueaz. Datorit nclzirii i n
prezena apei puse n libertate de proteinele care coaguleaz, amidonul
gelatinizeaz. Principalii factori care influeneaz gelatinizarea sunt: coninutul
de ap din aluat, durata i temperatura de coacere. Gradul de gelatinizare a
amidonului influeneaz nsuirile fizice ale miezului i meninerea prospeimii
pinii. Cu ct gelatinizarea este mai avansat, cu att miezul este mai fraged,
mai pufos, mai puin sfrmicios i se menine mai mult timp proaspt.
Amiloliza i proteoliza continu i la coacere. Hidroliza amidonului sub
aciunea amilazelor este facilitat de gelatinizarea amidonului i de atingerea
temperaturii lor optime. Dup acest moment, hidroliza se diminueaz i se
oprete la atingerea temperaturii de inactivare a amilazelor: de 75
0
C pentru -
amilaz i 85
0
C pentru -amilaz. O evoluie asemntoare are procesul de
proteoliz care este influenat de coagularea termic a proteinelor i de creterea
temperaturii aluatului. Dup atingerea temperaturii maxime, situat n domeniul
de temperatur a coagulrii maxime a proteinelor de 60 70
0
C, la 80 85
0
C
proteoliza nceteaz.
24
Procesele microbiologice sunt provocate de microbiota aluatului, continu
n prima parte a coacerii, pn la distrugerea termic a acesteia.
Formarea cojii are loc n urma evaporrii apei din straturile exterioare ale
bucii de aluat. Ea contribuie la fixarea formei i a volumului pinii. Culoarea
cojii este dat n cea mai mare parte de melanoidine, substane care se formeaz
printr-o reacie neenzimatic de tip Maillard din zaharuri reductoare i
aminoacizi rezultai n urma proceselor biochimice. Reacia are loc dup ce
stratul exterior al aluatului atinge temperatura de 100
0
C i intensitatea ei crete
cu temperatura. Formarea culorii normale a cojii are loc la 130 170
0
C.
La introducerea aluatului n cuptor, acesta i mrete volumul. Apoi
creterea devine mai lent i la un moment dat se oprete. Creterea volumului
aluatului este condiionat de creterea volumului i presiunii gazelor i de
capacitatea aluatului de a reine gazele. Volumul i presiunea gazelor cresc pe
seama formrii unor noi cantiti de dioxid de carbon, a dilatrii termice a
gazelor prezente n aluat n momentul introducerii acestuia n cuptor, trecerii n
stare gazoas a alcoolului i dioxidului de carbon existente n stare dizolvat n
aluat. ncetinirea i apoi oprirea creterii volumului aluatului, odat cu creterea
temperaturii acestuia, se datoreaz rigidizrii cojii i formrii unui strat de miez
cu structur rezistent sub coaj.
Durata de coacere este un parametru important al regimului tehnologic.
Ea influeneaz calitatea produsului, pierderile de coacere i, deci, randamentul
n pine, productivitatea cuptorului i consumul de combustibil. Durata de
coacere este influenat de: masa i forma produsului, nsuirile i compoziia
aluatului supus coacerii; ncrcarea vetrei; caracteristicile cuptorului i regimul
de coacere.
Determinarea sfritului coacerii se face organoleptic i prin determinarea
temperaturii centrului miezului. Organoleptic, pinea se consider coapt dac
coaja este rumen, produce un sunet clar, deschis la lovirea cojii de vatr, miezul
25
este elastic. Obinerea unei temperaturi msurat cu termometrul n centrul
miezului de 93 97
0
C indic o pine coapt.
D epozitarea pinii are drept scop rcirea pinii n condiii optime
i pstrarea calitii ei pe durata depozitrii.
Rcirea pinii are loc n primele ore de la scoaterea din cuptor, durata de
rcire variind cu masa i forma pinii i cu parametrii aerului din depozit.
Parametrii optimi din depozitul de pine sunt: temperatura 18 20
0
C i = 60
70 %.
n timpul rcirii, pinea cedeaz mediului ambiant cldur i umiditate,
modificnd parametrii depozitului, ceea ce face necesar condiionarea acestuia.
n plus, pierderile de umiditate determin pierderi n masa pinii, influennd
randamentul.
Cedarea cldurii mediului ambiant, n urma creia pinea se rcete, are
loc datorit diferenei de temperatur dintre pine i mediu, iar cedarea
umiditii se datoreaz deplasarea umiditii din miez spre coaj, ca urmare a
diferenei de umiditate dintre acestea i cedarea apoi a umiditii ajunse n coaj,
mediului ambiant.
Pierderile n masa pinii nu sunt uniforme pe toat durata rcirii. Ele sunt
mai mari n prima parte a rcirii, cnd pinea are temperatura mai mare dect a
mediului ambiant i sunt mai mici dup ce pinea a atins temperatura mediului
ambiant. Pierderile la rcire sunt influenate de temperatura i umiditatea
relativ a aerului din depozit, mrimea i forma produsului, umiditatea pinii,
modul de coacere, modul de depozitare.
Din punct de vedere al calitii pinii, rcirea este considerat ca un
proces de maturizare, deoarece pinea este optim pentru consum n stare rece.
nvechirea p inii are loc la pstrarea ei timp mai ndelungat. Primele
semne de nvechire apar dup 10 12 ore de la pstrare i se accentueaz cu
prelungirea duratei de pstrare. nvechirea este un proces inevitabil.
26
Prin nvechire n pine au loc procese fizice i chimice care determin
modificri ale structurii i proprietilor mecanice ale miezului, precum i
schimbarea gustului i aromei.
Procesele tehnologice indirecte, cu durate mari de fermentare, precum i
cele care folosesc cantiti mari de fin n maia, conduc la o nvechire mai lent
a pinii.
3.3. Principalele caracteristici ale materiilor prime, auxiliare i
ale produselor finite
Materiile prime i auxiliare folosite n panificaie exercit o influen
mare asupra calitii i valorii alimentare a pinii. n funcie de natura, cantitatea
i calitatea lor, materiile prime utilizate pot influena pozitiv sau negativ
nsuirile produselor de panificaie.
F ina este materia prim principal n panificaie i se obine din boabele
de gru n urma procesului tehnologic de mcinare, dup o prealabil curire.
Calitatea finii este dependent de o serie de propieti i anume:
proprietile organoleptice i propietile fizico-chimice.
n conformitate cu
SR 877 96
, proprietile organoleptice ale finii sunt
urmtoarele:
Caracteristici Fina alb tip 650
Culoare aspect Alb-glbui, cu nuan slab cenuie i fine particule de tre.
Miros
Plcut, specific finii, fr miros de mucegai, de ncins sau
alt miros strin.
Gust
Normal, puin dulceag, nici amar nici acru, fr scrnet la
mestecare (datorit impuritilor minerale: pmnt, nisip,
etc).
Fina reprezint un complex de componeni biochimici care determin
nsuirile tehnologice ale acesteia. Fiecare din componenii si are un rol bine
daterminat n desfurarea proceselor care se desfoar n aluat i care hotrsc
calitatea pinii.
Proprietile fizico-chimice ale finii albe tip 650 sunt urmtoarele:
27
Umiditate, %, max. 14,5;
Aciditate, grade, max. 2,8;
Coninut de gluten umed, %, min. 26,0;
Indice de deformare a glutenului, min 5-12;
Coninut de cenu raportat la substana uscat, %, max. 0,65;
Coninut de cenu insolubil n acid clorhidric 10 %, %, max. 0,2;
Coninut de substane proteice raportat la substana uscat, %, min. 10,5.
Granulozitate:
rest pe sita din estur tip mtase cu latura de 180 m (nr. 8), max. 10
trece prin sita din estur tip mtase cu latura de 125 m (nr.10),50-90;
impuriti metalice;
sub form de pulbere,
mg Kg
, max. 3 ;
sub form de achii lips.
Apa are o importan dubl n procesul de panificaie; n primul rnd
pentru c atunci cnd este amestecat cu fin, rezult un material al crui
comportament mecanic permite formarea structurilor dorite n timpul panificrii
i n al doilea rnd pentru c dup coacere exist mai mult sau mai puin ap
rmas n produs, ap care va juca un rol important n determinarea texturii.
Importana acordat apei, ca ingredient de baz la fabricarea pinii, este n
permanent cretere datorit prezenei sale n toate reaciile fizico-chimice
ntlnite de-a lungul procesului tehnologic.
Apa destinat proceselor tehnologice din industria alimentar i n
consecin cea folosit pentru fabricarea pinii, trebuie s fie pur din punct de
vedere microbiologic, fr miros sau gust strin, cu trsturi organoleptice i
fizico-chimice normale i un coninut mineral atingnd maxim 500
ml g
.
O condiie fundamental a apei potabile este puritatea sa bacteriologic.
Aceasta trebuie s nu conin nici un fel de coli i streptococi, iar numrul total
de bacterii calculat n ap trebuie s fie format doar din cteva colonii pe
milimetru.
28
Apa ar trebui s nu conin nici un metal toxic cum sunt: Pb, Cd, Ba, Hg
i As, mai ales n procente care depesc limitele admise de legislaia sanitar.
Drojdia comprimat se folosete n calitate de afntor biochimic. Ea
aparine genului Saccharomyces, specia Saccharomyces cerevisiae, i poate,
datorit echipamentului su enzimatic, s fermenteze toate zaharurile din aluat.
Proprietile organoleptice ale drojdiei comprimate sunt prezentate n
tabelul:
Caracteristici Condiii de admisibilitate pentru drojdia comprimat
Aspect Mas compact cu suprafa neted, nelipicioas
Consisten Dens, trebuie s se rup uor
Culoare
Cenuie, brun-deschis cu nuan glbuie, uniform n mas. Se
admite la suprafa un strat de max. 1 mm grosime cu nuan
mai nchis.
Gust Caracteristic produsului, fr gust amar sau alt gust strin
Miros
Caracteristic produsului, fr miros de mucegai, de putrefacie
sau alt miros strin.
Corpuri strine Lips
Propietile fizice i biochimice ale drojdiei comprimate sunt:
umiditatea, %, max. 76 ;
capacitatea de dopsire n aluat, minute, max. 90.
n acelai timp, drojdia comprimat trebuie s aib stabilitate (s nu
prezinte modificri mari ale culorii i consistenei dup o perioad mai mare de
pstrare), flexibilitate (capacitatea de a se adapta la aluaturi cu diferite
compoziii) i criorezisten.
Extractul de mal se utilizeaz n industria panificaiei n scopul
mbogirii acestor produse cu zaharuri fermentescibile, vitamine din complexul
B, sruri minerale i enzime. Malul este n totalitate un ingredient natural care
contribuie la mbuntirea calitilor produselor de panificaie prin aport de
culoare, textur potrivit, gust i aspect. Astfel malul poate satisface cerinele
productorilor interesai de naturaleea ingredientelor cu impact direct asupra
strii de sntate, interesai de a mbunti textura, textura, gustul, culoarea i s
29
aduc un aport suplimentar de fibre alimentare, elemente eseniale pentru o diet
sntoas.
Extractul uscat de mal este fabricat 100 % din mal cerealier i utilizarea
lui confer urmtoarele avantaje:
reprezint o surs important de zaharuri;
este un mediu natural de colorare;
asigur o arom i gust puternic de mal.
Se prezint ca o pudr fin, hidroscopic, care la dizolvarea n ap
produce o soluie foarte vulnerabil din punct de vedere microbiologic.
Extractele uscate de mal au n medie urmtoarea compoziie:
umiditate, maxim 6,0 %
proteine, maxim 8,5 %;
aciditate, maxim 1 %;
pH = 5 6.
Pinea fr sare se fabric conform instruciunilor tehnologice elaborate
de productor cu respectarea normelor sanitare n vigoare.
Proprietile organoleptice ale finii fr sare sunt prezentate n tabelul:
Caracteristici
Pine alb fr sare condiii de
admisibilitate
Aspect
Exterior general Produs bine dezvoltat, cu form lung.
Coaja
Suprafa lucioas, mat sau nfainat cu
nepturi, poate prezenta uoare crpturi
laterale.
Culoare Slab armie
Miez (n seciune)
Miez poros, bine afnat n toat masa seciunii,
elastic, fr aglomerri de fin.
Aroma
Plcut, caracteristic pinii bine coapte, fr
miros strin (de mucegai, rnced, combustibil)
Gust
Plcut, nesrat, caracteristic unui produs bine
copt, fr scrnet datorat impuritilor minerale
(pmnt, nisip, etc.).
Propietile fizice i chimice ale pinii fr sare sunt urmtoarele:
umiditatea miezului, %, maxim 43;
30
porozitatea, %, minim 75;
aciditate, grade, maxim 3;
elasticitatea miezului, %, minim 95;
continutul in cenus insolubil in acid clorhidric 10 %, % maxim 0,2;
volum cm
3
la 100 g, minim 300 (in perioada 1 mai 1 octombrie
aciditatea painii fr sare poate fi mai mare cu 0,5 grade).
3.4. Managementul calittii
3.4.1. Sistemul de organizare a activittilor referitoare la calitate
Calitatea, aceast noiune ,considerat concept filozofic a suscitat un viu
interes din cele mai vechi timpuri. Cuvntul calitate i are originea n
latinescul qualitas , care are nelesul de fel de a fi.
Acest concept devine important odat cu apariia schimburilor comerciale,
datorit prezenei a dou personaje: cumprtorul n calitate de utilizator i
vnztorul n calitate de productor. A aprut aadar necesitatea implicit a
evolurii cantitative dar i calitative a schimbului de mrfuri.
Datorit diversificrii produselor i al dezvoltrii produciei industriale,
noiunea de calitate a evoluat, aceasta referindu-se acum la diferite faze ale
execuiei unui produs. Se poate aadar vorbi de:
calitate proiectat care se refera la activitatea de proiectare a produsului,
nainte de asimilarea acestuia n fabricaie;
calitate realizat care se refer la rezultatul obinut n urma verificrii
finale a produselor;
calitate asigurat care se refer la ntregul ansamblu de activiti ale
controlului de calitate (prevenire, evaluare, aciune corectiv);
calitatea fabricaiei care indic gradul de conformitate a produsului cu
specificaiile din documentaia termic. Aceasta se realizeaz n producie i
31
este determinat de procesul tehnologic aplicat, echipamentul tehnologic
precum i de activitatea de urmrire i control;
calitatea livrat care reprezint nivelul calitii produsului propus spre
vnzare.
Deoarece calitatea produselor se realizeaz n procesul de producie, dar
se verific de ctre beneficiar, este bine a se face o difereniere ntre calitatea
produciei i calitatea produsului
Calitatea produciei reprezint calitatea ansamblului de activiti din sfera
produciei, procese de fabricaie, concepie, tehnologie, organizarea produciei,
etc.
Calitatea produsului conine performanele acestuia privind
caracteristicile tehnologice, funcionale, psihosenzoriale, economice i cele cu
caracter social.
n conformitate cu standardele, calitatea este definit ca fiind ansamblul
caracteristicilor unei entiti, care confer aptitudinea de a satisface necesitile
exprimate sau explicite; prin entitate nelegndu-se un obiect , material sau
imaterial care poate fi descris i considerat n mod individual.
Calitatea unui produs este rezultatul unor activiti ce se intersecteaz
ntre ele (de exemplu proiectare, fabricare, asisten tehnic, ntreinere).
Realizarea unui produs este supus spiralei calitii, fiecare activitate din
spiral fiind apreciat din punct de vedere al calitii n mod separat. Se poate
conclude c mbuntirea continu a calitii are un caracter obiectiv i dinamic
impus de cerinele mereu crescnde ale beneficiarilor, dar i de dorina
productorilor de a realiza noi produse vandabile, care s creeze beneficii
sporite.
Punctul de plecare n managementul calitii l reprezint elaborarea
politicii calitii cuprinznd orientrile generale ale intreprinderii n acest
domeniu i stabilirea responsabilitilor calitii. Aceste activiti se refer la
planificarea, inerea sub control, asigurarea i imbuntirea calitii, care se
desfoar in cadrul sistemului calitii intreprinderii. Sistemul calitii este
32
definit ca reprezentnd structura organizatoric, procedurile i resursele
necesare pentru implementarea managementului calitii.
Prin managementul calitii intreprinderea urmrete s obin asemenea
produse care:
satisfac o necesitate sau corespund unui obiectiv bine definit;
satisfac ateptrile clientului;
sunt conforme cu standardele i specificaiile aplicabile;
sunt conforme cerinelor societii (reglementri, reguli, etc.);
in seama de necesitatea proteciei mediului;
sunt oferite la preuri competitive;
sunt obinute n condiii de profit.
Planificarea calitii const din ansamblul proceselor prin intermediul
crora se determin principalele obiective ale firmei n domeniul calitii,
precum i resursele i mijloacele necesare realizrii lor. Obiectivele i aciunile
de ntreprins pot fi stabilite prin nivel strategic sau operativ. n mod
corespunztor, se vorbete de planificarea strategic i operaional a calitii.
Prin planificarea strategic sunt formulate principiile de baz, orientrile
generale ale firmei n domeniul calitii. Concretizarea acestor principii i
orientri se realizeaz la nivel operativ, prin planificarea operaional. La acest
nivel putem face distincie ntre planificarea extern i intern a calitii.
Planificarea extern a calitii are ca scop identificarea clienilor i stabilirea
cerinelor acestora, pe baza studiilor de pia.
Prin planificarea intern a calitii se urmrete transpunerea doleanelor
clienilor n caracteristici ale produsului, dezvoltarea proceselor care s fac
posibil realizarea acestor caracteristici.
Meninerea sub control a calitii se refer la ansamblul activitilor de
supraveghere a desfurrii proceselor i de evaluare a rezultatelor n domeniul
calitii, n fiecare din etapele traiectoriei produsului, n raport cu obiectivele i
standardele prestabilite, n scopul eliminrii eficienelor i prevenirii apariiei lor
n procesele ulterioare.
33
Aceast evaluare i supraveghere are n vedere, prin urmare, procesele de
realizare a calitii, rezultatele acestor procese referitoare la calitate i sistemul
calitii firmei.
Astfel, prin supravegherea calitii se nelege monitorizarea i verificarea
continu a strii unei entiti, n scopul asigurrii c cerinele specificate sunt
satisfcute. Inspecia calitii reprezint activitile prin care se msoar,
examineaz, ncearc una sau mai multe caracteristici ale unei entiti i se
compar rezultatul cu cerinele specificate, n scopul determinrii conformitii
acestor caracteristici. Verificarea calitii reprezint confirmarea conformitii
cu cerinele specificate, prin examinarea i aducerea de probe tangibile.
Un rol important n inerea sub control a activitilor l are auditului
calitii. Auditul calitii este definit ca reprezentnd o examinare sistematic i
independent, efectuat pentru a determina dac activitile i rezultatele
referitoare la calitate corespund dispoziiilor prestabilite i dac aceste dispoziii
sunt efectiv implementate i capabile s ating obiectivele. Auditul calitii se
aplic sistemului calitii sau elementelor acestuia, proceselor, produselor i
serviciilor. Scopul su principal este de a evolua msurile corective sau de
mbuntire necesare.
Unul dintre cei mai importani indicatori de inere sub control al calitii
l reprezint costurile referitoare la calitate. n procesul planificrii, estimarea
acestor costuri constituie punctul de plecare pentru stabilirea activitilor de
supraveghere i evoluare n fiecare din etapele realizrii produsului.
Asigurarea calitii se refer la ansamblul activitilor prevenite, prin care
se urmrete, n mod sistematic, s se asigure corectitudinea i eficacitatea
activitilor de planificare, organizare, coordonare, antrenare i inere sub
control n scopul de a garanta obinerea rezultatelor la nivelul calitativ dorit.
Aceste activiti se desfoar n paralel cu activitile corespunztoare
celorlalte funcii ale mamagementului calitii i n mod continuu.
Conceptul de asigurare a calitii a aprut n nevoia clientului de a avea
ncredere n capacitatea furnizorului de a-i oferi produse i servicii care s i
34
satisfac exigenele. Asigurarea calitii vizeaz, concomitent, realizarea unor
obiective interne i externe i deci, putem vorbi de:
asigurarea intern a calitii reprezint activitile desfurate pentru a da
ncredere conducerii intrepinderii c va fi obinut calitatea propus;
asigurarea extern a calitii reprezint activitile de desfurare, n
scopul de a da ncredere clienilor c sistemul calitii furnizorului permite
obinerea calitii cerute. Aceste activiti pot fi executate de intrepinderea n
cuaz, clientul acesteia sau o alt parte, n numele clientului, pentru a-l
asigura c produsul comandat va fi realizat i livrat n condiiile de calitate
cerute.
mbuntirea calitii se refer la activitile desfurate n fiecare din
etapele traiectoriei produsului, n vederea mbuntirii performanelor tuturor
proceselor i rezultatelor acestor procese, pentru a asigura satisfacerea mai bun
a nevoilor clienilor, n condiii de eficien. Finalitatea activitilor de
mbuntire reprezint, prin urmare obinerea unui nivel al calitii superior
celui planificat, respectiv celui prevzut de standarde sau specificaii. Realizarea
unui asemenea deziderat este condiionat de desfurarea corespunztoare a
activitilor de planificare, organizare, antrenare, inere sub control i asigurare a
calitii.
Aceast funcie a managementului calitii este considerat tot mai mult
ca fiind cea mai important. Astfel, se recomand ca intrepinderea s
implementeze un asemenea sistem al calitii care s favorizeze mbuntirea
continu a calitii proceselor i rezultatelor acestora.
3.4.2 Managementul inocuitii sistemul H.A.C.C.P.
H.A.C.C.P. este un acronim care provine de la expresia din limba englez
Hazard Analysis. Critical Control Points (Analiza Riscurilor. Puncte Critice de
Control), care este o metod sistematic de identificare, evaluare i control al
35
riscurilor asociate produselor alimentare, cu scopul asigurrii inocuitii
alimentelor.
Obiectivul principal al sistemului este asigurarea inocuitii alimentului la
nivelul sectoarelor n care exist circuit alimentar i prevenirea incidentelor care
pot surveni la o inspecie sanitar sau procedur de control.
Implementarea procedurilor de control i msurilor de securitate n
alimentaie reprezint partea operaional a H.A.C.C.P., iar documentaia oferit
se aliniaz standardelor impuse de forurile oficiale n domeniu, completnd
activitatea acestuia.
n Romnia, Ordinul Ministerului Sntii nr. 1956 din 1995 a instituit
obligativitatea introducerii i aplicrii sistemului H.A.C.C.P. n circuitul
alimentar, ca un pas nainte, necesar armonizrii legislatiei noastre cu cea a
Uniunii Europene.
n perioada pe care o parcurgem, consumatorii devin din ce n ce mai
contieni de aspectele igienice ale vieii si alimentaiei lor si de aceea a devenit
absolut abligatoriu ca toi productorii de alimente s respecte att exigentele
tehnologice, ct i pe cele de ordin igienico-sanitar.
Pentru ca alimentele s fie sigure pentru consum, ele trebuie s respecte
anumite condiii privind calitatea lor igienic, n abordarea clasic a controlului
calitii, propietile produselor (att cele fizico-chimice i microbiologice) sunt
testate n mod curent, obinandu-se informaii despre nivelul calitativ al
produsului i stabilind dac acesta este sau nu consumabil. Conform concepiilor
moderne privind calitatea, aceste teste au o semnificaie i o eficien redus.
Cand se constat c produsul nu respect specificaiile, este de obicei prea tarziu
s se poat interveni. Acest lucru poate fi evitat dac elementele cheie ale
procesului de fabricaie sunt n permanen urmrite i controlate, permind,
atunci cnd se impune, aplicarea n timp util a unor msuri corective.
Elementele cheie prin care se poate controla procesul pot fi indentificate
printr-o analiz H.A.C.C.P. Riscurile asociate produsului i procesului sunt
analizate, indicndu-se apoi punctele din procesul tehnologic care sunt critice
36
pentru realizarea inocuitii produsului. Lipsa controlului n oricare din aceste
puncte poate conduce la fabricarea unor produse finite care s pun n pericol
sntatea sau chiar viaa consumatorilor.
Utilizarea metodei H.A.C.C.P. este extrem de util i eficient, deoarece
intrepinderea productoare nu-i poate permite i nici nu ar avea cum s verifice
produsele finite n procent de 100 %. Chiar dac, ipotetic, ar fi controlat prin
metode de laborator ntreaga producie, exist nc posibilitatea existenei unor
abateri care nu au fost detectate. Cauzele ar putea fi: eantionarea incorect,
limitele de msurare ale aparatului de control utilizate, erorile umane sau alte
imperfeciuni, care ar putea permite ca unele produse periculoase pentru consum
s ajung totui la consumatori.
H.A.C.C.P. constituie o abordare sistematic a realizrii siguranei pentru
consum a produselor alimentare, care const n aplicarea a apte principii de
baz si anume:
Principiul 1: Evaluarea riscurilor asociate cu obinerea i recoltarea
materiilor prime i ingredientelor, prelucrarea, manipularea, depozitarea,
distribuia, prepararea culinar i consumul produselor alimentare.
Se va face o analiz sistematic a produsului alimentar care constituie
abiectivul aplicaiei i a ingredientelor din care acesta este fabricat, cu scopul
indentificrii pericolului ,prezenei microorganismelor patogene, a paraziilor, a
substantelor chimice sau a corpurilor strine, care ar putea afecta sntatea
consumatorului. Este indicat ca aceast analiz a riscurilor s fie efectuat in
faza de proiectare a produsului i a procesului tehnologic, pentru a defini
punctele critice de control nainte de nceperea fabricaiei.
Pr incipiul 2 : Determinarea punctelor critice prin care se pot ine sub
control riscurile indentificate.
Un punct critic de control este definit ca orice punct sau procedur dintr-
un sistem specializat n fabricarea de produse alimentare n care pierderea
controlului poate avea drept consecin punerea n pericol a sntii
consumatorilor. Toate riscurile identificate trebuie s fie eliminate sau reduse
37
ntr-o anumit etap a ciclului de fabricaie. Stabilirea punctelor critice de
control reprezint un proces care necesit foarte mult atenie, deoarece de
acestea va depinde sigurana pentru consum a produsului finit.
Principiul 3: Stabilirea limitelor critice care trebuie respectate n fiecare
punct critic de control.
O limit critic este definit ca tolerana admis pentru un anumit
parametru al punctului critic de control. Pentru un punct critic de control pot
exista una sau mai multe puncte critice. Depirea lor nseamn c punctul critic
respectiv a ieit de sub control i inocuitatea produsului finit este n pericol.
Principiul 4: Stabilirea procedurilor de monitorizare a punctelor critice de
control.
Monitorizarea reprezint testarea sau verificarea organizat a punctelor
critice de control i a limitelor critice. Se prefer o monitorizare continu, iar
rezultatele obtinute vor fi nregistrate.
Principiul 5: Stabilirea aciunilor corective ce vor fi aplicate atunci cnd,
n urma monitorizrii punctelor critice de control, este detectat o deviaie de la
limitele critice.
Aciunile corective aplicate trebuie s elimine riscurile existente sau care
pot s apar prin devierea de la planul H.A.C.C.P., asigurnd inocuitatea
produsului finit. Aciunile corective trebuie bine analizate de ctre forurile
competente.
Principiul 6: organizarea unui sistem eficient de pstrare a nregistrrilor,
care consituie documentaia planului H.A.C.C.P.
Planul H.A.C.C.P. trebuie s existe ca document n locul n care acesta va
fi aplicat. Pe lng acest plan, trebuie inclus i toat documentaia referitoare la
punctele critice de control (limite critice i rezultatele monitorizrii), deviaiile
aprute i msurile corective aplicate.
Principiul 7: Stabilirea procedurilor prin care se va verifica dac sistemul
H.A.C.C.P. funcioneaz corect.
38
Verificarea const din metode, proceduri i teste utilizate pentru a stabili
dac sistemul H.A.C.C.P. existent respect planul H.A.C.C.P. Aceste verificri
vor fi fcute att de ctre productor, ct i de ctre organismele de control.
Verificrile au rolul de a confirma faptul c, n urma aplicrii planul H.A.C.C.P.,
toate riscurile au fost identificate i sunt sub control. Metodele de verificare pot
fi metode microbiologice, fizice, chimice i senzoriale.
Aplicarea celor apte principii ale metodei H.A.C.C.P. const n
parcurgerea urmtoarelor etape:
1. Definirea termenilor de referin;
2. Selectarea echipei H.A.C.C.P.;
3. Descrierea produsului;
4. Identificarea utilizrii intenionate;
5. Construirea diagramei de flux;
6. Verificarea pe teren a diagramei de flux;
7. Listarea tuturor riscurilor asociate fiecrei etape i listarea tuturor
msurilor care vor ine sub control riscurile;
8. Aplicarea unui arbore de decizie H.A.C.C.P. fiecrei etape a procesului
pentru identificarea punctelor critice de control;
9. Stabilirea limitelor critice pentru fiecare punct critic de control;
10. Stabilirea unui sistem de monitorizare pentru fiecare punct critic de
control;
11. Stabilirea unui plan de aciuni corective;
12. Stabilirea unui sistem de stocare a nregistrrilor i a documentaiei;
13. Modificarea modului de funcionare a sistemului H.A.C.C.P.;
14. Revizuirea planului H.A.C.C.P.
39
3.4.3. Controlul loturilor de materii prime, materiale, produse finite
Controlul statistic de recepie al produselor mai este cunoscut i sub
denumirea: controlul statistic al loturilor de produse, controlul de recepie al
loturilor de produse, controlul statistic de recepie, controlul de recepie prin
eantionare, controlul statistic pentru acceptare.
Controlul statistic de recepie al produselor const dintr-un ansamblu de
aciuni prin care se determin modul n care caracteristicile de calitate i
prestaiile unui produs satisfac specificaiile. Aceste aciuni pot avea loc n
situaii diverse, cu diferite obiective i metodologii.
Controlul statistic de recepie se utilizeaz, n primul rnd, n controlul
proceselor de fabricaie (controlul de flux de fabricaie), care are un rol activ, de
a asigura reglarea calitii. De asemenea, controlul statistic de recepie se
utilizeaz pentru recepia materiilor prime, materialelor, semifabricatelor,
componentelor intrate n procesul de producie, ct i pentru recepia loturilor de
produse finite.
n cazul controlului statistic de recepie a loturilor de materii prime (fin
alb de gru, drojdie comprimat) i de produse finite (pine fr sare) se pot
utiliza, aplica, dou metode corespunztoare modului n care a fost exprimat
caracteristica de calitate:
Controlul statistic de recepie prin atribute;
Controlul statistic prin msurare (prin variabile).
Controlul statistic de recepie prin atribute const n constatarea pe fiecare
unitate de produs, pe fiecare exemplar, al unui eantion prelevat dintr-un lot, a
prezenei sau absenei unor caracteristici de calitate a loturilor, fie a numrului
unitilor defective, k, fie a proporiei unitilor defective, p;
k
p
n
, unde n
reprezint efectivul eantionului.
Unitile defective pot fi: critice, majore, minore. Controlul se poate
efectua prin analiza produselor bucat cu bucat sau prin sondaje. Lotul
40
reprezint o cantitate determinat dintr-un produs omogen din punct de vedere
calitativ. n funcie de severitate controlul poate fi: normal, sever, redus.
Controlul statistic de recepie prin atribute este preponderent i se aplic
loturilor ale cror caracteristici de calitate nu sunt msurabile sau, chiar dac
sunt msurabile, este suficient informaia c acestea se ncadreaz sau nu n
limitele admisibile.
Controlul statistic de recepie prin msurare (prin variabile) const n
msurarea uneia sau a mai multor caracteristici de calitate msurabile (lungime,
greutate, etc.) pe fiecare unitate de produs a unui eantion prelevat din lot.
Controlul statistic prin msurare se folosete, n special, n controlul pe flux de
fabricaie. n controlul de recepie, se folosete n cazul loturilor la care se
controleaz o singur caracteristic de calitate msurabil.
Planurile de control, respectiv planurile de eantionare, pentru ambele
metode de control statistic de recepie (prin atribute, prin msurare), prezint
urmtoarele elemente:
Forma material a produsului (continu, uniti de produs distincte,
material n vrac);
Frecvena livrrilor (livrri continue, intermitente, izolate);
Tipul caracteristicii de calitate (atributiv, msurabil);
Specificul proteciei (furnizorproductor, beneficiarconsumator,
global);
Nivelul de calitate acceptabil (AQL);
Nivelul de inspecie (control, verificare);
Tipul de eantionare (simpl, dubl, multipl);
Gradul de severitate;
Riscurile productorului i beneficiarului;
Parametrii pentru estimarea rezultatelor controlului.
41
3.4.4. Controlul procesului tehnologic
Controlul unui proces tehnologic se poate efectua n dou moduri: control
total, prin msurarea bucat cu bucat a materiilor prelucrate, sau controlul
prin sondaj, bazat pe teoria probabilitilor i statistic matematic.
Deoarece procesele de fabricaie se desfoara sub influena diferiilor
factori tehnologici, caracteristica de calitate variaz mereu n timp. Din acest
motiv, procesele tehnologice pot fi stabile i instabile. Dac asupra unui proces
de fabricaie acioneaz cauze sistematice, care influeneaz variaia
caracteristicii de calitate ne situm n faa unui proces instabil. Procesul de
fabricaie stabil, numit i proces controlabil este acela care se afl numai sub
influena cauzelor ntmpltoare, cauze sistematice fiind nlturate.
Un proces tehnologic se consider dinamic ,stabil atunci cnd valorile
caracteristicii de calitate prezint n timp aproximativ acelai centru de grupare
i aceeai mprtiere. Datorit factorilor tehnologici, caracteristica de calitate
variaz n cadrul unor limite care marcheaz cmpul de mprtiere (R): R = x
max
x
min
, n care x
max
i x
min
reprezint valorile limita maxim i respectiv minim a
caracteristicii de calitate obinut dup fabricarea produsului. Acest cmp de
mprtiere este marcat de dou limite: superioar T
s
i inferioar T
i
(T
c
fiind
mijlocul acestui cmp de toleran). Se spune c o main este bine reglat la
dimensiunea de lucru atunci cnd centrul cmpului de mprtiere al valorilor
caracteristicii de calitate coincide sau este n imediata apropiere a centrului
cmpului de toleran.
Aprecierea preciziei procesului tehnologic se face prin analiza mrimii
cmpului de mprtiere. Se consider corespunztor din punct de vedere al
preciziei, procesul tehnologic care n urma prelucrrii creeaz produsele finite
un cmp de mprtiere al caracteristicii de calitate, mai mic dect cmpul de
toleran.
Starea stabil din punct de vedere al reglajului este considerat atunci
cnd valoarea caracteristicii parametrului statistic de grupare este constant n
42
timp. O stare stabil din punct de vedere al preciziei va fi acceptat cnd
valoarea parametrului de mprtiere i mentine neschimbat valoarea n timp.
Principalele stri n care se poate afla un proces tehnologic sunt
urmtoarele:
1. Proces stabil ca reglaj i precizie. La acest proces centrul de grupare este
acelai cu centrul de toleran i cmpul de dispersie este egal sau mai mic
dect cmpul de toleran impus.
2. Proces stabil ca reglaj, necorespunztor ca precizie. n acest caz centrul de
grupare corespunde cu centrul cmpului de toleran, dar cmpul de
mprtiere depete cmpul de toleran.
3. Proces necorespunztor ca reglaj, dar corespunztor ca precizie. Un astfel
de proces are centrul de grupare deplasat fa de centrul cmpului de
toleran (T
c
), nspre T
s
sau T
i
, dar cmpul de mprtiere este mai mic
dect cel de toleran.
4. Proces instabil ca reglaj i precizie. Acest proces are centrul de grupare
deplasat fa de T
c
i cmpul de mprtiere este mai mare dect cmpul
de toleran.
43
44
FINA APA DROJDIE
EXTRACT DE
MAL
RECEPIE
DEPOZITARE
AMESTECARE
CERNERE
DOZARE
NCLZIRE
DOZARE
RECEPIE
DEPOZITARE
SUSPENSIONARE
DOZARE
RECEPIE
DEPOZITARE
DIZOLVARE
DOZARE
FRMNTARE MAIA
FERMENTARE MAIA
FERMENTARE ALUAT
FRMNTARE ALUAT
RSTURNARE
DIVIZARE
PREMODELARE
REPAUS INTERMEDIAR
MODELARE
CRESTARE, TANARE
DOSPIRE FINAL
COACERE
RCIRE
DEPOZITARE
LIVRARE
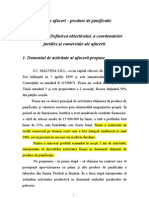
CCP
1
punct critic de control care asigur eliminarea riscului;
CCP
2
punct critic de control care reduce riscul, dar nu l elimin complet
CCP
2
CCP
1
CCP
2
CCP
2
CCP
2
CCP
1
CCP
2
CCP
2
CCP
2
CCP
2
CCP
2
CCP
2
CCP
2
CCP
2
CCP
1
CCP
2
Studiul H.A.C.C.P. pentru fabricarea pinii fr sare
Materii prime /
operaii
Riscuri identificate Msuri de control Grad
de control
Procedee de monitorizare
Fina
Riscuri microbiologice:
prezena mucegaiurilor i a
bacteriilor patogene;
Selectarea
furnizorilor.
CCP2 Auditul la furnizori
Riscuri chimice: detergeni,
dezinfectani, alte substane
strine;
Depozitarea i
prelucrarea n condiii
corespunztoare.
CCP2
nregistrarea
parametrilor pe durata
depozitrii finii.
Riscuri fizice: corpuri strine
Aplicarea GHP i
GMP.
CP
Observarea vizual a
aplicrii GMP si GHP
Drojdia
Riscuri microbiologice:
prezena micoorganismelor
patogene;
Selectarea
furnizorilor.
CCP2 Auditul la furnizori
Riscuri fizice: prezena
corpurilor strine.
Certificate de
calitate pentru drojdie.
Periodic, analize
fizico-chimice i
biologice.
Apa
Riscuri microbiologice:
prezena bacteriilor (E. coli i
Giardia)
Trasee de ap
corespunztoare.
CCP2
Inspectarea surselor si
traseelor de ap folosite;
Riscuri chimice: prezena
metalelor grele, a altor
substane de contaminare.
Analize fizico chimice
i biologice.
Extract de mal Riscuri microbiologice:
prezena mucegaiurilor i a
bacteriilor patogene;
Selectarea
furnizorilor
CCP2 Auditul la furnizori
45
Riscuri fizice: corpuri straine
Certificate de
calitate.
Analize fizico-chimice
Depozitare
Riscuri microbiologice:
multiplicarea
microorganismelor;
Respectarea
temperaturii i
umiditaii la
depozitare
CCP2
Inregistrarea
parametrilor la depozitare;
Riscuri chimice: prezena
detergenilor, dezinfectanilor,
sau a altor subst. straine.
Respectarea
normelor de igiena.
Inspectarea igienizarii
depozitului.
Cernerea
Riscuri fizice: prezena
corpurilor straine
Cernerea
corespunzatoare a
fainii
CCP1
Inspectarea modului
de realizare a operaiei
Framantare
maia/aluat
Riscuri microbiologice:
contaminarea cu
microorganisme, de la utilaje,
din mediu sau de la personal;
Aplicarea
normelor de igiena
pentru utilaje, mediu
personal, GHP;
CCP2
Grafice de igienizare;
Observarea vizuala a
practicilor de igiena a
personalului;
Riscuri fizice: prezena
corpurilor straine de la personal
si instalaii.
Aplicarea GMP CCP1
Observarea practicilor
de lucru.
Fermentare
maia/aluat
Dospire finala
Riscuri microbiologice:
multiplicarea
microorganismelor patogene.
Respectarea
parametrilor (durata,
timp) si a masurilor de
igiena.
CCP2
Inregistrarea si
masurarea parametrilor;
Observarea aplicarii
GHP.
Modelare
Riscuri fizice: prezenta
resturilor de pe banda masinii
de modelat.
Aplicarea
corespunzatoare a
operatiei.
CCP2
Observarea vizuala a
operatiei.
46
Coacere
Riscuri microbiologice:
prezena microorganismelor
Respectarea
regimului de coacere.
CCP1
Msurarea i
nregistrarea parametrilor
coacerii.
Racire
Riscuri microbiologice:
rcirea ntr-o perioad prea
mare de timp sau temperatura
final de rcire prea ridicat
defavorizeaz dezvoltarea
microorganismelor (Bacillus
mesentericus).
Rcire rapid;
Respectarea
temperaturii de rcire.
CCP2
Msurarea i
nregistrarea duratei
operaiei;
Verificarea
temperaturii finale a
produsului dup rcire.
Depozitare
Riscuri
microbiologice: multiplicarea
microorganismelor.
Respectarea
umiditii i
temperaturii la
coacere.
CCP2
nregistrarea
temperaturii, umidittii la
depozitare.
47
3.5. Regimul de lucru al seciunii
T
c
fondul de timp calendaristic
c ore
T 365 n 865 24 8760 ore an
Fondul de tip nominal se calculeaz cu relaia:
( )
n c rd s i
T T T T T + +
unde:
T
rd
timp de repaus duminical, zile;
rd
T 52 zile
T
s
timp pentru srbtori legale, zile;
s
T 5 zile
T
i
timp pentru alte ntreruperi,zile.
( )
n
T 365 52 5 308 zile 7392 ore an +
Fondul de timp disponibil se calculeaz cu relaia:
( )
d n r t
T T T T +
unde:
T
r
timpul pentru reparaii capitale i revizii;
r
T 20 25 zile
T
t
timpul de ntrerupere tehnologic;
t
T 5 zile
( )
d
T 308 25 5 278 zile 6672 ore an +
48
4. Bilanul de materiale
4.1. Calculul bilanului de materiale
49
Frmntare maia
Fermentare maia
Fermentare aluat
Frmntare aluat
Divizare modelare
Dospire final
Coacerea
Rcirea
P
F
P
m
P
fAl
P
F
P
fM
P
d
P
c
P
r
G
pr
W
Al
F
Al
F
M
W
M
D
B
M
aux
M
0
M
1
Al
0
Al
1
Al
2
Al
3
G
pf
Pierderi tehnologice
NR.
CRT
.
DENUMIREA
PIERDERII
SIMBO
L
VALOARE
A %
SIMBO
L
VALOARE
A %
1 Pierderi de fin P
F
0,1 - -
2
Pierderi de
fermentare maia
P
fM
1.48 P
fMSU
1,05
3
Pierderi la
fermentare aluat
P
fAl
0,63 P
fAlSU
0,3
4 Pierderi mecanice P
m
0,12 - -
5 Pierderi la dospire P
d
0,5 P
dSU
0,15
6 Pierderi la coacere P
c
11 - 13 P
cSU
4 5
7 Pierderi la rcire P
r
2,5 - 3,5 P
rSU
0
Materia prim Umiditatea %
Fin 14
Drojdie comprimat 70 75
Extract de mal 16 18
Ba 41 44
50
NR.
CRT.
MRIMEA
CALCULAT
FORMULA DE
CALCUL
SEMNIFICAIA
TERMENILOR
INTRODUCERE N
FORMUL
VALORI
OBINUTE
PTR. 100 Kg
FIN
UM
CANTITATEA
TOTAL Kg/Zi
1
Maia
frmntat
0 M M
F
M
M = F + W +
p %
+D+ B- F
100
FM = fina introdus la
frmntare maia
WM = apa introdus la
frmntare maia
D = drojdie introdus
la frmntare maia
B = ba
F
p % = pierderi de
fin
0
M =50+30+0,7
0,1
+1,5- 50
100
95,65 Kg 14825,75
'
1
SU Maia
frmntat
0
M F D
M
0
F
F M
0
F SU +D SU
SU =
M -B
SU
p % F
100
M -B
SUF = substana uscat
a finii
SUD = substana uscat
a drojdiei
0
M
50 86+0,7 25
95,65-15
0,1 50 0,86
95,65-15
SU =
-
53,48 % -
2
Maia
fermentat
'
fM
1 0
p
M = M 1- - B
100
_
,
'
fM
p = pierderi la
fermentare maia
1
1,76
M =95,65 1- -15
100
_
,
78,96 Kg 12238,8
'
2
SU Maia
fermentat
( ) 0 M SUfM
0
M
1
1
M
0
1
M SU - p
SU =
M
B SU
M
SUfM
p = pierderi n
substan uscat la
fermentare maia
( )
1
M
9 5 , 6 5 5 3 , 4 8 - 1 , 0 5 - 1 5 5 3 , 4 8
S U
7 8 , 9 6
53,35 % -
3 Aluat frmntat
F
0 Al
1 Al aux
p %
Al =F 1- +
100
+M+W +M
_
,
FAl = fina introdus
la frmntare aluat
WAl = apa introdus la
frmntare aluat
Mmax = materii
0
0,1
Al = 50 1- + 78, 96 +
100
+ 23 + 0, 9
_
,
152,36 Kg 23615,8
auxiliare introduse la
frmntare aluat
'
3
SU Aluat
frmntat
1 M Al F
1
Al
0
0
F
aux M F Al
aux 0
0
M SU +F SU
SU =
Al
SU
M SU -p % F
100
Al
+
+
SUmax = substana
uscat a materiilor
auxiliare
Al
0
78, 96 53, 35 50 86
SU
152, 36
0, 9 82 0,1 50 0, 86
152, 36
+
+
+
56,32 % -
4 Aluat fermentat
fAl
1 0
p %
Al =Al 1-
100
_
,
fAl
p = pierderi la
fermentare aluat
1
0, 63
Al 152, 36 1
100
_
,
150,83 Kg 23378,65
'
4
SU Aluat
fermentat
( ) 0 Al SUfAl
0
Al
1
1
Al SU - p %
SU =
Al
SUfAl
p = pierderi n
substan uscat la
fermentarea aluatului
( )
1
Al
152, 36 56, 32 0, 3
SU
150, 83
56,58 % -
5
Aluat divizat-
modelat
m
2 1
p %
Al =Al 1-
100
_
,
m
p %= pierderi
mecanice
2
0,12
Al 150,83 1
100
_
,
149,32 Kg 23144,6
'
5
SU Aluat
divizat-modelat
Al Al
1 2
SU =SU
2
Al
SU
= substana
uscat a aluatului
divizat-modelat
- 56,58 % -
6 Aluat dopsit
d
3 2
p %
Al = Al 1-
100
_
,
d
p % = pierderi la
dospire
3
0, 5
Al 149, 32 1
100
_
,
148,57 Kg 23028,35
'
6 SU Aluat dopsit
( ) 2 Al SUd
2
Al
3
3
Al SU - p %
SU =
Al
SUd
p %= pierderi n
substan uscat a
aluatului dospit
( )
3
Al
149, 32 56, 58 0,15
SU
148, 57
56,71 % -
52
7 Pine fierbinte
c
pf 3
p %
G =Al 1-
100
_
,
c
p %= pierderi la
coacere
pf
11
G 148, 57 1
100
_
,
132,22 Kg 20494,1
'
7
SU Pine
fierbinte
( ) 3 Al cSU
3
pf
pf
Al SU -p %
SU =
G
cSU
p = pierderi n
substan uscat la
coacere
( )
pf
148, 57 56, 71 0, 44
SU
132, 22
63,22 % -
8 Pine rece
r
pr pf
p %
G =G 1-
100
_
,
r
p %= pierderi la
rcire
pr
2, 5
G 132, 22 1
100
_
,
128,91 Kg 19981,05
'
8 SU Pine rece
pf pf
pr
pr
G SU %
SU =
G
pf
SU %
= pierderi n
substan uscat a
pinii rcite
pr
132,22 63,22
SU
128,91
64,84 % -
53
4.2. Consumuri specifice i randamente de fabricaie
Consumul specific de fin se calculeaz cu relaia:
F
pc
F
C =
G
unde: F = cantitatea de fin, Kg;
G
pc
= cantitatea de pine, Kg.
F
100
C 0, 775 Kg faina Kg produs
128,91
Consumul specific de drojdie se calculeaz cu relaia:
D
pc
D
C , Kg drojdie Kg produs
G
unde: D = cantitatea de drojdie, Kg;
G
pc
= cantitatea de pine, Kg.
D
0, 7
C 0, 005
128,91
Consumul specific de extract de mal se calculeaz cu relaia:
x
EX
pc
E
C , Kg extract malt Kg produs
G
unde: E
x
= cantitatea de extract de mal, Kg;
EX
0,9
C 0, 007
128,91
Consumul specific de ap se calculeaz cu relaia:
apa
pc
W
C , l apa Kg produs
G
unde: W = cantitatea de ap, l.
apa
53
C 0, 41
128,91
Randamentul n pine se calculeaz cu relaia:
pc
G
R
F
128,91
R 1, 29
100
54
5. Bilanul termic i calculul de climatizare
5.1. Calculul bilanului termic
5.1.1. Calculul temperaturii apei pentru prepararea
semifabricatelor (maia, aluat)
Temperatura maielei i a aluatului este esenial. Viteza proceselor care
au loc la frmntare i ulterior la fermentare fiind influenat de acest parametru.
Temperatura maielei i a aluatului este dat de temperatura
componentelor lor. n mod curent se iau n considerare numai cele dou
componente ale aluatului: fina i apa. Considernd temperatura cu care trebuie
s se obin aluatul la sfritul frmntrii i temperatura finii ca fiind
cunoscute, se calculeaz temperatura la care trebuie nclzit apa pentru a obine
temperatura dorit a aluatului.
Se utilizeaz relaiile:
Pentru maia:
( )
F M F
w M
w
F C t t
t t n
W C
+ +
Pentru aluatul preparat indirect:
( ) ( )
F al F M al M
w al
w
F C t t M C t t
t t n
W C
+
+ +
n care:
t
W
temperatura cutat a apei,
o
C;
t
al
temperatura aluatului (maielei) la sfritul frmntrii,
o
C;
t
F
temperatura finii folosite la frmntare,
o
C;
t
M
temperatura maielei introdus la frmntarea aluatului,
o
C;
C
F
capacitatea termic masic a finii
KJ Kg K
; pentru fina cu
umiditatea 14 %
55
C
F
= 2,036
KJ Kg K
;
C
W
capacitatea termic masic a apei,
KJ Kg K
;
C
W
= 4,186
KJ Kg K
F cantitatea de fin introdus la frmntare, Kg;
M cantitatea de maia folosit la frmntarea aluatului, Kg;
W cantitatea de ap introdus la frmntare, l;
n coeficient care include cldura rezultat prin transformarea energiei
mecanice n energie termic, pierderile de cldur n mediul nconjurtor.
Valoarea lui depinde de anotimp:
n = 0 vara;
n = 1 2 primvara i toamna;
n = 3 iarna.
C
M
se calculeaz prin metoda mediei ponderate, innd cont de fin (F
M
)
i ap (W
M
) folosite la prepararea maielei (se neglijeaz drojdia fiind n cantitate
mult mai mic):
M F M W
M
F C W C
C
M
+
M
50 2, 036 30 4,186
C 2,879 KJ Kg K
78,96
+
Calculul temperaturii apei pentru prepararea maielei:
( )
F M F
w M
w
F C t t
t t n
W C
+ +
o
M
t 28 C
;
o
F
t 18 C
; n = 1
( )
o
W
50 2, 036 28 10
t 28 1 37,1 C
30 4,186
+ +
Calculul temperaturii apei pentru prepararea aluatului:
( ) ( )
F al F M al M
w al
w
F C t t M C t t
t t n
W C
+
+ +
o
al
t 30 C
; W = 23 l; n = 1
56
( ) ( )
o
w
50 2, 036 30 18 78,96 2,879 30 28
t 30 1 43, 6 C
23 4,186
+
+ +
5.1.2. Bilanul termic al cuptorului
Cantitatea de cldur intrat n camera de coacere a cuptorului se
calculeaz cu relaia:
'
cc 1 2 3 4 5 6 7 8
8
q q q q q q q q q q + + + + + + + +
unde:
q
1
consumul teoretic de cldur pentru coacerea unui kg produs, KJ/Kg;
( ) ( ) ( )
''
1 m m m al c c c al ev
q m c t t m c t t w h h , KJ / Kg + + + +
n care:
m
m
, m
c
masa miezului, respectiv a cojii, KJ/Kg pine cald;
c
m
, c
c
capacitatea termic masic a miezului, respectiv a cojii,
KJ Kg K
t
m
, t
c
temperatura miezului, respectiv a cojii,
o
C;
t
m
= 93 97
o
C; t
c
= 130 140
o
C;
t
al
temperatura cu care aluatul intr n camera de coacere,
o
C;
t
al
= 30 35
o
C;
w
ev
cantitatea de ap evaporat din aluat n timpul coacerii, Kg/Kg;
"
h entalpia aburului supranclzit rezultat prin evaporarea apei din aluat,
KJ/Kg abur;
h entalpia apei din aluat, KJ/Kg;
( )
" '
ab.s.i cc
h h c t 100 , KJ / Kg +
' '
W W
h C t l x , KJ / Kg +
in care:
'
h entalpia aburului saturat n camera de coacere, KJ / Kg;
c
ab.s.i
capacitatea termic masic a aburului supranclzit, ( ) KJ / Kg K
;
c
ab.s.i
= 1,98 ( ) KJ / Kg K
;
t
cc
temperatura camerei de coacere a cuptorului,
o
C;
57
t
cc
= 240 260
o
C;
'
w
t 100
temperatura de evaporare a apei,
o
C;
C
w
capacitatea termic masic a apei, ( ) KJ / Kg K
;
C
w
= 4,186 ( ) KJ / Kg K
l cldura latent de vaporizare, KJ / Kg;
l = 2230 KJ / Kg;
x coeficient; x = 0,85
'
h 4,186 100 2230 0,85 2314,1 KJ / Kg +
( )
"
h 2314,1 1,98 240 100 2591,3 KJ / Kg +
w al
h c t 4,186 35 146,51 KJ / Kg
m c
m m 1 Kg +
c
m
pc
M
m , Kg/ Kg produs fierbint e
G
n care:
M
c
masa de miez cald, Kg;
G
pc
cantitatea de pine cald, Kg;
m
111, 68
m 0,84 Kg/ Kg produs fierbinte
132, 22
;
c m
m 1 m 1 0,84 0,16 Kg/Kg produs firbinte
;
ev
ev
pc
W
w , Kg Kg produs fierbinte
G
;
ev
15, 68
w 0,11 , Kg Kg produs fierbinte
132, 22
;
( )
m SU m w
m
SU % c U % c
c , KJ Kg K
100
+
n care:
SU
m
% = substana uscat a miezului, %;
c
SU
= capacitatea termic masic a substanei uscate, ( ) KJ / Kg K
;
c
SU
= 1,675 ( ) KJ / Kg K
;
58
U
m
% = umiditatea mediului, %.
m
56, 45 1, 675 43,55 4,186
c 2, 768 , KJ Kg K
100
+
( ) ( ) ( )
''
1 m m m al c c c al ev
q m c t t m c t t w h h , KJ / Kg + + + +
( ) ( ) ( )
1
q 0,84 2, 768 97 35 0,16 1, 675 140 35 0,11 2591, 3 14 6, 51 + +
1
q 441, 21 KJ/Kg produs fierbinte
q
2
consumul de cldur pentru obinerea aburului i supranclzirea lui
la temperatura camerei camerei de coacere, KJ/Kg pine cald.
( )
" '
2
q A h h , KJ/Kg
;
n care:
A consumul de abur din camera de coacere, Kg/Kg;
A = 0,08 0,15 Kg/Kg
( )
2
q 0,15 2591,3 2314,1 41,58 KJ / Kg
q
3
cantitatea de cldur consumat pentru nclzirea aerului de
ventilaie, KJ/Kg;
( )
3 L Le Li
q L c t t , KJ / Kg
n care:
L cantitatea de aer care intr n camera de coacere, Kg/Kg produs;
c
L
capacitatea termic masic a aerului, ( ) KJ / Kg K
;
c
L
=1,32 ( ) KJ / Kg K
t
Le
temperatura aerului la ieirea din camera de coacere,
o
C;
t
Le
= 180 200
o
C
t
Li
temperatura aerului la intrarea n camera de coacere,
o
C;;
t
Li
= 20 25
o
C;
'
ev
Le Li
w A
L , Kg/ Kg
x x
+
n care:
w
ev
cantitatea de ap evaporat din produs, Kg/Kg produs;
59
'
A
cantitatea de abur necondensat, Kg/Kg produs;
'
A 85% A
x
Le
coninutul de umiditate al aerului la ieirea din camera de coacere,
Kg ap / Kg aer uscat;
x
Li
coninutul de umiditate al aerului care intr n camera de coacere, Kg
ap/ Kg aer uscat;
x
Le
= 0,416 Kg ap / Kg aer uscat (t
cc
= 240
o
C; =40 %)
x
Li
= 0,121 Kg ap / Kg aer uscat (t
ma
= 24
o
C; = 60 %)
'
85
A 0,15 0,12 Kg / Kg
100
0,11 0,12
L 0, 77 Kg / Kg
0, 416 0,121
+
( ) ( )
3 L Le Li
q L c t t 0, 77 1,32 200 24 178,88 KJ / Kg
q
4
cantitatea de cldur ce se consum pentru nclzirea tvilor,
formelor, vetrei, KJ/Kg
( )
4 V V Ve Vi
q m c t t , KJ / Kg
in care:
m
v
masa vetrei, tvilor, formelor, Kg / Kg;
V
m 0,5 0, 6 KJ / Kg
c
v
capacitatea termic masic medie a materialelor din care sunt
confecionate formele, tvile, vatra, ( ) KJ / Kg K
;
( )
V
c 0, 476 KJ / Kg K
Vi
t
temperatura la intrarea n cuptor,
o
C;
o
Vi
t 30 35 C
Ve
t
temperatura la ieirea din cuptor,
o
C;
o
Ve
t 130 180 C
( )
4
q 0, 6 0, 476 180 35
,
4
q 41, 41 KJ / Kg
60
q
5
cantitatea de cldur pierdut n mediu prin carcasa cuptorului,KJ/Kg
pine cald;
5 cc 5 cc
q 16 20% q q 20% q
q
6
pierderea de cldur prin fundaia cuptorului, KJ / Kg pine cald;
q
6
= nu se calculeaz
q
7
cldura pierdut prin radiaie, prin deschiderile de evacuare
alimentare i prin ieirile de vizitare (prin guri i guri de vizitare), Kj / Kg pine
cald ;
4 4
Si d L
7 0
0
T T 1
q c F
100 100 60 G
1
_ _
1
, ,
1
]
n care:
c
0
coeficient de radiere a corpului negru,
( )
2 4
W m k
;
coeficientul de emisie a mediului; 1 ; ;
F suprafaa deschiderilor, m
2
;
1 2
F 2F F +
F
1
suprafaa deschiderilor de alimentare, respectiv de evacuare a
cuptorului, m
2
;
F
2
suprafaa focarului, m
2
;
coeficient unghiular;
0, 2
T
si
temperatura la nivelul gurilor i gurilor,
o
C;
T
si
= 180 200
o
C
T
L
temperatura mediului ambiant,
o
C;
T
L
= 24
o
C
d
durata de deschidere a gurilor i gurilor, min;
G
0
capacitatea real a cuptorului, Kg / h.
2
1 b d
F l l , m
2
2
F L l , m
61
unde:
l
b
limea benzii cuptorului, m;
l
b
= 2 m;
l
d
limea deschiderii, m;
l
d
= 0,25 m;
L lungimea focarului, m;
L 0,3 0, 25 m
l limea focarului, m;
l 0,3 0, 25 m
2
1
F 2 0, 25 0,5 m
2
2
F 0,35 0,35 0,12 m
4 4 4 4
si d si d L L
7 0 1 0 2
0 0
T T T 1 T 1
q c 2 F c F
100 100 60 G 100 100 60 G
1 1
_ _ _ _
+
1 1
, , , ,
1 1
] ]
4 4 4 4
7
200 24 60 1 200 24 7 1
q 5, 7 1 0, 2 2 0, 5 5, 7 1 0, 2 0,12
100 100 60 834 100 100 60 834
1 1
_ _ _ _
+
1 1
, , , ,
1 1
] ]
7
q 0, 02 KJ / Kg
q
8
cldura folosit pentru aducerea cuptorului la temperatura de regim,
KJ / Kg pine cald; q
8
= nu se calculeaz;
'
8
q consumul de caldur pe durata scurt de scoatere din funciune a
cuptorului, KJ / Kg pine cald;
( )
'
r
8 cc
0
1
q 25 30% q , KJ / Kg
60 G
n care:
r
timpul de repaus, min;
r
5 6 min
G
0
capacitatea real cuptorului, Kg / h;
62
'
8 cc cc
30 6 1
q q 0, 00003 q
100 60 834
cc cc cc
q 441, 21 41,58 178,88 41, 41 0, 2 q 0, 02 0, 00003 q + + + + + +
cc
703, 08
q 878,88 KJ / Kg produs
0, 79997
Randamentul camerii de coacere se calculeaz cu relaia:
util 1
cc
consumat cc
q q
q q
cc
441, 21
0,502
878,88
Consumul specific de combustibil se calculeaz cu relaia:
0 i F cc ev
B H Q Q +
unde:
B
0
consumul real de combustibil,
( )
3
Kg N m / h
;
H
i
puterea caloric inferioar,
3
KJ / N m gaz metan ;
H
i
= 32.500
3
KJ / N m gaz metan
F
randamentul arderii;
F
0,98
Q
cc
cldura transmis de focar n camera de coacere, KJ / h;
Q
ev
cldura evacuat n atmosfer cu gazele uzate, KJ / h;
cc 1 0
Q q G , KJ / h
cc
Q 441, 21 834 367.969,14 KJ / h
( )
ev ev L 0
Q h h B , KJ / h
unde:
h
ev
entalpia gazelor evacuate n atmosfer
3
KJ / N m gaze evacuate ;
h
L
entalpia aerului,
3
KJ / N m gaze ;
63
L ev 0 L L
h L C t
unde:
ev
coeficient de exces de gaze;
ev
2,5 3,3
L
0
consumul de aer pentru arderea real a conbustibilului,
3 3
N m aer N m gaz metan ;
L
0
= 9,45
C
L
capacitatea termic masic a aerului, ( ) KJ / Kg K
;
C
L
= 1,32 ( ) KJ / Kg K
t
L
temperatura aerului fals intrat cu gazele de ardere,
o
C;
o
L
t 20 25 C
3
L
h 3,3 9, 45 1,32 24 987,94 KJ / N m gaze
( )
( )
0 1
0 i F ev L
3
B q
b
G H h h
441, 21
0, 019 N m gaz metan Kg produs fierbinte
32.500 0, 98 10.250 987, 94
( )
3
0 0
B b G 0, 019 834 15,84 Kg N m h
( ) ( )
ev ev L 0
Q h h B 10.250 987,94 15,84 146.711, 03 KJ h
Randamentul cuptorului se calculeaz cu relaia:
1 0
cupt.brut
0 i
q G 441, 21 834
0, 714
B H 15,84 32.500
( )
1 0
net
'
0 i gen.ab.
q G
B H A h h
+
gen. ab.
0,89
( )
net
441, 21 834
0, 72
15,84 32.500 0,15 2314,1 146,51 0,89
+
64
5.2. Calculul i alegerea agregatului de condiionare
5.2.1. Calculul bilanului termic i de umiditate al spaiului climatizat.
Stabilirea parametrilor aerului condiionat i uzat i al regimului
funcional al agregatului
Fabrica de panificaie pentru care se realizeaz proiectarea este amplasat
n localitatea Galai. Se alege gradul de asigurare 95 % n funcie de localitate
i de varianta de amplasare a cldirii.
Temperatura exterioar de calcul se va calcula conform STAS 6648 / 2
82 astfel:
o
ec em z
t t c A , C +
unde:
t
em
temperatura medie zilnic, n funcie de localitatea i gradul de
asigurare ,n care este ncadrat cldirea;
t
em
= 26,7
o
C
c coeficient de corecie pentru amplitudinea oscilaiei zilnice a
temperaturii aerului exterior;
c = 1
A
z
amplitudinea oscilaiei zilnice de temperatur n funcie de localitate,
n
o
C;
A
z
= 6
o
ec
t 26, 7 1 6 32, 7 C +
Pe timp de var, aerul armosferic mai este caracterizat de:
coninutul de umiditate la ventilare mecanic: x
evm
= 10,50 g / Kg;
coninutul de umiditate la climatizare: x
ecl
= 11,55 g /Kg.
Pe timp de iarn, aerul atmosferic este caracterizat de:
65
temperatura n luna ianuarie, care conform STAS 6648 / 182, este:
o
i
t 12 15 C
coninutul de umiditate n luna ianuarie, conform STAS 6648 / 182, este:
e
x 1 0,8 g/ Kg
Rolul izolaiei termice a pereilor spaiului climatizat const n reducerea
fluxului de cldur care ptrunde prin pereii spaiului climatizat, n vederea
meninerii unui regim de microclimat ct mai stabil, independent de condiiile de
mediu.
Pentru izolarea pereilor i a plafoanelor se folosete ca material izolant
polistirenul expandat, iar pardoseala se izoleaz cu plci de plut expandat i
impregnat.
Pentru calculul izolaiei termice se folosesc relaiile:
[ ]
i
iz iz
a ext i int
t 1 1
, m
q r
1
_
+ +
1
,
]
( )
2
r
iz ASRO
i
ext i iz int
1
K , W/ m K
1 1
r r
1
]
+ + +
n care:
iz
grosimea izolaiei termice, m;
t diferena de temperatur dintre temperatura exterioar i temperatura
spaiului climatizat,
o
C;
q
a
densitatea fluxului termic,
2
W m ;
ext
coeficientul parial de transfer de cldur pe suprafaa exterioar a
peretelui,
2
W m ;
int
coeficientul parial de transfer de cldur pe suprafaa interioar a
peretelui,
2
W m ;
r
i
conductivitatea termic,
W m K
;
K
r
coeficient global de transfer termic,
2
W m K .
66
Calculul izolaiilor termice ale pereilor spaiului climatizat este prezentat in tabel:
Denumirea
spaiului
climatizat
tex
[
o
C]
ti
[
o
C]
t
[
o
C]
Denumirea
suprafeei
delimitate
Caracteristicele mat.
izolant
Valori ale
coeficienilor
Grosimea
izolaiei
Kr
Tipul
izolatiei
qa K
i
i
i
r
iz.calc
iz.SR
Depozit
pine
24 20 4 Perete N Polistiren
0,0
3
8 2 15 15
0,69
4
0,009 0,04 0,466
16 20 -4 Perete S Polistiren
0,0
3
8 2 15 15
0,69
4
0.03 0,04 0,466
32,
7
20
12,
7
Perete E Polistiren
0,0
3
8
0,6
2
15 15
0,48
5
0,02 0,06 0,383
16 20 -4 Perete V Polistiren
0,0
3
8 2 15 15
0,69
4
0,03 0,04 0,466
32,
7
20
12,
7
Plafon Polistiren
0,0
3
8
0,6
2
15 15
0,22
8
0,03 0,06 0,425
15 20 -5 Pardoseal Plut
0,0
4
1
0
2 15
1,15
8
0,02 0,04 0,310
24 20 4 Perete N Polistiren
0,0
3
8 2 15 15
0,69
4
0,009 0,04 0,466
10 20 -10 Perete S Polistiren
0,0
3
8 0,8 15 15
0,69
4
0,06 0,08 0,287
-15 20 -35 Perete E Polistiren
0,0
3
8 0,2 15 15
0,48
5
0,14 0,16 0,268
16 20 -4 Perete V Polistiren
0,0
3
8 2 15 15 0,69
4
0,03 0,04 0,466
67
-15 20 -35 Plafon Polistiren
0,0
3
8 0,2 15 15
0,22
8
0,14 0,16 0,276
5 20 -15 Pardoseal Plut
0,0
4
1
0
0,6 15
1,15
8
0,10 0,12 0,337
68
Pentru spaiul climatizat se calculeaza bilanul caloric pe timp de var
i de iarn cu relaia:
[ ]
1 2 3 4 5
Q Q Q Q Q Q , KJ / 24 h + + + +
Cldura ptruns prin conducie, convecie i radiaie n incinta
climatizat se calculeaz:
[ ]
1 11 12
Q Q Q , KJ 24 h +
unde:
11
Q
cantitatea de cldur transferat prin perei, pardoseal i
plafon,
KJ / 24 h
;
12
Q
aportul termic prin geamurile existente n pereii exteriori,
KJ / 24 h
;
12
Q 0
( )
11
Q F K t tr 24 3, 6
unde:
F suprafaa de schimb de cldur a pereilor, pardoselii i a plafonului
spaiului climatizat, m
2
;
K coeficient global de transfer termic prin elementul delimitator
dintre suprafaa climatizat i spaiul exterior recalculat dup standardizarea
grosimii izolaiei,
2
W/ m K ;
t diferena de temperatur dintre temperatura exterioar (a mediului)
i temperatura interioar a spaiului,
o
C;
tr adaos de temperatur ce ine cont de cldura ptruns prin
radiaie,
o
C;
tr = 6 8
o
C (vara) i 2 4
o
C (iarna) pentru perei exteriori orientai
spre est.
69
Tabel centralizator pentru calculul lui
1
Q
Denumirea
spaiului
climatizat
Suprafaa
de transfer
termic
Caracteristici constructive i termice Diferena de temperatur [ ]
1
Q KJ 24 h
L (m) l (m) h (m)
Kr t tr
1v
Q
1i
Q
Iarna Vara Vara Iarna Vara Iarna
Depozit
pine
Perete N 8,6 0,4 6 0,466 0,466 4 4 - - 8310,15 8310,15
Perete S 8,6 0,25 6 0,466 0,287 -4 -10 - - -8310,15 -12796,14
Perete E 9,5 0,4 6 0,383 0,268 12,7 -35 6 2 35271,91 -43554,93
Perete V 9,5 0,25 6 0,466 0,466 -4 -4 - - -9179,82 -9179,82
Plafon
9,5
1,1 0,4 0,425 0,276 12,7 -35 - - 4873,29 -8721,82
Pardoseal
9,5
1,1 1 0,310 0,337 -5 -15 - - -1,399,46 -4564,05
70
2
Q
- cantitatea de cldur introdus sau scoas din spaiul climatizat de
produsul care se prelucreaz (ambalaje, mijloace de transport),
KJ 24 h
;
( )
( ) ( )
2 pi pf a a t t mi mf
W
Q m c t t l m c m c t t , KJ 24 h
100
1
+ + + 1
]
1
]
unde:
m capacitatea de produs ce se depoziteaz n spaiul climatizat,
KJ 24 h
;
m 20494,1 KJ 24 h
c cldura specific masic a produsului, ( ) KJ Kg K
;
c = 2,240 ( ) KJ Kg K
m
a
, m
t
masa ambalajelor i a mijloacelor de transport, Kg;
m
a
= tara ambalajului nr. ambalaje;
m
a
= 25 81 = 2025 Kg;
c
a
, c
t
cldurile masice specifice ale ambalajelor i mijloacele de
transport, ( ) KJ Kg K
;
c
a
= 0,50 ( ) KJ Kg K
t
pi
, t
pf
temperaturile pe care le au produsele la intrarea i ieirea din
spaiul climatizat,
o
C;
t
pi
= 50
o
C; t
pf
= 20
o
C
W cantitatea de ap evaporat din produs n timpul depozitrii,
Kg Kg
. La produsele neambalate se poate evapora 2 4 % din umiditatea
iniial.
( ) ( ) ( )
2
2 36, 78
Q 20.494,1 2, 240 50 20 2453, 8 2025 0, 50 0 50 20
100 100
1
+ + + 1
]
1
]
2
Q 1.777.497, 02 KJ 24 h
3
Q
aportul sau deficitul de cldur rezultat din reaciile exo- sau
endoterme ce pot avea loc n produsul depozitat,
KJ 24 h
;
3
Q 0
71
4
Q
cantitatea de cldur schimbat prin evile i conductele care
transport ageni termici sau frigorifici care traverseaz spaiul climatizat,
KJ 24 h
;
4
Q 0
5
Q
cantitatea de cldur schimbat la exploatarea spaiilor
climatizate,
KJ 24 h
;
5 51 52 53 54
Q Q Q Q Q , KJ 24 h + + +
51
Q
cantitatea de cldur introdus n spaiul climatizat de corpurile
de iluminat,
KJ 24 h
;
51 r
Q 3, 6 24 c F W , KJ 24 h
unde :
c coeficient care ine cont de tipul de iluminat (incandescent sau
fluorescent), masa pereilor, tipul de iluminare, durata funcionrii ;
F suprafaa incintei, m
2
;
W
r
puterea electric real instalat pentru iluminat (se majoreaz cu 20
% pentru a ine cont de energia absorbit de suporturile sistemului de iluminat),
KW h ;
r
W 3 KWh
51
Q 3, 6 24 1 84 3, 6 26.127,36
52
Q
cantitatea de cldur degajat de motoarele electrice,
KJ 24 h
52
Q 0
53
Q
cantitate de cldur degajat de personalul ce deservete spaiul
climatizat,
KJ 24 h
;
53 0 s
Q 3, 6 n c q , KJ 24 h
unde:
n numrul maxim de persoane aflate n spaiul climatizat ;
72
c
0
coeficient de corectie ce ine cont de durata de ocupare a spaiului de
ctre personal;
c
0
= 85 pentru var;
c
0
= 89 pentru iarn.
q
s
cldura sensibil degajat de personal n funcie de activitatea pe care
o desfoar i de temperatura incintei,
W persoana
;
s
q 197 W persoana
3
53v
197 10
Q 3, 6 24 2 85 0, 033 KJ 24 h
3600 24
3
53v
197 10
Q 3, 6 24 2 89 0, 035 KJ 24 h
3600 24
( )
54 af e i
Q L h h 24
unde:
af a
L 3600 S w , Kg h
S seciunea uilor deschise, m
2
;
w viteza aerului la deschiderea uilor, m/s;
w 0, 2 0,3 m s
a
densitatea aerului exterior,
3
Kg m ;
h
e
, h
i
entalpia aerului exterior i interior,
KJ Kg
;
2
S 1,50 2,10 3,15 m
a
1
v
;
v volumul specific aerului exterior,
3
m Kg;
( )
o 3
a
1
v f t 24 C; 80 % 0,874 1,144 Kg m
0,874
e
h 62 KJ Kg
af
L 3600 3,15 0, 2 1,144 2594,5 Kg h
( )
o
i
h f t 20 C; 70 % 47 KJ Kg
73
( )
54
Q 2594,5 62 47 24 934.020 KJ 24 h
( )
o 3
cl a
1
v f t 16 C; x 11,55 0,848 1,179 Kg m
0,848
e
h 46 KJ Kg
af
L 3600 3,15 0, 2 1,179 2673,97 Kg h
( )
54v
Q 2673,97 46 47 24 64.175 KJ 24 h
54v
Q 934.020 64.175, 28 869.844, 72 KJ 24 h
( )
o 3
a
1
v f t 10 C; 80 % 0,823 1, 215 Kg m
0,823
e
h 27 KJ Kg
af
L 3600 3,15 0, 2 1, 215 2755, 62Kg h
( )
54
Q 2755, 62 27 47 24 1.322.697, 6 KJ 24 h
54i
Q 934.020 1.322.697, 6 388.677, 6 KJ 24 h
5v 51 52 53 54
Q Q Q Q Q 26.127 0 0, 033 869.844, 72 895.972,11 KJ 2 4 h + + + + + +
5i 51 52 53 54
Q Q Q Q Q 26.127 0 0, 035 388.677, 6 362.550, 20 KJ 24 h + + + + +
Denumire
a spaiului
climatizat
[ ]
1
Q KJ 24 h
[ ]
2
Q KJ 24 h
[ ]
3
Q KJ 24 h
Vara Iarna Vara Iarna Vara Iarna
Depozit
pine
29595,92 -70505,61 1777497,02 1777497,02 896972,11 -362550,20
Bilanul caloric al incintei climatizate pe timp de var i iarn se
calculeaz astfel:
[ ]
v
v 1v 2v 3v 4v 5v v
Q
Q Q Q Q Q Q Q KJ h
24
+ + + +
v
v v
Q
Q 2.703.065, 05 Q 112.627, 71 KJ h
24
[ ]
i
i 1i 2i 3i 4i 5i i
Q
Q Q Q Q Q Q Q KJ h
24
+ + + +
i
i i
Q
Q 1.344.441, 21 Q 56.018,38 KJ h
24
74
Bilanul de umiditate al spaiului climatizat se calculeaz cu relaia:
1 2 3 4
W W W W W , Kg 24 h + + +
1
W
aportul de umiditate datorat personalului;
1 0
W n w 24 , Kg 24 h
unde:
n numrul maxim de persone aflate n spaiul climatizat;
n = 2;
w
0
cantitatea de umiditate degajat prin respiraie i transpiraie,
Kg om h
;
w
0
= 140
3
1
W 2 140 10 24 6, 72 Kg 24 h
2
W
- cantitatea de umiditate degajat prin deshidratarea produselor;
2
w
W m , Kg 24 h
100
unde:
m cantitatea de produs depozitat,
Kg 24 h
;
w cantitatea de umiditate pierdut de produs prin deshidratare,
Kg Kg
;
w 2 4 %
2
2
W 20.494,1 409,88 , Kg 24 h
100
3
W
- cantitatea de umiditate degajat prin evaporarea parial a apei de
splare folosit la igienizare;
3 v
W m F , Kg 24 h
24
unde:
F suprafaa supus igienizrii, m
2
;
- durata igienizrii, h;
m
v
masa de ap evaporat, n funcie de viteza aerului:
75
( )
4
a
aer v s v
w
w 0,1m s m 1,35 10 1 p p
1,16
1
_
> +
1
,
]
p
s
presiunea parial a vaporilor saturai din stratul exterior i imobil;
p
v
presiunea parial de vapori din aer;
w
a
viteza aerului,
m s
;
a
w 0, 2 0,3 m s
o
v
o
s
p 16,5 t 20 C
p 23,8
70 C
( )
4 2
v
0, 2
m 1,35 10 1 23,8 16,5 10 0,11
1,16
1
_
+
1
,
]
3
1
W 0,11 84 0,385 Kg 24 h
24
4
W
cantitatea de umiditate introdus prin ptrunderea aerului fals;
( )
4 af e i
W L x x 24 , Kg 24 h
af a
L 3600 S w , Kg h
unde:
x
e
, x
i
coninutul de umiditate al aerului exterior i respectiv interior,
Kg Kg
;
( )
o 3
a
v f t 24 C; 80 % 0,874 1,144 Kg m
af
L 3600 3,15 0, 2 1,144 2594,5 Kg h
e i
x 15,1 g Kg ; x 10, 2 g Kg
( )
3
4
W 2594,5 15,1 10, 2 10 24 305,11 Kg 24 h
( )
o 3
cl a
1
v f t 16 C; x 11,55 0,848 1,179 Kg m
0,848
af
L 3600 0, 2 3,15 1,179 2673,97 Kg h
e cl i
x x 11,55 ; x 10, 2 g Kg
( )
3
4
W 2673,97 11,55 10, 2 10 24 86, 63 Kg 24 h
76
4v
W 305,11 86, 63 391, 74 Kg 24 h +
( )
o 3
a
v f t 10 C; 80 % 0,823 1, 215 Kg m
af
L 3600 3,15 0, 2 1, 215 2755, 62 Kg h
e i
x 6, 2 g Kg ; x 10, 2 g Kg
( )
3
4
W 2755, 62 6, 2 10, 2 10 24 264,53 Kg 24 h
4i
W 305,11 264,53 40,57 Kg 24 h
Denumirea
spaiului
climatizat
[ ]
1
W Kg 24 h
[ ]
2
W Kg 24 h
[ ]
3
W Kg 24 h
[ ]
4
W Kg 24 h
Vara Iarna Vara Iarna Vara Iarna Vara Iarna
Depozit
pine
6,72 6,72 409,88 409,88 0,385 0,385 391,74 40,97
Se calculeaz bilanul pentru umiditate pentru perioada de var i iarn,
dup care se determin W
v
si W
i
cu relaiile de calcul:
v
v 1v 2v 3v 4v v
W
W W W W W W
24
+ + +
v
v
v
W
W 808, 725 W 33, 69 Kg h
24
i
i 1i 2i 3i 4i i
W
W W W W W W
24
+ + +
i
i
i
W
W 457,55 W 19, 06 Kg h
24
Coeficienii de termoumiditate,
v
i
i
se calculeaz astfel:
[ ]
v
v,i
v,i
Q
, KJ Kg
W
v
v
v
Q 112.627, 71
3343, 06 KJ Kg
W 33, 69
i
i
i
Q 56.018,38
2939, 05, 06 KJ Kg
W 19, 06
77
Pe diagrama h x se delimiteaz zona de microclimat admis i se
traseaz direciile coeficienilor de termoumiditate pentru var i iarn, rezultnd
astfel poziia punctelor c
v
, c
i
, A
v
, A
i
ce caracterizeaz aerul condiionat i uzat pe
timpul verii i al iernii.
Se citesc parametrii punctelor respective, dup care se calculeaz debitele
de aer pentru var i iarn:
( )
v,i v,i
v,i 3
v,i c
A c
Q
L v , m h
h h
1
1
1
]
1
]
Punctul T[
o
C] [ ]
x g Kg
[ ]
%
[ ]
h KJ Kg
3
v m Kg
1
]
A
v
19,2 9,8 70 45 0,854
c
v
18 8,1 63 40 0,848
A
i
19,8 10 70 46 0,855
c
i
19 8,3 60 42 0,851
( )
v v
3
v
v c
A c
Q 112.627, 71
L v 0,848 19.101, 65 m h
45 40
h h
1
1
1
1
1 ]
]
( )
i i
3
i
i c
A c
Q 58.612,8
L v 0,851 12.469 m h
46 42
h h
1
1
1
1
1 ]
]
Debitul maxim de aer se standardizeaz, dup care se repoziioneaz
punctele A
v
i A
i
:
v,i v,i
v,i
A c
Q
h h , KJ Kg
L
+
unde:
'
ARSO
c
1
L L , Kg h
v
_
,
3 '
ARSO
1
L 20.000 m h L 20.000 32.584,90 Kg h
0,848
_
,
v v
v
A c
'
Q 112.627, 71
h h 40 45 KJ Kg
23.584,90
L
_
+ +
,
78
i i
i
A c
'
Q 56.018,38
h h 42 46 KJ Kg
23.584,90
L
_
+ +
,
5.2.2. Reprezentarea procesului de condiionare i diagrama aerului umed
Pe baza calculelor anterioare s-au determinat parametrii aerului
condiionat i uzat necesar asigurrii parametrilor de microclimat. Se impune
regimul funcional al agregatului (cu recirculare parial a aerului uzat), se
determin n funcie de raportul de circulare parametrii amestecului, se
reprezint procesele de condiionare a aerului pe timpul verii i al iernii n
diagrama aerului umed i se alege structura agregatultui.
Acesta trebuie s asigure condiiile de microclimat industrial indiferent de
parametrii aerului exterior, deci s cuprind n structura lui componentele
necesare unei condiionri complexe a aerului umed.
5.2.3. Alegerea agregatului de condiionare i amplasarea lui n spaiul
climatizat
Dimensionarea agregatului
a) Dimensionarea filtrului cu casete.
Pentru purificarea aerului supus condiionrii se recomand utilizarea
unor suprafee de filtrare care s ocupe pe ct posibil, un volum mic i s fie
eficiente.
O larg utilizare au cptat filtrele statice cu celule in V.
Debitul specific de aer al acestor tipuri de filtre, pentru care se obine un
randament de filtrare maxim pentru materialul filtrat uscat, este de 5600
3 2
m h m .
Suprafaa de filtrare este:
2
aer
f
f
L
F , m
l
79
unde:
L
aer
debitul de aer condiionat,
3
m h ;
l
f
debitul specific de aer,
3 2
m h m ;
2
f
20.000
F 3,5 m
5600
b) Dimensionarea bateriei de rcire umed utilizat la condiionarea pe
timpul verii. Se calculeaz fluxul termic transmis:
( )
MD D M
Q L h h , KJ h
dup care se calculeaz suprafaa de transfer termic a bateriei de rcire umed:
2
MD
MD
med
Q
F , m
K t
unde:
K coeficient global de transfer termic,
( )
2
W m K
;
aer
K b
unde:
coeficient de precipitare al umiditii;
1,3 1, 6
2500
aer
coeficient parial de transfer termic al aerului, ( )
2
W m K
;
aer c r
+
unde:
c
coeficient parial de transfer termic prin convecie al aerului, ( )
2
W m K
;
c a c a
15
15 w sau w
2
r
coeficient parial de transfer termic prin radiaie a aerului,
( )
2
W m K
;
r
2,5 3,5
w
a
viteza aerului,
m s
;
a
w 4 5 m s
( )
p rM
b f t , t 0, 7 0,9
80
t
med
diferena de temperatur calculat pe baza diagramei termice a
bateriei de rcire umed,
o
C.
Punctul t[
o
C] [ ]
x g Kg
[ ]
%
[ ]
h KJ Kg
3
v m Kg
1
]
M 24 15,7 84 64 0,875
D 14 8,1 88 34 0,834
( )
MD
Q 20.000 34 64 0, 27 162.000 W
MD
MD
med
Q
F
K t
c a
aer
r
15 w 15 5 33,54
37, 04
3,5
)
2
K 1, 6 37, 04 0,9 53,33 W m K
81
M
M
m m
t 24 6 18
t 18
1,5 2
t 14 2 12 t 12
<
)
o
M m
med
t t 18 12
t 15 C
2 2
+ +
2
MD
162.000
F 202,5 m
53,33 15
c) Dimensiunea bateriei de nclzire .
Se calculeaz fluxul termic transmis:
2
DC
DC
med
Q
F , m
K t
aer
K
unde:
K coeficient global de transfer termic, ( )
2
W m K
;
aer
coeficient parial de transfer termic al aerului, ( )
2
W m K
;
aer c r
+
unde:
c
coeficient parial de transfer termic prin convecie al aerului, ( )
2
W m K
;
c a
15 w
r
coeficient parial de transfer termic prin radiaie a aerului, ( )
2
W m K
;
r
2,5 3,5
t
med
diferena de temperatur,
o
C;
( )
DC
Q 20.000 40 34 0, 27 32.400 W
2
aer
K 37, 04 W m K
M
M
m m
t 26 14 12
t 12
3 2
t 22 18 4 t 4
>
)
o
M m
med
M
m
t t 12 4
t 7,3 C
12
t
ln
ln
4
t
+
_ _
,
,
t
D
= 14
o
t
wi
= 2
o
t
M
= 24
o
t
wf
= 6
o
t
o
C
F (m
2
)
t
wf
= 26
o
t
wi
= 22
o
t
D
= 14
o
t
wi
= 2
o
F (m
2
)
t
o
C
t
C
= 18
o
82
2
MD
32.400
F 119,8 m
37, 04 7,3
d) Dimensiunea bateriei de nclzire la condi ionare pe timpul iernii .
( )
ME E M
Q L h h , KJ h
dup care se calculeaz suprafaa de transfer termic a bateriei de nclzire:
2
ME
ME
med
Q
F , m
K t
aer
K
unde:
K coeficient global de transfer termic,
( )
2
W m K
;
aer
coeficient parial de transfer termic al aerului,
( )
2
W m K
;
aer c r
+
unde:
c
coeficient parial de transfer termic prin convecie al aerului,
( )
2
W m K
;
c a
15 w
r
coeficient parial de transfer termic prin radiaie a aerului,
( )
2
W m K
;
r
2,5 3,5
t
med
diferena de temperatur,
o
C;
( )
ME
Q 20.000 36 30 0, 27 32.400 w
2
aer
K 37, 04 W m K
M
M
m m
t 35 18 17
t 17
1,14 2
t 25 10, 2 14,8 t 14,8
<
)
o
M m
med
t t
t 15,9 C
2
+
2
MD
32.400
F 55, 01 m
37, 04 15,9
F (m
2
)
t
E
= 18
o
t
wi
= 25
o
t
M
= 10,2
o
t
wi
= 35
o
t
o
C
83
e) Dimensionarea camerei de umidificare utilizat la condiionarea pe timpul
iernii. Se calculeaz mai nti randamentul camerei de umidificare:
D E
F E
x x 8,5 7,1 1, 4
0, 7
x x 9,1 7,1 2
camera de umidificare de tip A cu 1
registru de pulverizare;
0,55
Se vor calcula si:
Debitul de ap pulverizat:
p
W L 0,55 23.584,90 12.971, 69 Kg h
Debitul de ap preluat de aer n camera de umidificare (evaporat):
( ) ( )
3
ev D E
W L x x 23.584,90 8,5 7,1 10 33, 01 Kg h
Debitul unei duze:
2
d
m 39, 6 d p , Kg h
unde:
coeficient de stropire al duzei;
0, 6 0, 65
d diametrul duzei, om;
d 0, 05 0,3 cm
p presiunea de alimentare cu ap a duzelor;
( )
2
d
m 39, 6 0, 62 0, 02 3 10.000 1, 701 Kg h
Numrul total de duze:
p
t
d
W
12.971, 69
n 1, 2 1, 2 9151 duze
m 1, 701
Seciunea camerei de umidificare:
2
ASRO
L 20.000
S 1,11 m
3600 w 3600 5
Dimensiunile camerei de umidificare H si B:
2 2
H B 1,11 m H B 1, 04 m
H B
Dimensionarea bateriei de prenclzire a aerului proaspt:
( )
'
p C D
BB
Q L h h , KJ h
unde:
84
L
p
debitul de aer proaspt calculat n funcie de raportul de recirculare,
n:
p r
L L L , Kg h +
r
p
L
n
L
L debitul total de aer condiionat,
Kg h
;
L
r
debitul de aer circulat,
Kg h
.
Se calculeaz suprafaa de transfer a bateriei de prenclzire:
'
'
2
BB
BB
med
Q
F , m
K t
unde:
K coeficient global de transfer termic,
( )
2
W m K
;
aer
K
unde:
aer
coeficient parial de transfer termic al aerului,
( )
2
W m K
;
aer c r
+
c
coeficient parial de transfer termic prin convecie al aerului,
( )
2
W m K
;
c a
15 w
r
coeficient parial de transfer termic prin radiaie a aerului,
( )
2
W m K
;
r
2,5 3,5
t
med
diferena de temperatur,
o
C;
r p
r
p r p
L 2 L
L 2
n
L L L 32.584,90 L 1
'
+
p
L 7.861, 63 Kg h
r
L 15.723, 26 Kg h
( )
'
BB
Q 7.861, 63 42 36 0, 27 12.735,8 W
2
aer
K 37, 04 W m K
85
o
M
M
o
m
m
t 115 C
t 115
1, 09 2
t 105
t 105 C
<
)
o
M m
med
t t
t 110 C
2
+
'
2
BB
12.735,8
F 3,12 m
37, 04 110
Am ales agregatul de condiionare cu urmtoarele caracteristici;
Mrimea
agregatului
Dimensiuni, [mm]
Debit aer,
3
m h
A B C D L H
K 20
158
8
156
5
156
2
150
3
861
3
320
2
20.000
t
o
C
F (m
2
)
-15
o
-5
o
t
ab
= 100
o
C
86
6. Utilaje tehnologice i de transport
6.1. Alegerea i calculul tehnologic a utilajelor
Necesarul de malaxoare se calculeaz cu relaia:
m
m
n , buc.
r
unde:
m
timpul de ocupare al malaxorului pentru o arj de aluat, min;
r ritmul cuvelor, min;
max
r 30 min
m alim fram curatire
, min = + +
alim alim M fram AL
, min
+
fram fram M fram AL
, min
+
unde:
alim
durata de alimentare a malaxorului, min;
fram
durata de frmntare a malaxorului, min;
curatire
durata de curire a malaxorului, min.
c
2 min
alim
2 2 4 min +
fram
10 12 22 min +
m
4 22 2 28 min + +
Cantitatea de fin prelucrat ntr-o cuv se calculeaz cu relaia:
c c
F V q , Kg
unde:
V
c
volumul cuvei malaxorului, l;
c
V 500 l
q ncrcarea specific,Kg fin/ l cuv;
q 0,3 0,35 Kg faina l cuva
c
F 500 0,3 150 Kg faina
Numrul de arje de aluat se calculeaz cu relaia:
87
zi
o
zi
F
F ; Kg h faina
n
o
so
c
F
n , sarje h
F
unde:
F
o
consumul real de fin al seciei,
Kg h faina
;
F
zi
consumul zilnic de fin al seciei,
Kg faina
;
n
zi
numrul de ore lucrtoare,
h zi
;
zi
n 24 h
F
c
cantitatea de fin prelucrat ntr-o cuv, Kg.
o
15.500
F 645,83 Kg h faina
24
so
645,83
n 4,30 5 sarje h
150
;
Ritmul cuvelor se calculeaz cu relaia:
so
60 60
r 12 min
n 5
Necesarul de malaxoare va fi:
m
m
28
n 2,33 3 malaxoare
r 12
;
Frmantarea aluatului se realizeaz cu malaxorul Independena cu
urmtoarele caracteristici:
Volumul cuvei 500 l
Nr. rotaii cuv 7
rot min
Nr. rotaii bra 16
rot min
Puterea instalat 4,5 KW
Gabarite:
L = 1950 mm
l = 1200 mm
H = 1630 mm
88
Greutate (fr crucior) = 1000 Kg
Greutatea cruciorului = 300 Kg
Frmanttorul se caracterizeaz prin rotaia forat a cuvei i a braului de
antrenare. Prile principale sunt:
Cuva;
Braul de frmantare;
Sistemul de antrenare.
Funcionare: Se ridic n poziie superioar braul de frmantare 3, se
aduce cuva 4 la malaxor i se fixeaz pe placa de fundaie 1. Apoi se introduc
materiile prime i auxiliare, se coboar braul de frmantare i se porneste
malaxorul 2. Braul se rotete i n aceast zon, aluatul se omogenizeaz.
Datorit rotirii cuvei tot aluatul trece n aceast zon activ i se realizeaz
frmntarea. La sfritul operaiei de frmntare, se ridic din nou braul de
frmntare, iar cuva cu aluat este scoas i trecut la fermentare.
Se recalculeaz F
c
:
o o
so c real
c real so
F F
n F
F n
c real
645,83
F 129,16 Kg
5
89
Calculul reetei de producie
Materii prime i auxiliare i regim
tehnologic
UM
Fazele aluatului
Maia Aluat Total
Fina alb gru Kg 64,58 64,58 129,16
Drojdie comprimat Kg 0,90 - 0,90
Extract de mal Kg - 1,16 1,16
Apa L 38,74 29,71 68,45
Ba Kg 19,37 - 19,37
Durata frmntrii min. 10 12 22
Durata fermentrii min. 180 25 205
Temperatura semifabricatelor
o
C 28 30 29 30 -
Aciditate grade 2,5 3,5 2 2,5 -
Durata dospirii finale min. - 30 - 40 30 40
Aciditatea bucii de aluat grade - 2,5 - 3 -
Durata coacerii min. - - 20 25
Temperatura coacere
o
C - - 240 260
Necesarul de cuve se va calcula astfel:
cuva
total
n , buc
r
cuva aux fram ferm
, min = + +
fram fram M fram AL
10 12 22 min
+ +
ferm ferm M ferm AL
180 25 205 min
+ +
aux rast transport a lim M a lim AL spalare
, min
+ + + +
aux
2 2 10 6 5 25 min + + + +
cuva
22 205 25 252 min + +
total
252
n 21 cuve
12
Numrul de cuve folosite la fermentare va fi:
ferm
cuveferm
205
n 18 cuve
r 12
Numrul de rsturntoare se determin astfel:
Nr. rsturntoare = nr. linii tehnologice = nr. cuptoare = 2
Am alex ridictorul rsturntor tip RRC500 cu urmtoarele
caracteristici:
90
Capacitatea cuvei cruciorului pentru aluat = 500 l
Timp ridicare = 45 sec.
Timp coborre = 45 sec.
Durata unui ciclu = 2 4 min.
Puterea instalat = 4 KW
Viteza de ridicare = 4,3
m min
Gabarite:
L = 2425 mm
l = 2640 mm
H = 3480 mm
masa = 1170 Kg
Ridictorul rsturnator se compune dintr-un schelet format din suport i
port urub de ridicare, care servete totodat i ca ghidaj fix pentru port crucior.
urubul conductor fixat pe rulmeni i antrenat de motorul electric, prin
intermediul unui cuplaj, antreneaz port cruciorul n micare de translaie,
micare de rotaie fiind mpiedicat de ghidajul mobil.
91
Sistemul de basculare a cruciorului i ghidajul pentru rol, determin
bascularea cruciorului i descrcarea aluatului.
Pentru realizarea operaiei de divizare a aluatului am ales maina de
divizat MADIA cu urmtoarele caracteristici:
Masa bucii de aluat divizate =
400 2300 g
Productivitatea =
700 2100 buc. h
Puterea iniial = 1,1 KW
Gabarite:
L (cu band de evacuare) = 1910 mm
L (fr band de evacuare) = 1136 mm
l = 798 mm
H = 1563 mm
92
Mainile de divizat sunt destinate tierii continue a bucilor, de greutate
egal din masa aluatului. n cazul fluxului tehnologic pe orizontal aceasta se
realizeaz prin rsturnarea aluatului din cuv ntr-un buncr situat ntre
rsturntor i masina de divizat, din care aluatul trece treptat n plnia mainii de
divizat. Aciunea mecanic, exercitat de maina de divizat asupra aluatului nu
trebuie s depeasc o anumit valoare i intensitate, deoarece poate duce la
nrutirea propietilor reologice ale acestuia.
b l
md
d
n
n x
n
unde:
n
md
numr maini de divizat;
b l
n
d numr buci de aluat divizate pe o linie tehnologic,
buc h
;
n
d
productivitatea mainii de divizat,
buc h
;
x coeficient de utilizare;
x 1, 05
0 linie
r
b l 0 linie
ore cupt
G
G
n ; G
m n n
unde:
0 linie
G
capacitatea de producie a unei linii tehnologice;
m masa bucii de aluat, Kg;
m 0,5 Kg
n
ore
numrul de ore lucrtoare,
ore zi
;
ore
n 24 h
n
cupt
numr cuptoare;
n
cupt
= 2
G
r
capacitatea real a seciei,
Kg 24 h
;
0 linie
20.000
G 416, 66 buc. h
24 2
b l
416, 66
n 833,33 834 buc. h
0,5
;
93
md
834
n 1, 05 0,97 1 masina divizat linie
900
;
Premodelare aluatului se va realiza cu maina de premodelat MAROB I
cu urmtoarele caracteristici:
Producia maxim = 2000
buc h
Mrimea aluatului = 400 2500 g
Puterea instalat = 0,75 KW
Gabaritele:
L = 1780 mm
l = 600 mm
H = 1140 mm
Maina de premodelat este format dintr-o suprafa suport i 2 benzi
aezate nclinat formnd un jgeab. Ele se deplaseaz n sensuri diferite i cu
viteze diferite. Bucata de aluat este prins ntre cele dou benzi i obligat,
datorit cuplului de fore la care este supus, s se rostogoleasc n spaiul
format ntre benzi i suprafaa suport. n acelai timp, bucata de aluat execut i
o micare de naintare, datorit diferenei de vitez a celor dou benzi.
94
Necesarul de maini de premodelat se calculeaz cu relaia folosit la
mainile de divizat:
b l
mp
d
n
834
n x 1, 05 0, 43 1 masina premodelat linie
n 2000
;
Lungimea benzii pentru repausul intermediar se calculeaz n funcie de:
0 linie ri
u
G e
L
m 60 n
unde:
0 linie
G
capacitatea liniei de fabricaie,
Kg h
;
ri
timpul de repaus intermediar, min.;
1 2 min.
e distana dintre centrele bucilor de aluat, cm;
al
e a +
n numrul bucilor de aluat aezate pe limea benzii;
n = 1
m masa bucii de aluat, Kg;
al
diametrul bucii de aluat, cm;
al
11 12 cm
a distana dintre dou buci de aluat vecine, cm;
a 30 60 cm
u al
l 2 b , cm +
unde:
l
u
limea util a benzii, cm;
b distana dintre bucata de aluat i marginea benzii;
b 5 8, cm
u
l 12 2 8 28 cm +
e 12 30 42 cm +
u
416, 66 0, 41 1
L 5,83 m
0,5 60 1
95
Pentru modelarea final a aluatului am ales maina de modelat final
format lung tip ROLUX, cu urmtoarele caracteristici:
Producia maxim = 2200
buc h
;
Greutatea bucii de aluat = 200 1700 g;
Puterea instalat = 0,55 KW;
Gabarite:
L = 2790 mm
l = 930 mm
H = 1500 mm
Limea benzii = 500 mm.
Principiul de funcionare se bazeaz pe rularea foii de aluat obinut prin
laminare. Utilajul se compune dintr-un sistem de valuri de laminare antrenate
printr-un sistem de antrenare de un motor electric, o band de transport i un
sistem de modelare compus dintr-o plas de modelare i plac de modelare
reglabil n nlime printr-un sistem de reglare. Toate subansamblele sunt
susinute de 2 batiuri, 2 console i 2 picioare.
Necesarul de maini de modelat final se calculeaz cu relaia folosit la
mainile de divizat:
b l
mp
d
n
834
n x 1, 05 0, 43 1 masina premodelat linie
n 2000
;
Pentru dospirea final a aluatului am ales dospitorul tunel cu urmtoarele
caracteristici:
Productivitate = 10
t 24 h
;
Viteza reglabil =
0, 25 0, 75 m min.
;
Umiditatea relativ =
85 90 %
;
Temperatura reglabil =
o
40 5 C t
Motor electric de curent alternativ =
2, 2 KW 1000rot min.
;
96
Dimensiuni:
Lungimea spaiului de dospire = 2 x 13 m;
Lungimea total = 17 m;
Limea benzii de transport = 2 m;
Limea total = 2380 mm;
Masa = 900 Kg.
Dospitoarele cu benzi sunt formate dintr-un tunel termoizolant n care se
afl un transportor cu band. Dup modelare, bucile de aluat sunt ncrcate la
unul din capetele benzii, care se deplaseaz prin tunel unde sunt asigurate
condiiile de dospire, temperatura i umezeala relativ a aerului i sunt
descrcate la captul opus. Timpul ct bucile de aluat parcurg dospitorul
constituie timpul de dospire.
Transferul pe banda cuptorului se face direct. Pentru ca transferul
aluatului s se fac cu uurin se recomand ca cele dou benzi s aib aceeai
lime.
Prezint dezavantajul c necesit suprafa foarte mare de construcie.
Calculul dospitorului tunel se realizeaz astfel:
uc
d
c
L
v , m min.
unde:
v
d
viteza de deplasare a benzii,
m min.
;
L
uc
lungimea util a benzii cuptorului, m;
c
durata de coacere, min.;
97
d
13
v 0,52 m min.
25
Durata de dospire se calculeaz cu relaiile:
'
u
min.d
d
L
13
25 min.
v 0,52
'
u
max.d
d
2 L
2 13
50 min.
v 0,52
( ) ( )
d min max
reteta , 40 25,50
d d
b al
v 40 0,52
L 10, 4 m
2 2
Pentru coacerea aluatului, am ales cuptorul tunel tip CTSPP 26, cu
caracteristicile:
Productivitatea = 10
t 24 h
;
Temperatura max. coacere = 300
o
C;
Puterea instalat = 8,5 KW;
Timp coacere =
6 60 min.
;
Dimensiuni:
L = 15.500 mm
l = 2950 mm
H = 2850 mm
Masa = 19.500 Kg
Lungimea util = 13 m;
Limea util = 2 m.
98
n principiu, cuptorul tunel const dintr-o camer de coacere sub form de
tunel, cu seciune dreptunghiular i lungime mare, orizontal, prin care circul o
band metalic care constituie vatra cuptorului. Acest tunel este deschis la
ambele capete, una din deschideri reprezentnd gura de alimentare cu aluat, iar
cealalt gura de evacuare a produsului copt. Timpul n care bucile de aluat
strbat camera de coacere reprezint timpul de coacere.
nclzirea camerei de coacere se realizeaz cu canale de nclzire care
sunt dispuse la partea superioar i inferioar a camerei de coacere. Pentru
nclzirea uniform a camerei de coacere, n cadrul fiecrei zone de nclzire,
att la partea inferioar ct i la partea superioar exist mai multe canale
paralele prin care circula amestecul de gaze primare i gaze recirculate.
Pentru camera finii, am ales cerntorul TEHNOPAM cu urmtoarele
caracteristici:
Capacitate cuv = 70 Kg fin;
Putere instalat = 1,1 KW;
Lungime transportor elicoidal = 1000 mm;
99
Capacitate de cernere fin = 2400
Kg h
;
Dimensiuni:
L = 1160 mm
l = 700 mm
H = 1600 mm
Utilajul este folosit n unitile de panificaie pentru cernerea i aerarea
finii, asigurndu-se astfel o calitate bun a pinii.
Funcionare: se ridic capacul utilajului, se pune n funciune motorul,
apoi se golete sacul de fin n cuva cerntorului. Cu ajutorul transportorului
vertical, fina este urcat la partea superioar a cerntorului i este izbit,
forndu-o s treac prin site, apoi este evacuat prin gura de evacuare.
Necesarul de cerntoare se calculeaz cu relaia:
0
c
cernator
F
n
q
unde:
100
F
0
consumul real de fin,
Kg h
;
q
cernator
capacitatea de cernere a finii,
Kg h
;
c
645,83
n 0, 26 1 cernator
2400
;
Durata de funcionare a cerntorului se calculeaz astfel:
0
cernator
cernator
F 645,83
60 60 16,14 min. h
q 2400
Pentru obinerea suspensiei de drojdie, am ales aparatul pentru prepararea
suspensiei de drojdie F.U.P.S ,cu urmtoarele caracteristici:
Capacitate rezervor = 30 l;
Puterea instalat = 0,37 KW;
Temperatura apei folosite = 30 35
o
C;
Turaia agitatorului = 750
rot min
;
Dimensiuni:
L = 700 mm
l = 630 mm
H = 1460 mm
101
Utilajul se compune din vasul propriu-zis n care are loc amestecul,
acionarea i agitarea.
n vederea preparrii suspensiei de drojdie, se introduce ap n cuva
utilajului, se pune n funciune motorul electric care antreneaz axul pe care sunt
fixate paletele agitatorului. n timp ce axul cu palete se nvrtete, se intoduce
drojdia. Frmiarea drojdiei i transformarea ei n suspensie se realizeaz n 2
3 minute. Suspensia de drojdie se evacueaz cu ajutorul unui robinet pe la
partea inferioar a aparatului. Aparatul este susinut de un cadru de susinere.
Necesarul de suspensie de drojdie se calculeaz cu relaia:
( )
0
Q G c Ad. , Kg h +
unde:
G
0
Capacitatea real,
Kg produs h
;
102
c consum specific,
Kg Kg produs
;
c=0,005
Ad apa adugat, l;
d
c : A 1: 3 Ad 0, 015
( ) Q 834 0, 005 0, 015 16, 68 Kg h +
Capacitatea maxim a instalaiei se calculeaz cu relaia:
instal d
int
V 60
Q , Kg h
unde:
V
instal
volumul instalaiei, l;
d
coeficient de umplere,
Kg l
;
d
1, 05 Kg l
durata de ocupare a instalaiei, min.
a lim. agitare golire
10 10 10 30 min. + + + +
instal
30 1, 05 60
Q 63 Kg h
30
Numrul de instalaii va fi:
inst
Q 16, 68
n 0, 26 1 instalatie
Q 63
;
Calculul capacitii timocului:
F
capacit timoc Vu Kg
unde:
V
u
volumul util al timocului, m
3
;
F
ncrcarea specific,
3
Kg m ;
3
F
600 Kg m
u t
V 75 %V
( )
2
2 2
1
t cil tr.com 2 1 1
d h
V V V h d d d d
4 12
+ + + +
103
( )
( ) ( ) ( )
2
2 2
3
t
1,5 1,13
V 1, 418 1,5 0, 665 1,5 0, 665 3,35 m
4 12
1
+ + +
1
]
3
u
75
V 3,35 2,51 m
100
capacit timoc 2,51 600 Kg
Calculul utilajelor necesare depozitrii:
d
c
c
G
n
q
unde:
G
d
cantitatea de pine aflat n depozit, Kg;
q
c
capacitatea containrului;
c raft buc. raft
q n n m, Kg
Containerul are urmtoarele caracteristici:
L = 760 mm
l = 690 mm
H = 1570 mm
Nr. rafturi = 26
Buc. pe raft = 8
1 autodub = 15 containere
c
q 26 8 0,5 104 Kg
d
c
c
G 8333,3
n 80,12 81
q 104
;
( )
total c
n 1,1 1,5 n 1,11 81 89,91 90 containere ;
numr glisee expediie:
r p
p
G t
n
T 60 Q
unde:
G
r
capacitatea real,
Kg 24 h
;
t
p
durata de ncrcare a pinii pe unitatea de transport;
p
t 2, 0 2,5
104
coeficient care indic livrarea n ore de vrf;
2, 0 2,5
T
p
timpul de expediie al pinii, h;
p
T 12 h
Q capacitatea autodubei, Kg;
c c
Q n q 15 104 1560 Kg
20.000 20 2, 2
n 0, 78 1ghiseu
12 60 1560
;
numr autodube:
( )
( )
r 1 2
p
G 2 S t t
N
Q T t
+
unde:
S distana de transport de la fabric la centrul de desfacere;
S 3 Km
t
1
timpul mediu de parcurgere a 1 Km;
1
t 3 4 min.
t
2
timpul de ncrcare la fabric + timpul de descrcare la centru;
2
t 40 60 min.
T
p
timp de expediie, min;
T
p
= 720 min.
t timp de parcurs i de ntoarcere;
t 60 100 min.
( )
( )
20.000 2 3 3 50
N 1,36 2 autodube
1560 720 80
+
;
O autodub are urmtoarele caracteristici:
L = 5 m
l = 2,2 m
Lungimea rampei de execuie:
( ) L l e n , m +
105
unde:
l lungimea autodubei, m;
e distana dintre autodube, m;
e 1,5 2, 4 m
n numr ghisee.
( ) L 5 2 1 7 m +
106
6.2. Lista utilajelor
Nr.
Crt.
Denumirea utilajului
Nr.
Buc.
Caracteristici
Firma
constructoare
1 Cerntor 1
Lungime = 1160 mm
Lime = 700 mm
nlime = 1600 mm
Lungimea transportorului elicoidal = 1000 mm
Masa = 130 Kg
Capacitate cernere fin = 2400 Kg/h
Capacitate cuv = 70 Kg fin
Putere instalat = 1,1 KW
SC. TEHNOPAM
BUCURESTI
2 Elevator 1
nlimea de ridicare = 2 23 m
Capacitatea de transport = 1,4 17 t/h fin
Putere motor acionare = 0,75 7,5 KW
SC. TEHNOPAM
BUCURESTI
3
Transportor elicoidal
simplu
1
Lungimea = 2 35 m
Capacitate transport = 3 27 t/h fin
Putere motor acionare = 0,75 7,5 KW
SC. TEHNOPAM
SA. BUCURESTI
4
Aparat pentru
prepararea suspensiei
de drojdie
1
Capacitate rezervor V=30 l
Lungimea = 700 mm
Limea = 630 mm
nlimea = 1460 mm
Puterea instalat = 0,37 KW (IP-54)
Temperatura apei folosite = 30 35
o
C
Turaia agitatorului = 750 rot/min.
F.U.P.S.T.
BUCURESTI
5 Malaxor 3 Volumul cuvei = 500 l
Nr. rotaii al cuvei = 7 rot/min.
Nr. rotaii al braului = 16 rot/min.
Durata frmntrii = 8 12 min.
INDEPENDENTA
SIBIU
107
Puterea instalat = 4,5 KW
Gabarite:
Lungime = 1950 mm
Lime = 1200 mm
nlime = 1630 mm
Greutate (fr carucior) = 1000 Kg
Greutatea cruciorului = 300 Kg
6
Ridictor rsturntor
tip RRC-500
2
Capacitatea cuvei cruciorului pentru aluat = 500 l
Timp ridicare = 45 sec.
Timp coborre = 45 sec.
Durata unui ciclu = 2 4 min
Turaia organului de ridicare-coborre = 270 rot/min.
Puterea instalat = 4 KW
Viteza de ridicare = 4,3 m/min.
Tensiunea de lucru = 380 220 V
Gabarite:
Lungime = 2425 mm
Lime = 2640 mm
nlime = 3480 mm
Masa net = 1170 Kg
UTALIM
SLATINA
7
Buncr aluat tip TRA-
1A
2
Capacitatea rezervorului = 0,25 mc
Dimens. gura de ncrcare = 1250 x 1100 mm
Dimens. gura de evacuare = 294 x 294 mm
Gabarite:
Lungime = 1150 mm
Lime = 1530 mm
nlime = 940 mm
Masa net = 103 Kg
UTALIM
SLATINA
8 Maina de divizat 2 Masa buc. de aluat divizate = 400 2300 g UTALIM
108
MADIA
Capacitatea reglabil (n 2 trepte) = 700 2100 buc/h
Masa net = 805 Kg
Puterea instalat = 1,1 KV
Gabarite:
Lungime cu banda de evacuare = 1910 mm
Lungime fr banda de evacuare = 1136 mm
Limea max. = 798 mm
nlimea = 1563 mm
9
Maina de premodelat
MAROB I
2
Producia max. = 2000 buc./h
Mrimea aluatului = 400 2500 g
Motor electric de antrenare = 0,75 KW
Gabarite:
Lungime = 1780 mm
Lime = 600 mm
nlime = 1140 mm
nlimea de lucru la intrare min. 700 mm
Ieire max. 1300 mm
UTALIM
SLATINA
10
Maina de modelat
final ROLUX
2
Producia max. = 2000 buc./h
Greutatea buc. de aluat = 200 1700 g
Puterea instalat = 0,55 KW (IP 44)
Dimensiuni:
Lungime = 2790 mm
Lime = 930 mm
nlime = 1500 mm
Masa net = 430 Kg
Limea benzii = 500 mm
Viteza benzii = 0,565 m/s
Turaia sincron a motorului = 1000 rot/min
UTALIM
109
11 Dospitor tunel 2
Productivitate = 10 t/24 h
Viteza reglabil = 0,25 0,75 m/min.
Temperatura reglabil = 40 5
o
C
Umiditatea relativ = 85 90 %
Motor electric de curent alternativ = 2,2 KW 1000
rot/min.
Lungimea spaiului de dospire = 2 x 13 m
Lungimea total = 17 m
Limea benzii de transport = 2 m
Greutatea total =900 Kg
Limea total = 2380 mm
-
12
Cuptor tunel tip
CTSPP 26
2
Productivitate = 10 t/24 h
Temperatura max. de coacere = 300
o
C
Timp coacere = 6 60 min
Puterea instalat = 8,5 KW
Dimensiuni:
Lungime = 15.500 mm
Lime = 2950 mm
nlime = 2850 mm
Masa net = 10.500 Kg
-
13
Mas sortare - recepie
pine tip TMR1
2
Raport transmisie total = 1: 83
Turaia = 1500 rot/min.
Puterea instalat = 0,8 KW
Diametrul = 2035 mm
nlimea = 890 mm
Masa net = 350 Kg
TEHNOFRIG
CLUJ
14 Transportor colector de
pine tip TTCP
2 Turaia = 1500 rot/min.
Puterea instalat = 1,1 KW
-
110
Tensiunea = 220/380 V
Frecvena = 50 Hz
Dimensiuni:
Lungime = 3000 mm
Lime = 595 mm
nlime = 930 mm
Masa net = 221 Kg
15
Maina de splat
containere (navete)
M.S.N. 1000
1
Timpul unui ciclu de splare = 70 s
Capacitatea de splare a mainii = 1000 navete/h
Lungimea activ de splare = 7500 mm
Temperatura sol. de splare = 50 60
o
C
Temperatura de limpezire = 30 40
o
C
Concentraia sol. de splare = 15
0
00
(soda calcinat)
Nr. Persoane de servire = 2 persoane
Presiunea de lucru = 2,2 daN / cm
2
Greutatea total = 4270 Kg
Dimensiuni:
Lungime = 9000 mm
Lime = 1390 mm
nlime = 1550 mm
Puterea instalat = 26,1 KW
Capacitatea de ncrcare a mainii = 25 cant.
Consum abur = 120 Kg/h
Consum ap = 2 m
3
/h
Viteza de transport = 0,11 m/s
F.U.P.S.T
BUCURESTI
16
Crucior lis pentru
saci
Dimensiuni gabarit = 1105 x 630 mm
Capacitate de transport = 80 Kg f
Masa net = 38 Kg f
TEHNOUTILAJ
ODORHEIUL
SECUIESC
111
17
Dozatoare fin
gravimetrice automate
cu programator electric
(tip MB a 01/64)
3
Lungime = 1250 mm
Lime = 1026 mm
nlime = 1590 mm
Diametrul = 800 mm
Puterea instalat = 20 KW
-
18 Dulap frigorific 1
Volumul util = 7 m
3
Temperatura interioar = 4 6
o
C
Agregat frigorific = 2000 Kcal/h
Iluminat = 2 x 25 W
Greutate = 1000 Kg
nlime = 2530 mm
Lime = 2100 mm
Lungime = 2100 mm
-
112
6.3. Msuri de protecia muncii, P.S.I. i igiena muncii
La depozitarea materiilor prime unitile de panificaie se aplic, in
primul rnd regulile de igien pentru intreprinderile de industrie alimentar. La
aceste reguli se mai adaug urmtoarele:
fina depozitat nu trebuie s prezinte caractere senzoriale i fizico-
chimice provenite de la eventuale tratri prealabile cu insecto-fungicide sau
germicide;
la depozitare se iau toate msurile necesare pentru evitarea
impurificrii i alterrii materiilor astfel nct s se garanteze starea de igien
a produselor de panificaie la care se folosesc;
depozitarea n ordine a materiilor, decongestionarea cilor de acces,
ct i rezervarea de culoare cu limea corespunztoare, pentru efectuarea
manipulrilor n condiii de strict securitate a muncii. Astfel, distana dintre
stive va fi de minimum 1,5 m atunci cnd se circul cu cruciorul;
crucioarele-liz trebuie s funcioneze uor, fr zgomot i s nu
necesite eforturi mari din partea muncitorilor.
La pregtirea materiilor prime se mai au n vedere urmtoarele:
meninerea utilajelor n stare corespunztoare de igien, spre a evita
impurificarea produselor, alterarea lor prin apariia unor fermentaii strine n
aluat sau infectarea cu Bacillus mesentericus, mucegai, etc.;
la utilajele pentru pregtirea drojdiei se va face tergerea zilnic cu o
crp umed i apoi cu una uscat a tuturor conductelor de distribuie i mai
ales a locurilor de mbinare, unde se pot produce scurgeri suspensie;
curirea dup fiecare ntrebuinare, splarea cu soluie cald de sod i
oprirea instalaiilor i vaselor pentru pregtirea drojdiei i extractului de
mal;
utilajele folosite la pregtirea materiilor prime se vor amplasa astfel nct
s se respecte distana minim de 1 m ntre timocul-amestector i perete sau
fa de alte utilaje, 1 m ntre cerntor i perete sau 2 m fa de alte utilaje;
113
la folosirea cerntoarelor se recomand ca n timpul funcionrii s nu se
ndeprteze grtarul de protecie din plnia de alimentare.
La prepararea aluatului se mai au n vedere urmtoarele:
evitarea impurificrii produselor, n care scop, cuvele cu aluat se acoper
pe timpul ct fermenteaz, cu pnze curate; tot n acest scop se
supravegheaz n permanen termometrul folosit la msurarea temperaturii
maielei i aluatului, spre a nu se scufunda n masa de semifabricat ori sparge
din impruden;
utilajele i instalaiile folosite la prepararea aluatului vor fi meninute ntr-
o perfect stare de curenie i n condiii igienico-sanitare desvarsite, spre a
garanta igiena aluatului i implicit a produselor finite. n acest scop, prile
metalice ale utilajului care vin n contact cu aluatul (cuvele i braele
frmnttoarelor) se cur la terminarea lucrului sau dup fiecare
ntrebuinare, prin rzuirea resturilor de aluat, splarea cu ap cald i
tergerea cu crpe curate pan la uscare. Pnzele de acoperire a
semifabricatelor se schimb ori de cte ori este nevoie i cel puin de dou ori
pe sptman, fierberea i splarea acestora;
pereii slii de fabricaie vor fi acoperii cu plci de faian pe o nlime
de cel puin 1,6 - 1,8 m, pentru a permite splarea lor; pardoseala va fi
neted, pentru a se putea spla uor, va fi impermeabil i va avea nclinaia
necesar pentru a permite scurgerea apei de splat sau a altor lichide;
mturarea pardoselii din sala de fabricaie a aluatului i splarea cu ap
cald sodat ori de cte ori este necesar, ns cel puin o dat pe sptman;
interzicerea n sala de fabricaie a fumatului, pstrrii obiectelor i a
mbrcmintei personale, a deeurilor, a inventarului i uneltelor care nu au
legatur cu procesul tehnologic, cum i accesul animalelor; accesul
persoanelor din afar este interzis dac nu poart imbrcminte de protecie
sanitar a alimentelor (halate albe);
malaxoarele trebuie astfel montate nct s respecte distana minim de
1,5 m de perete i 3 m intre axe;
114
pe parcursul frmntrii, muncitorul va controla consistena aluatului, ori
va curi marginea interioar a cuvei de aluat aderent, numai pe la punctul
care nu prezint pericol de accidentare i cu foarte mare grij;
pardoseala slii de fabricaie trebuie s fie plan, nealunecoas i
rezistent la manipularea cuvelor cu aluat.
La prelucrarea aluatului msurile de protecie a muncii de ordin general se
completeaz cu urmtoarele:
rsturntoarele de cuve vor fi astfel amplasate nct s se asigure un
flux al procesului tehnologic, respectndu-se distana de 1,5 m lateral;
supravegherea ridictorului-rsturntor se face numai n afara
grilajului de protecie cu care acesta este nconjurat;
mainile de divizat i modelat se monteaz ntr-un loc
corespunztor din punct de vedere al iluminatului artificial sau natural,
lsndu-se n jurul acestora un spaiu liber pentru intervenii de cel puin 1
1,5 m.
Cuptoarele se menin n condiii corespunztoare de curire, n care scop
se au n vedere urmtoarele:
curirea zilnic a benzii de coacere cu ajutorul periei de srm i ungerea
sptmnale cu ulei comestibil, operaia fcndu-se cnd cuptorul are
temperatura de circa 150
o
C;
curirea de deeuri de fin sau aluat a tuturor locurilor accesibile din
interiorul consolelor mecanismelor de antrenare i eliminarea resturilor de
produse care eventual s-au adunat sub banda colectoare.
amplasarea cuptoarelor se va face lsnd urmtoarele spaii libere: 5 m n
fa i acces pe ambele laturi;
Cuptoarele vor fi prevzute cu hote de absorbie a cldurii;
Exploatarea i verificarea instalaiilor de nclzire a cuptoarelor se va face
numai de ctre personal calificat i autorizat;
Interzicerea folosirii instalaiilor de ardere improvizate sau defecte sau a
celor care nu au complet aparatura de msura i control;
115
Utilajele folosite la depozitare necesit o atent ntreinere i o perfect
stare de curenie, parte din ele venind n contact cu produsele pn la vnzarea
ctre consumator.
n acest scop, rastelele se rzuiesc periodic i se spla cu detergeni, iar
benzile de transport, mesele de recepie i containerele se cur de praful de
fin. Totodat, pentru buna lor funcionare, piesele n micare ale containerelor,
benzilor de transport i meselor de recepie se greseaz la timpul potrivit.
n depozitul de pine trebuie meninut continuu o bun stare de igien, n
care scop se cur de praf uile, pereii, luminatoarele, se spal cu ap sodat
pereii faiantai, se mtura pardoseala.
Msuri de paz contra incendiilor
Pe lng obligativitatea organizrii pazei contra incendiilor stabilit prin
lege fiecare intreprindere avnd sarcina de a lua msuri pentru prevenirea
izbucnirii i propagrii incendiilor n timpul exploatrii construciilor,
instalaiilor i depozitelor, n unitile de panificaie se iau urmtoarele msuri:
evitarea formrii concentraiilor de praf de fin, care pot da natere la
explozii (amestecul de aer cu praf de fin este exploziv la concetraia de 15
2000 g praf fin la 1 m
3
, n prezena unei surse de aprindere cu temperatura
peste 800
o
C);
etanarea cu globuri a corpurilor de iluminat fixe, montate n ncperile
cu praf de fin, iar n unele cazuri prevederea lor cu couri de protecie
pentru evitarea spargerii;
scoaterea imediat din funciune a instalaiilor electrice de for i
lumina, precum i a celorlalte instalaii i utilaje la care se observ scntei,
nclziri neobinuite sau zgomote anormale;
legarea la pmnt a conductelor metalice de transport pneumatic;
116
interzicerea curirii pardoselilor cu materiale inflamabile, precum i
depozitarea ambalajelor inflamabile n apropierea surselor de cldura
(distana minim este de 1 m).
innd seama de pericolul mare pe care l costituie incendiile, fiecare
lucrtor n panificaie este dator ca la locul de munc s respecte cu strictee
regulile de prevenire a incendiilor pe timpul lucrului, iar la nevoie s tie cum s
acioneze cu mijloacele aflate la ndeman pentru localizarea oricrui nceput de
incendiu.
Stingerea incendiilor se realizeaz cu urmtoarele mijloace:
folosirea unui jet continuu de ap;
folosirea nisipului;
separarea materialelor combustibile n timpul cel mai scurt;
folosirea stingtoarelor manuale cu spum chimic, CO
2
, etc;
Probleme generale ale igienizrii
Igiena n industria alimentar trebuie s asigure:
securitatea produselor alimentare din punct de vedere microbiologic;
ameliorarea proprietilor senzoriale i nutritive ale produselor;
prelungirea duratei, limitei de vnzare, de consumare i de utilizare
optim.
n cazul produselor alimentare ca atare, strategia aplicrii igienei implic:
evitarea aporului exterior de microorganisme duntoare la materia
prim (grad de infectare redus al materiei prime);
distrugerea microorganismelor pe diferite ci, distrugere care este cu
att mai eficace cu ct numrul iniial de organisme este mai redus;
inhibarea dezvoltrii microorganismelor care nu mai pot fi distruse.
Avnd n vedere c producia este realizat de operatori care lucreaz ntr-
o incint unde se gsesc utilaje, instalaii, recipiente etc. i unde pot avea acces
i insectele i chiar roztoarele, se pot face urmtoarele precizri:
117
zidurile exterioare reprezint un obstacol n calea penetrrii
microorganismelor din mediul exterior, respectiv n calea particulelor de praf
pe care sunt fixate, dar, n acelai timp, se constituie ca o barier pentru
protecia mediului exterior, de eventualii contaminani rezultai din
producie;
incinta (pereii, plafonul, pardoseala), utilajele i instalaiile, recipientele,
operatorii, roztoarele i insectele (dac au ptruns n incint) se constituie
att ca depozite de microorganisme ct i ca surse de contaminare,
respectiv de rspndire a microorganismelor;
microorganismele pot adera la diferite suprafee n funcie de
interaciunile fizico-chimice dintre suprafeele respective i constituenii
pereilor celulari ai microorganismelor .
Dup aderare, microorganismele se pot multiplica cu formarea unui
biofilm care permite o aderen i mai mare a microorganismelor la suprafeele
respective.
Pentru a avea o contaminare ct mai redus a ncperilor de fabricaie,
aerul din ncpere trebuie n permanen filtrat i condiionat la parametrii de
temperatur i umezeal relativ optimi pentru desfurarea procesului
tehnologic, dar care s asigure i un anumit confort tehnologic pentru operatori.
La igienizarea intreprinderilor de industrie alimentar este necesar s se
cunoasc:
Substanele chimice utilizate i proprietile acestora;
Natura murdriei ce trebuie eliminat de pe o anumit suprafa;
Natura suportului murdriei, respectiv materialul din care este
confecionat utilajul, instalaia, recipientele, respectiv suprafaa care trebuie
splat i dezinfectat;
Apa utilizat la prepararea soluiilor de splare i pentru cltire;
Procedeul de splare adoptat: manual sau mecanizat;
118
Activitile desfurate de angajaii unitii economice sunt foarte
importante pentru controlul dezvoltrii bacteriilor. Angajaii trebuie s respecte
urmtoarele cerine generale:
s pstreze zonele de prelucrare a materialelor prime i de manipulare
foarte curate ;
s spele i s dezinfecteze frecvent ustensilele n timpul lucrului. Ei nu
trebuie s lase ca ustensilele s vin n contact cu pardoseala, hainele
murdare, etc;
s nu lase produsele s intre n contact cu suprafeele care nu au fost
igienizate;
s utilizeze numai carpe de unic folosin pentru tergerea minilor i a
ustensilelor;
s-i asigure curenia corporal i a mbrcmintei n mod permanent;
s poarte capion sau beret curat pe cap pentru a evita o eventual
contaminare a produselor datorit cderii prului pe suprafaa lor;
nainte de a intra n WC, trebuie s-i scoat orul, halatul, mnuile sau
orice alte obiecte de mbrcminte ce pot intra n contact cu produsele;
la prsirea WC-ului trebuie s-i spele i s-i dezinfecteze minile;
personalul care lucreaz cu materia prim nu trebuie s aib acces n
spaiile n care se manevreaz produsele finite, pentru a se preveni
contaminarea ncruciat;
persoanele care sufer de afeciuni contagioase nu trebuie s aib acces n
zonele de producie (persoane cu rni infectate, cu rceli, cu afeciuni ale
gtului, ale pielii);
s nu fumeze n zonele n care se prelucreaz produsele alimentare;
s pstreze mbrcmintea i obiectele personale n vestiare, departe de
orice zon de producie.
119
7. Structura i dimensionarea principalelor spaii de
depozitare
Necesarul zilnic de materii prime i auxiliare se calculeaz cu relaia:
real
M G c , kg zi
unde:
G
real
= capacitatea real a seciei, kg produs/24 h;
c = consumul specific.
F real F
M G C 20.000 0, 775 15.500 kg zi faina
D real D
M G C 20.000 0, 005 100 kg zi drojdie
ex real ex
M G C 20.000 0, 007 140 kg zi extract malt
capacitatea de hidratare
Apa F , l zi
100
53
Apa 15.500 8215 l zi
100
Calculul stocurilor se realizeaz cu relaia:
d zile
M M n , kg
unde:
M = necesarul zilnic de materie prim sau auxiliar, kg/zi;
n
zile
= numrul de zile pentru care se face depozitarea.
zile 15.500 10 155.000 Kg faina df F M M n
Nr. Crt.
Denumirea
depozitului
Timp pentru
depozitare, zile
ncrcare comercial, q,
kg/mp
1 Depozit fin 10 600 700
2 Depozit drojdie 7 150
3 Depozit extract mal 14 400
120
D
d D zile
M M n 100 7 700 kgdrojdie
3
700 / faina Kg m ;
saci 50 m Kg ;
3 3
V / 50 / 700 0, 071 =71 dm m m ;
sac 500 l mm
;
sac 750 ; L mm
3
/ 7 1 / 7 , 5 5 , 0 1 , 9 V L l V L l d m ;
saci 40 saci n
;
platforme 78 n ;
2
78 1, 875 146m p S ;
2
1 4 6 1 , 3 1 9 0 t S m
e x z i l e1 4 0 1 4 1 9 6 0 e x t r a c t m a l t d e M M n K g ;
extract malt 20 Kg
saci 20 m Kg ;
3
/ 20 / 700 0, 028 V m m ;
3
28 V dm
;
sac 350 l mm
;
sac 700 L mm ;
3
/ 1,1 V L l dm ;
saci 60 saci n
;
platforme 2 platforme n ;
2
p 1,5 2 3 S m ;
121
2
t 31,3 4 S m
;
Pentru depozitarea drojdiei se va alege un dulap frigorific astfel:
1 m
3
dulap . 115 kg drojdie
x 700 kg drojdie
x = 6,08 m
3
7m
3
dD D zile 700 drojdie M M n Kg
122
Calculul depozitului de pine.
Cantitatea de pine aflat n depozit:
d 0 ore dep
G G n , kg
unde:
real
0
ore lucru
G
G , kg h
n
;
G
real
= capacitatea real a seciei, kg/24 h;
n
ore lucru
= numrul de ore n care secia lucreaz: n = 24 h;
G
0
= capacitatea orar a seciei, kg/h;
N
ore dep.
=numrul de ore n care se depoziteaz pinea: n = 10 h.
0
20.000
G 833,33 kg/ h
24
d
G 833,33 10 8333,3 kg
Aria depozitului:
2
d
d
G
A , m
q
q = 100 kg/m
2
2
d
8333,3
A 83,33 m
100
Aria slii de expediie:
2
ex d
A 20 25% A , m
2
ex
20
A 83,33 16, 66 17 m
100
;
123
8. Calculul eficienei economice
8.1. Stabilirea valorii investiiei
8.1.1 Valoarea terenului, cldirilor i amenajrilor
Element
construcie
Suprafaa (m
2
) Pre total (ron)
a) Teren
a.1. Construcie industrial 1512 272160
a.2. Spaii anexe 50 9000
a.3. Spaii acces,
circulaie, zona verde
890 160200
Pre total teren 441360
b) Cldiri
b.1. Cldire industrial 1512
b.2. Cldiri anexe 50
Pre total cldiri
c) Amenajri
c.1. Zone de circulaie 177 38232
c.2. Spaii verzi
Valoarea total capitolul 8.1.1. (a+b+c) 920952
8.1.2. Valoarea utilajelor supuse montrii
Nr.
Crt.
Denumire utilaj
Valoare
unitar
(ron/buc.)
Necesar
(buc.)
Valoare total
(ron)
1 Dulap frigorific 3500 1 3500
2 Malaxor 9500 3 28500
3 Cerntor 3800 1 3800
4 Elevator 2500 1 2500
5 nec 2700 1 2700
6 Timoc 800 3 2400
7 Ecluz 1200 3 3600
8 Dozator gravimetric 2300 3 6900
9 Ridictor-rsturntor 23000 2 46000
10 Maina de divizat 7000 2 14000
11 Maina de premodelat 8000 2 16000
12 Maina de modelat final 8200 2 16400
13 Band repaus intermediar 750 2 1500
14 Band transportoare 7000 2 14000
15 Dospitor tunel 35000 2 70000
16 Cuptor tunel 56000 2 112000
17 Agregat de condiionare 7000 1 7000
124
18 Maina splat containere 2500 1 25000
19 Buncr aluat 3000 2 6000
20 Instalaie suspensionare drojdie 600 1 600
Valoare total utilaje
382400
Cheltuieli transport (3,5 % din valoarea utilajelor)
13384
Cheltuieli montaj (10 % din valoarea utilajelor)
38240
Valoare total cap. 8.1.2.
434024
8.1.3. Valoarea utilajelor nesupuse montrii
Nr.
Crt.
Denumire utilaj
Valoare unitar
(ron/buc.)
Necesar
(buc.)
Valoare total
(ron)
1 Crucior cuv 900 18 16200
2 Containere pine 100 90 9000
3 Crucior lis 1400 2 2800
4 Etuva 1500 1 1500
5 Baie electric 450 1 450
6 Autodube 2000 2 4000
Valoare total utilaje 33950
Cheltuieli transport (3,5 % din valoarea utilajelor) 1188,25
Valoare total cap. 8.1.3. 35138,25
8.1.4. Valoarea mobilierului i a obiectelor de inventar
Sectoare Obiect mobilier
Valoare unitar
(ron/buc.)
Nr. buc.
Valoare total
(ron)
1 Balana tehnic 150 1 150
2 Balana malitic 2600 1 2600
3 Mas laborator 700 2 1400
4 Dulap metalic 300 2 600
5 Mobilier vestiar i birou 4500 1 9000
Valoare total cap. 8.1.4. 13750
125
8.1.5. Valoarea primei dotri cu mijloace circulante
8.1.5.1 Aprovizionarea cu materie prim
Element
Necesar
(Kg/zi)
Numr
zile
Necesar
(Kg)
Pre
unitar
(ron/Kg)
Valoare
total (ron)
Fin 15500 10 155500 2 310000
Drojdie 100 7 700 0,8 560
Valoarea
total
310560
8.1.5.2. Aprovizionarea cu materii auxiliare
Element
Necesar
(Kg/zi)
Numr zile
Necesar
(Kg)
Pre unitar
(ron/Kg)
Valoare
total
(ron)
Extract de
mal
140 14 1960 3,7
7252
8.1.5.3. Aprovizionare materiale
Element Necesar (buc.)
Pre unitar
(ron/buc.)
Valoare total
(ron/zi)
Materiale igienizare 150 3,5 525
Reactivi analize 600
Certificate de
calitate
300
Echipament
protecia muncii
3500
Formulare eviden 350
Valoare total 5275
126
8.1.5.4. Promovare, reclam i publicitate, activitate de prospectare a pieii,
precontract
Pre producie estimat, ron/Kg 1,8
Producie total, Kg/an (estimare) 4000000
Valoarea total a produciei, ron/an (estimare) 8230000
Profit estimat, ron (5 15 %) 823000
Cota din profit pentru promovare (cca. 3 % din profit) 24690
Cost promovare, reclam etc., ron 24690
8.1.5.5. Taxe avizare i licen de fabricaie
4000
8.1.5.6. Aprovizionarea cu materiale de ntreinere, reparaii i piese de
schimb
Cota din valoarea utilajelor
3 %
Valoare, ron
14074,86
8.1.5.7. Asigurri (cca. 1 % din valoarea investiiei) i fond de risc pentru
lansarea produciei)
47281,09
Valoarea total capitolul 8.1..=487811,54
Recapitulatie Valoarea, ron
Cap. 8.1.1. 920520
Cap. 8.1.2. 434024
Cap. 8.1.3. 35138,25
Cap. 8.1.4. 13750
Cap. 8.1.5. 487811,54
Valoarea investiiei (ron) 1891243,79
127
8.2. Stabilirea cheltuielilor
8.2.1. Cheltuieli cu materiile prime
Element UM
Necesar
zilnic
Necesar
lunar
Pre unitar
(ron/Kg)
Valoare
Zi Luna
Fin Kg 15.500 465000 2 31.000 930000
Drojdie Kg 100 3.000 0,8 80 2400
Total 31.080 932.400
8.2.2. Cheltuieli cu materiile auxiliare
Element UM
Necesar
zilnic
Necesar
lunar
Pre
unitar
(ron/Kg)
Valoare
Zi Luna
Extract
mal
Kg 140 4.200 3,7 518 15540
8.2.3. Alte cheltuieli materiale (materiale igienizare, formulare,
echipamente de protecie, s.a)
Zi Lunar
332,45 9973,5
8.2.4. Cheltuieli de transport
Cota transport (fa de 821 + 8.2.2 + 8.2.3) 3,5 %
Cheltuieli transport
Lunar 33526,97
Zilnic 1117,56
128
8.2.5. Cheltuieli cu utilitile
Nr.
Crt.
Locul de consum Consum specific Consum mediu, l/h
Coef. De
neuniformitate n
consum
Consum
maxim de
ap, l/h
1
I. Apa necesar pentru nevoi tehnologice
Ap preparare aluat
CH = 53 % 342,28 1,2 410,7
2 Apa splare cuve + pardosele 60 l/t 50 2 100
3 Apa laborator 30 l/t 25 2 50
4
Apa pentru obinerea aburului n cuptor
5 Kg/t, 24 h 4,1 1 4,1
5
II. Apa pentru ntreinere utilaje
Splare containere
40 l/cant, 24 h 150 2 300
6 Splare autodube 400 l/buc., zi 33,3 8 266,4
7
III. Apa pentru nevoi speciale i gospodreti
Apa pentru but, splat WC
25 l/om,zi 83,3 5 416,5
8
Apa pentru duuri
80 l/om, zi 86,6 8 693,3
9
Apa pentru stropitul curii
1,5 l/m
2
suprafata
stropita, zi
44,5
8 356,5
Total - 819,08 - 2597,5
129
Necesar ap cald
Nr.
Crt.
Locul de consum
Consum mediu,
l/h
Temperatura
iniial,
o
C
Temperatura
final,
o
C
Consum energie pentru
nclzire
1 Apa preparare aluat 342.28 5 10 40 42.983,52
2
Apa splat cuve +
pardoseala
50 5 10 60 10.465
3 Apa pentru duuri 86,6 5 10 35 37 9.787,7
4 Apa pentru splat containere 150 5 10 60 31.395
Total 628,88 - - 94631,22
Necesar abur
Nr.
Crt.
Locul de consum Consum specific Consum mediu, Kg/h
1 Abur pentru cuptor tunel 50 Kg/h 100
2 Abur pentru dospitor 4 Kg/h 8
130
Necesar energiei electrice pentru fora
Nr.
Crt
.
Dimensiunea
utilajului
Nr.
Buc.
Puterea
instalat
nominal
Pi, ( KW
)
Puterea
instalat
total
Pt, (
KW)
Coef.
de
cerere
c
k
Puterea
activ
Pa, (
KW)
Coef. de
utilizare
a
sarcinii
max,
Puterea
reactiv
Pt, (
KW)
cos
Durata de
funcionar
e
( ) , h zi
Energia
electric
absorbit
a
W , KW h zi
Energia
electric
absorbit
a
W , KW h h
1 Cerntor 1 1,1 1,1 0,5 0,55 0,625 0,343 0,8 7 1,925 0,08
2 Elevator 1 4,4 4,4 0,5 2,2 0,625 1,375 0,8 7 7,7 0,32
3 nec 1 2,7 2,7 0,5 1,35 0,625 0,843 0,8 7 4,72 0,19
4
Aparat ptr. prep.
suspensiei drojdiei
1 0,37 0,37 0,5 1,185 0,625 0,115 0,8 12 1,109 0,046
5 Malaxor 3 4,5 13,5 0,5 0,75 0,625 4,218 0,8 22 74,09 3,08
6 Ridictor rsturntor 2 4 8 0,5 4 0,625 2,5 0,8 8 16 0,66
7 Maina divizat 2 1,1 2,2 0,5 1,1 0,625 0,687 0,8 24 13,2 0,55
8 Maina premodelat 2 0,75 1,5 0,5 0,75 0,625 0,468 0,8 24 8,9 0,37
9 Maina modelat 2 0,55 1,1 0,5 0,55 0,625 0,342 0,8 24 6,6 0,27
10 Dospitor tunel 2 2,2 4,4 0,5 2,2 0,625 1,375 0,8 24 26,4 1,1
11 Cuptor tunel 2 8,5 17 0,5 8,5 0,625 5,312 0,8 24 102 4,25
12
Masa sortare
recepie
2 0,8 1,6 0,5 0,8 0,625 0,5 0,8 24 9,6 0,4
13
Transportor colector
pine
2 1,1 2,2 0,5 1,1 0,625 0,687 0,8 24 13,2 0,55
14
Dozator grafimetric
fin
3 20 60 0,5 30 0,625 18,75 0,8 10 150 6,25
15
Maina splat
containere
1 26,1 26,1 0,5 13,05 0,625 8,15 0,8 2 13,04 0,54
16 Dulap frigorific 1 25 25 0,5 12,5 0,625 7,812 0,8 24 149,3 6,24
Total - - 171,17 - 85,58 - 53,47 - - 598,38 24,89
Necesar energiei electrice pentru iluminat
131
Nr.
Crt.
Denumirea ncperii
Suprafaa
m
2
Puterea
instalat
specific
W/m
2
Puterea
instalat
total
W
Durata de
iluminare
h/zi
Coef. De
simultaneitate
n consum
Ku
Energia
absorbit Wa
KW h/zi
Energia Wa
KW h/h
1 Depozite 394 6 2364 13 0,8 24,58 1,02
2 Sala fabricaie 864 9 7776 13 0,8 80,87 3,36
3
Duuri, vestiare, WC,
spltorie
90 4 360 13 0,8 3,74 0,15
4 Coridoare, casa scrii 34 5 170 13 0,8 1,76 0,07
5
Iluminat exterior
(curte)
713 1,5 1069,5 13 0,95 13,20 0,56
Total - - - - - 124,16 5,15
n calculul consumului de energie electric pentru for si iluminat s-au folosit urmtoarele formule:
a i c
P P K
r a
P P
a r
W P cos
a i u
W P K
132
Element UM
Necesar
Zilnic
Necesar
Lunar
Pre
Unitar
ron/UM
Valoare, ron
Zilnic Lunar
Energie
electric
KW/h 722,54 21676,2 0,55 39,89 11921,91
Apa rece M
3
62,32 1869,84 0,35 21,81 654,44
Apa cald M
3
15,07 452,16 0,60 9,04 217,29
Abur Kg 2592 77760 0,60 1555,2 46656
Total 59449,64
8.2.6. Salarii
Denumire post Necesar
Salariu brut
lunar,ron
Total
lunar,
Ron
Total ron /
zi
Frmnttor 9 600 5400 180
Modelator 6 600 3600 120
ncrctor dospitor 6 600 3600 120
Coctor 6 650 3900 130
Ambalatori 6 600 3600 120
ncrctor/Descrcto
r
1 600 600 20
Manipulant depozit
fin
3 600 1800 60
Laborant + C.T.C. 2 600 1200 40
Magazioner mat.
Prime
1 600 600 20
Magazioner produse
finite
3 600 1800 60
Manipulant depozit
produse
6 600 1800 60
Manipulant expediie 4 600 2400 80
ofer autodub 4 600 2400 80
Personal curenie 2 600 1200 40
Mecanic fochist 3 650 1950 65
Electromecanic 3 600 1800 60
Total 65 - 37.650 1245
133
8.2.7. Salarii personal TESA
Denumire
post
Necesar
Salariu brut
lunar,
ron
Total lunar,
Ron
Total ron / zi
Conducere 1 2000 2000 90,90
Contabil 1 1000 1000 45,45
Inginer 3 1000 3000 130,43
Paznici 4 600 2400 80
Total 9 4600 8400 346,78
8.2.8. CAS + X
Cota CAS + X (22 %)
Valoare CAS
Ron
Lunar 15350
Pe zi 530,59
8.2.9. Cheltuieli ntreinere - reparaii
Element
Cota lunar
(%)
Valoarea lunar
Ron
Valoarea pe zi
Ron
Utilaje 1 % 4691,62 156,38
Cldiri 0,15 % 601,48 20,04
Total 5293,1 176,42
8.2.10. Cheltuieli de amortizare a mijloacelor fixe
Element Durata de recuperare Valoare ron
Ani Luni Lunar Zilnic
Utilaje 10 120 3909,68 130,32
Cldiri 90 1080 852,73 28,42
Total 4762,41 158,74
8.2.11. Cheltuieli cu creditele
134
Anu
l
Credit Dobnd
Total,[ron] Rat credit,
[ron/an]
Procent
anual,[%]
Rat la dobnd,
[ron/an]
Valoarea rmas,
[ron/lun]
1 1891243,7
9
378248,75 20 378248,75 31520,72
2 1512995,0
4
378248,75 302599 25216,58
3 1134746,2
9
378248,75 229242 19103,5
4 756497,54 378248,75 152828 12735,66
5 378248,79 378248,75 76414 6367,83
Total,[ron] : 302599 Rata maxim a dobzii : 31520,72
8.2.12. Cheltuieli generale ale societii comerciale
Se vor aprecia n funcie de complexitatea societii ( se poate utiliza 0-15% fa
de costul seciei cu o medie recomandat de 5%).
90065,3
5
135
8.3. Antecalculaia de pre
Cheltuieli cu materia prim 932400
Cheltuieli cu materiile auxiliare 15540
Cota aprovizionare (transport mat. Prime i aux.) 33526,97
Alte cheltuieli materiale 9973,5
Utiliti 59449,64
Salarii 46050
CAS + X 15350
Cheltuieli de ntreinere reparaii 5293,1
Cheltuieli de amortizare 4762,41
Dobnda 31525,72
Total I 1149108,9
Profit (rata profitului = 5 15 %) 114910,89
Total II 1264019,79
Cheltuieli generale ale societii comerciale 90065,35
Total cost 1354085,14
Tabel cu produse realizate prin proiect i preuri de livrare
Nr.
Crt.
Pre de
producie[ron/kg]
TVA[19%] Pre
livrare[ron/kg]
Adaos
comercia
l [20%]
Pre
Comercial[ron/kg]
1 1,8 0,20 2 0,3 2,3
8.4. Indicatori de eficien economic
Cifra de afaceri (total valorificri), ron 13800000
Profitul anual 13731000
Rata profitului (profit anual/cifra de afaceri) 0,99
Durata de recuperare a investiiei (valoarea investiiei/profit), ani 0,13
Coeficientul de eficien a investiiei (1/durata de recuperare), ani 7,9
Producia anual, t 7200
Productivitatea fizic (productie / nr. salariai), t/an 97,29
Productivitatea valoric ( productie valoric / nr. salariai), ron/an 223,78
136
BIBLIOGRAFIE
1. Banu, C, s.a.- Influena proceselor tehnologice asupra calitii produselor
alimentare, vol I, Editura Tehnic, Bucureti, 1974
2. Bordei, D. Calitatea i marketingul finii, Editura Academic, Galai,
2001
3. Bordei, D. tiina i tehnologia panificaiei, Editura Agir, Bucureti,
2000
4. Bordei, D, Burluc, R ndrumar. Tehnologia i controlul calitii n
industria panificaiei, Universitatea Galai, 1998
5. Cereal Foods World Current Frend In Commercial Bakers Yeast
Production, nr. 3, vol 47, 2002
6. Dumitriu, M Influena proceselor tehnologice asupra calitii produselor
alimentare, vol. II, Editura Tehnic, Bucureti, 1979
7. Gatilin Proiectarea fabricilor de pine, vol. I
8. Giurca, V, Giurea, A. M Factori care influeneaz proprietile de
panificaie ale grului, Editura Agir, Bucureti, 2002
9. Grmescu, T., Chiril, V Calitatea i fiabilitatea produselor,
Universitatea Tehnic Gh. Asachi , Iai, 2000
10. Giurca, V Tehnologia i utilajul industriei de panificaie curs de
specialitate pentru ingineri, vol. I, Universitatea Galai, 1980
11. Iliescu, D. V. Controlul calitii loturilor de produse, Editura Tehnic,
Bucureti, 1982
12. Manualul inginerului de industrie alimentar, vol II, Editura Tehnic,
Bucureti, 1999
13. Moldoveanu, Ghe. Arta brutritului romnesc, Editura Tehnic,
Bucureti,1994
14. Moldoveanu, Ghe. Tehnologia panificaiei, Editura Didactic i
Pedagogic, Bucureti, 1963
15. Normativul de proiectare a fabricilor de pine
137
16. Rotaru, G., Moraru, C. H.A.C.C.P., Editura Academic, Galai, 1997
17. Tarau, I., s.a Evaluarea i controlul calitii, Editura Junimea, Iai, 1998
18. Tofan, I.- Tehnica frigului i climatizrii n industria alimentar. ndrumar
pentru activiti aplicative, Editura Agir, Bucureti, 2002.
138
S-ar putea să vă placă și
- Tehnologia de Obtinere A Painii Albe Tip FranzelaDocument69 paginiTehnologia de Obtinere A Painii Albe Tip FranzelaRaluca Bogdan100% (3)
- Coacerea AluatuluiDocument5 paginiCoacerea AluatuluiBia Stanca100% (2)
- Utilaj Tehnologic in PanificatieDocument41 paginiUtilaj Tehnologic in PanificatieElena Andreea Stan100% (1)
- Proiect La Utilaj Tehnologic, ModelatorDocument39 paginiProiect La Utilaj Tehnologic, ModelatorPopa Ioana100% (1)
- Proiect Cernatoare de Faina Cu Snec Vertical in Industria Biscuitilor ZaharosiDocument20 paginiProiect Cernatoare de Faina Cu Snec Vertical in Industria Biscuitilor ZaharosiAlina Mezarescu100% (1)
- Tehnologia Fabricarii Turtei DulciDocument17 paginiTehnologia Fabricarii Turtei DulciAlina IonÎncă nu există evaluări
- Caracteristica Materiilor Prime Și AuxiliareDocument36 paginiCaracteristica Materiilor Prime Și AuxiliareLena Furtuna Dobinda100% (1)
- Recepția Și Depozitarea Materiilor Prime Din Industria PanificațieiDocument22 paginiRecepția Și Depozitarea Materiilor Prime Din Industria PanificațieiMarius-nicolae Constantin100% (1)
- Tehnologia Fabricarii PainiDocument31 paginiTehnologia Fabricarii PainiCristina Si Tibi Tamas0% (1)
- Masina de Taiat Legume Cu Pproductivitatea 300 Kg/oraDocument32 paginiMasina de Taiat Legume Cu Pproductivitatea 300 Kg/ora0687383190% (1)
- Tehnologia Produselor de Morarit Si PanificatieDocument113 paginiTehnologia Produselor de Morarit Si PanificatieAndreea Graunte89% (9)
- Studiu Prune UscateDocument18 paginiStudiu Prune UscateautoreplicaÎncă nu există evaluări
- Utilizarea Frigului in Producerea Si Depozitarea PainiiDocument18 paginiUtilizarea Frigului in Producerea Si Depozitarea PainiiAndreea Cherciu50% (2)
- Sectia PatiserieDocument16 paginiSectia PatiserieVladimir STARÎncă nu există evaluări
- Cap.5 Zdrobitoare PDFDocument23 paginiCap.5 Zdrobitoare PDFIuliu DigorÎncă nu există evaluări
- Clasificarea Sortimentului Si Metodele de Deter Min Are A Calitatii PainiiDocument5 paginiClasificarea Sortimentului Si Metodele de Deter Min Are A Calitatii PainiiAndrei MartynÎncă nu există evaluări
- Cap-8 Modelare Aluat - Masini de Modelat PDFDocument17 paginiCap-8 Modelare Aluat - Masini de Modelat PDFDanutsa DanielaÎncă nu există evaluări
- Turta DulceDocument17 paginiTurta DulceOcZz100% (2)
- Masina de Taiat Legume Cu PoansonDocument28 paginiMasina de Taiat Legume Cu PoansonBuga NicolaeÎncă nu există evaluări
- Metode Moderne de Preparare A Painii DS PDFDocument62 paginiMetode Moderne de Preparare A Painii DS PDFDogoni100% (3)
- Proiectarea Secției de Fabricare A Salamului Crud-Afumat de Tip "De Moscova"Document35 paginiProiectarea Secției de Fabricare A Salamului Crud-Afumat de Tip "De Moscova"MihaiAndries100% (1)
- Operația de Selectare A Semintelor OleaginoaseDocument5 paginiOperația de Selectare A Semintelor OleaginoaseCristina MunteanuÎncă nu există evaluări
- Cap-9 Dospitoare PDFDocument8 paginiCap-9 Dospitoare PDFDanutsa DanielaÎncă nu există evaluări
- Prelucrarea AluatuluiDocument21 paginiPrelucrarea AluatuluiTeodor Violeta100% (1)
- Cuprins Licenta PaineDocument4 paginiCuprins Licenta PaineAndreea-MariaMunteanu50% (2)
- PanificatieDocument23 paginiPanificatieShawn Allen100% (1)
- Pregatirea Materiilor Prime in PanificatieDocument11 paginiPregatirea Materiilor Prime in PanificatieVasiu Anda50% (2)
- Biscuiti ZaharosiDocument46 paginiBiscuiti ZaharosiAnonymous HKuYF6k100% (3)
- Tehnologia PandispanuluiDocument16 paginiTehnologia PandispanuluiVirginia NeculaiÎncă nu există evaluări
- Produse Curente de PatiserieDocument17 paginiProduse Curente de PatiserieDani CrăciunÎncă nu există evaluări
- Malxorul Cu Cuva DublaDocument12 paginiMalxorul Cu Cuva DublaAurora BlaiddÎncă nu există evaluări
- Procesul Tehnologic de Fabricare A Grisinelori (Buzatu)Document38 paginiProcesul Tehnologic de Fabricare A Grisinelori (Buzatu)MarkoSaiianÎncă nu există evaluări
- Tehnologia Fabricarii Covrigilor Vanilati 2Document15 paginiTehnologia Fabricarii Covrigilor Vanilati 2Saioc MarianÎncă nu există evaluări
- Procesul Tehonologic de Fabricare Al PainiiDocument39 paginiProcesul Tehonologic de Fabricare Al Painiivioletahristea100% (2)
- Proiect La ProiectareDocument19 paginiProiect La ProiectareAlexandra Dolinschi100% (1)
- Linia Tehnologica de Curatare A GrauluiDocument40 paginiLinia Tehnologica de Curatare A GrauluimaduliciÎncă nu există evaluări
- Bazele Teoretice A Panificatiei DSDocument77 paginiBazele Teoretice A Panificatiei DSKTLiNR100% (1)
- Cercetari Privind Influenta Monoculturilor Probiotice Asupra Calitatii Produselor Lactate FermentateDocument106 paginiCercetari Privind Influenta Monoculturilor Probiotice Asupra Calitatii Produselor Lactate FermentateAlex Botosan0% (1)
- Malaxor Cu Cuva TransportabilaDocument13 paginiMalaxor Cu Cuva Transportabilageo4maryÎncă nu există evaluări
- Proiectarea Unei Sectii de Fabricare A Painii Cu Capacitatea de 20 Tone Pe ZiDocument140 paginiProiectarea Unei Sectii de Fabricare A Painii Cu Capacitatea de 20 Tone Pe ZiGavriluta Adrian IonutÎncă nu există evaluări
- Fabrica de Paine MN ProductieiDocument15 paginiFabrica de Paine MN ProductieiBogdan IvanescuÎncă nu există evaluări
- Tehnologia de Fabricare A ChiflelorDocument60 paginiTehnologia de Fabricare A ChiflelorVictor MadanÎncă nu există evaluări
- ProiectDocument33 paginiProiectVirginiaStanÎncă nu există evaluări
- Lucr CercetareDocument15 paginiLucr CercetareCristina SadoveiÎncă nu există evaluări
- Proiect Cozonac CepapDocument28 paginiProiect Cozonac CepapVija RamonaÎncă nu există evaluări
- Analize Specifice CovrigilorDocument19 paginiAnalize Specifice CovrigilorCosmin Cezar100% (1)
- Finisor de TarateDocument25 paginiFinisor de TarateTheodora GheorghiuÎncă nu există evaluări
- Tehnologia de Obtinere A-Painii Albe Tip FranzelaDocument69 paginiTehnologia de Obtinere A-Painii Albe Tip FranzelaTopHaed100% (1)
- Fluxul Tehnologic de Obtinere A PainiiDocument14 paginiFluxul Tehnologic de Obtinere A Painiicalinu1994100% (1)
- Proiect CrenvurstiDocument17 paginiProiect CrenvurstiLidiaÎncă nu există evaluări
- Finisor de TarateDocument28 paginiFinisor de TarateAlina Alina0% (1)
- Cican Diana Raport Experizare CascavalDocument16 paginiCican Diana Raport Experizare CascavalDiane DianaÎncă nu există evaluări
- Obtinerea DrojdieiDocument48 paginiObtinerea DrojdieiUrban Tatiana50% (2)
- Fabricarea Painii AlbeDocument34 paginiFabricarea Painii AlbeVija RamonaÎncă nu există evaluări
- Fabr Painii Albe Franzela 0.300Document23 paginiFabr Painii Albe Franzela 0.300Vija Ramona100% (1)
- Analize Specifice CovrigilorDocument18 paginiAnalize Specifice CovrigilorValerica Morar DanÎncă nu există evaluări
- CURS 5 TMP Sem I 13 Octombrie 2020Document30 paginiCURS 5 TMP Sem I 13 Octombrie 2020Dona CarinaÎncă nu există evaluări
- Proiect 2Document11 paginiProiect 2Andrei MălăescuÎncă nu există evaluări
- Painea Graham - Aspecte CalitativeDocument30 paginiPainea Graham - Aspecte CalitativeBunea IoanÎncă nu există evaluări
- Audit Intern de Mediu La o Unitate de ProductieDocument12 paginiAudit Intern de Mediu La o Unitate de ProductieCristian Slusaruc100% (12)
- Hiperaciditatea GastricăDocument8 paginiHiperaciditatea GastricăCornelia GramescuÎncă nu există evaluări
- 8 Modalitati Prin Care Iti Poti Imbunatati Relatia Cu SEFULDocument2 pagini8 Modalitati Prin Care Iti Poti Imbunatati Relatia Cu SEFULCornelia GramescuÎncă nu există evaluări
- Cel Mai Important Element Al Unei Reclame ScriseDocument1 paginăCel Mai Important Element Al Unei Reclame ScriseCornelia GramescuÎncă nu există evaluări
- Cea Mai Eficienta Strategie de MarketingDocument20 paginiCea Mai Eficienta Strategie de MarketingIoana MarinÎncă nu există evaluări
- Strategii SinucigaseDocument65 paginiStrategii SinucigaseOprea Ileana100% (1)
- 8 Sfaturi Pentru Condus in Siguranta in Conditii DificileDocument7 pagini8 Sfaturi Pentru Condus in Siguranta in Conditii DificileCornelia GramescuÎncă nu există evaluări
- 5 Lectii Despre Viata Pe Care Richard Branson LeDocument6 pagini5 Lectii Despre Viata Pe Care Richard Branson LeCornelia GramescuÎncă nu există evaluări
- 3 StrategiiDocument53 pagini3 StrategiiAndreea El MasriÎncă nu există evaluări
- Bilant - PanificatieDocument13 paginiBilant - PanificatieCatalina Cata100% (5)
- 6 Cum Sa Platim Distribuitorii Corect PDFDocument35 pagini6 Cum Sa Platim Distribuitorii Corect PDFOvidiu SamsonÎncă nu există evaluări
- 5 Modalitati de A Creste Productivitatea Fortei de Vanzari1Document9 pagini5 Modalitati de A Creste Productivitatea Fortei de Vanzari1Mihai Sorin IfteneÎncă nu există evaluări
- 101 Idei Evolutie Personala v.2.3 PDFDocument50 pagini101 Idei Evolutie Personala v.2.3 PDFNiculescu Elena100% (1)
- Quilling-Tehnica Spiralarii HartieiDocument32 paginiQuilling-Tehnica Spiralarii HartieiCornelia Gramescu100% (2)
- Greselile ClientilorDocument4 paginiGreselile ClientilorCornelia GramescuÎncă nu există evaluări
- Plan-Afaceri Sala FitnessDocument19 paginiPlan-Afaceri Sala FitnessCornelia GramescuÎncă nu există evaluări
- Plan de Afaceri - Produse de PanificatieDocument12 paginiPlan de Afaceri - Produse de Panificatieorsi_s90% (20)
- Documentele Solicitate Angajatorilor de Catre Inspectorii de Munca SSMDocument4 paginiDocumentele Solicitate Angajatorilor de Catre Inspectorii de Munca SSMCornelia GramescuÎncă nu există evaluări
- Noi Reglementări Privind Facturile FiscaleDocument4 paginiNoi Reglementări Privind Facturile FiscaleCornelia GramescuÎncă nu există evaluări
- Notiuni Generale de GastronomieDocument33 paginiNotiuni Generale de GastronomieLivia Luca100% (3)
- Fitness PDFDocument154 paginiFitness PDFRemus Chirosca50% (2)
- Cerealele Si Produsele de Morarit Si PanificatieDocument33 paginiCerealele Si Produsele de Morarit Si PanificatieCornelia GramescuÎncă nu există evaluări
- Utilitatea Glutenului Vital in PanificatieDocument1 paginăUtilitatea Glutenului Vital in PanificatieCornelia GramescuÎncă nu există evaluări
- Utilitatea Glutenului Vital in PanificatieDocument1 paginăUtilitatea Glutenului Vital in PanificatieCornelia GramescuÎncă nu există evaluări
- Amelioratori de PanificatieDocument4 paginiAmelioratori de PanificatieElena Agaeva100% (2)
- Proprietati Tehnologice Ale FainiiDocument4 paginiProprietati Tehnologice Ale FainiiCornelia GramescuÎncă nu există evaluări
- Tehnologie Cofetar PatiserDocument186 paginiTehnologie Cofetar PatiserAlina Visan94% (16)
- Zaharurile Si Rolul Lor in PanificatieDocument3 paginiZaharurile Si Rolul Lor in Panificatiemarcuioanagabriela_7Încă nu există evaluări
- Zaharurile Si Rolul Lor in PanificatieDocument3 paginiZaharurile Si Rolul Lor in Panificatiemarcuioanagabriela_7Încă nu există evaluări
- Curs Brutar-PatiserDocument66 paginiCurs Brutar-PatiserNik Romanu100% (6)